 技术培训教材2.docx
技术培训教材2.docx
- 文档编号:23429933
- 上传时间:2023-05-17
- 格式:DOCX
- 页数:38
- 大小:38.10KB
技术培训教材2.docx
《技术培训教材2.docx》由会员分享,可在线阅读,更多相关《技术培训教材2.docx(38页珍藏版)》请在冰豆网上搜索。
技术培训教材2
4.2表殼加工工序尺寸檢查方法:
一般的尺寸檢查方法已經在本教材的測量工具的篇章中做過詳細說明,在此不再一一說明。
本篇章著重介紹在測量尺寸過程中的几個專業朮語的含義:
(在本教材中常用的計量單位為:
mm 和 c ﹔換算公式:
1mm=100c,mm的中文叫毫米,c的中文叫絲)
1、平行度:
(俗稱不平,鑽床俗稱打飛機)
指兩個或兩個以上的平面是否平行,如表殼中的面平和底平﹔
測量方法為:
固定其中一個平面在水平台上,用高度表測量另一個平面上的3個以上的點的高度,其高度之間的差距在0.03mm內為合格品﹔
2、同心度:
(俗稱偏心)
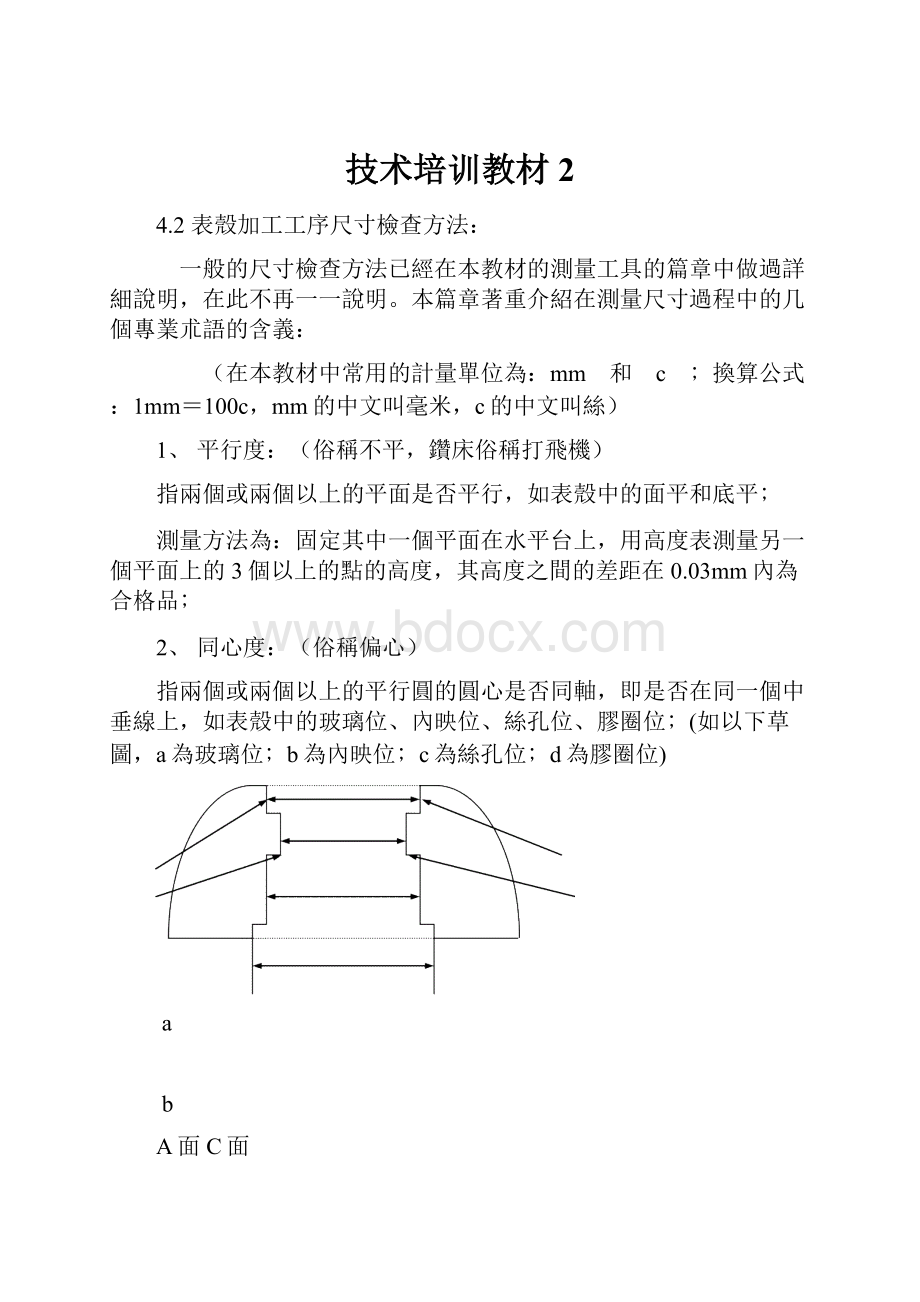
指兩個或兩個以上的平行圓的圓心是否同軸,即是否在同一個中垂線上,如表殼中的玻璃位、內映位、絲孔位、膠圈位﹔(如以下草圖,a為玻璃位﹔b為內映位﹔c為絲孔位﹔d為膠圈位)
a
b
A面C面
B點cD點
d
測量方法為:
如需測量出a圓和b圓是否同心,方法為用卡尺測量出同一方向的D點到A面的距離和B點到C面的距離,兩者的距離差距在0.03mm以內,為合格品﹔
3、不圓度:
(俗稱鵝蛋)
指同一圓的形狀為橢圓形﹔
測量方法為:
用卡尺測量出圓的不同方向的距離,距離差距在0.03mm以內,為合格品﹔
4.3、表殼外觀檢查名詞朮語及基本要求:
外觀檢查的基本要求:
1、檢查時只能用裸眼,不能使用顯微鏡和放大鏡﹔
2、在燈光下視距約30cm檢查﹔
3、整個檢查過程在45秒完成﹔
表殼外觀檢查名詞朮語:
1、花崩:
一般出現在表殼邊沿,因碰撞、飛刀等外界因素導致崩缺一小塊,俗稱“花崩”﹔
2、划痕:
一般出現在表殼表面,因磨擦等外界因素導致傷痕,俗稱“划痕”﹔
3、凹痕:
一般出現在表殼表面,因外力碰撞因素導致一小凹坑,俗稱“凹痕”﹔
4、雜質:
一般出現在表殼材質內部,有其他雜物俗稱“雜質”﹔
5、披鋒:
一般出現在表殼邊沿,在加工過程中殘留下的材料,俗稱“披鋒”﹔
6、色漬:
一般出現在表殼表面,有其他如水漬般的色塊,俗稱“色漬”﹔
外觀檢查標准由本廠品質部門和客戶達成共識后出台<<出貨外觀檢查標准>>書,形成品質文件,供相關部門使用。
5 表殼加工設備、輔料、加工工序操作方法、
工夾治具使用方法及注意事項
5.1切削工序:
5.1.1沖床:
常用加工動作:
落料、拉深、成形、打匙眼
常用工夾治具:
模具、板手、六角匙、
量 具:
卡尺、底座百分表、匙眼偏心表
常用輔料名稱:
潤滑油
作
業
程
序
1.領取工藝圖紙及待加工板料,整理工作場地,將常用工具和量具放在易見、易於操作之處。
2.熟悉工藝圖紙要求,檢查模具是否完好。
3.檢查設備運轉是否運行正常,注意潤滑機器,檢查安全裝置是否正確。
4.裝好上、下工模沖試工件。
5.交首檢QC5PCS認可後開始生産。
6.下班擦洗保養機器及收拾工具、量具,關機、關燈,整理場地。
操
作
方
法
及
注
意
事
項
1.操作前檢查模具編號是否符合工藝圖紙,檢查模具是否完好。
2.落料前板料上要加潤滑油,留意落料後周邊披鋒不能大,檢查落料尺寸是否符合要求。
3.拉深要用油潤滑落料件,注意周邊不能拉毛,留意周邊高度不能相差太多,拉深件錐度不能太大。
4.成形之前清洗油污雜物,經常保持模具清潔無雜物,留意成形件中孔同外圓、牙位不同心,應在0.10以下。
5.打匙眼時要留意匙眼深度一致,如果發現崩刀,應該及時換刀片,打匙眼、打卜方時,特別留意匙眼或卜方同中心要同心。
6.操作過程中,如果發現工件或設備有異常之處,應該及時停機檢查。
5.1.2鑼床:
常用加工動作:
鑼大細身、鑼斜細身、鑼耳咀
常用工夾治具:
板手、銼刀、撐咀、鑼棍、六角匙、平口鉗
量 具:
卡尺、底座百分表、角度尺
常用輔料名稱:
鑼刀、白鋼刀、切削油
作
業
程
序
一
1.准備工具,試機正常運轉。
2.入:
裝鑼棍(圖一、二)
3.鑼:
鑼大細身
4.磨:
磨鑼棍
5.Q:
由QC檢查每一條鑼棍
6.拆:
拆下殼、排盤
7.下班前擦洗保養機器及收拾工具、量具,關燈、關機,整理場地。
作
業
程
序
二
1.准備工具,開機正常運轉。
2.清掃撐咀
3.上殼、撐咀緊
4.鑼細身
5.下殼
6.下班前擦洗保養機器及收拾工具、量具,關燈、關機,整理場地。
操
作
方
法
及
注
意
事
項
1.入裝鑼棍,看是否頂耳面。
2.坎耳殼每條棍要測試是否平。
3.鑼刀外型要好,注意設備運作是否正常,加油保養。
4.試鑼一支,對照工藝尺寸,留意不能有大細耳、長短耳,耳闊尺寸要准,否則影響配帶。
5.用投影圖,要求殼外形與投影圖一致。
6.磨鑼棍時注意不能將耳側磨成喇叭狀,留意耳外側尺寸、大細耳,復核工藝尺寸。
7.拆鑼棍時要小心,要排盤,不能將殼身撞崩。
8.操作過程中,裝夾、裝刀要緊。
注意絲板有沒有卡死現象,定位塊要牢固,上鑼棍時要小心棍頭撞鑼刀。
操作
方法
及注
意事
項二
1.檢查撐咀與殼吻合。
2.殼與撐咀要干淨,否則容易花崩。
3.刀紋要幼、細身不能起級。
4.檢查角度尺寸有否吻合。
5.檢查耳內側尺寸及斜細身尺寸,對照工藝。
6.每30PCS需自檢一個。
7.不能用殼敲盤。
5.1.3油機:
常用加工動作:
撞孔、面平、元口、粗絲孔、粗底平、准耳腳、精面子口、元口
耳底底圈、准耳腳
常用工夾治具:
撐咀、碼仔、索頭、板手、螺絲批
量 具:
卡尺、底座百分表、角度尺
常用輔料名稱:
合金刀、三棱刀、台灣刀、切削油
作
業
程
序
1.領取工藝圖紙及待加工殼胚,整理工作場地,將待加工殼胚、常用工具及量具放在易見、易於操作之處。
2.熟悉工藝圖紙要求,檢查夾具、刀具是否完好。
3.機器空運行幾分鐘,看是否完好。
4.裝夾好殼胚,調整刀具及拖板,試車殼胚,達到符合工藝圖紙要求。
5.交首檢5PCS認可,方可生産。
6.下班擦洗保養機器及收拾工具、量具,關機、關燈,整理場地。
操
作
方
法
及
注
意
事
項
1.索大、細身撞孔時,要處理好力度,免將大身、細身夾花及鵝蛋。
2.裝夾要緊,刀具要裝緊,以免撞崩鋼刀及刮傷外殼。
3.撞中孔時要留意中孔同大、細身同心,豬咀殼復核拔位尺寸,留意中孔同耳闊分中正確(見圖四)。
4.拉麵平時,不允許面平刀鈍阻、行程不穩、機器故障、進刀量太大,否則面平中間易凸起,留意面平不得有黑皮。
5.每車50個左右,要求對照圖紙要求,自己檢查尺寸,發現尺寸可刀紋異常,要求停機檢查。
6.精面子口、元口,注意試配圖口、元口,不能有披鋒。
車制品中,耳內、外側披鋒不宜大、硬,用指甲能拗脫為准。
7.耳腳是鑽耳孔的唯一量度基準,因此車准耳腳,一定要按工藝尺寸來做,同時要求耳腳披鋒不能大。
8.留意校機時的次品分開放,不能混入産品中,應交給下道工序校機用。
5.1.4撇角機:
常用加工動作:
撇耳面、撇大身面線、撇耳咀
常用工夾治具:
撐咀、板手、螺絲批
量 具:
角度尺、卡尺
常用輔料名稱:
合金刀、三棱刀
作
業
程
序
1.領取工藝圖紙及待加工殼件,整理工作場地,將待加工殼件、常用工具和量具放在易見、易於操作之處。
2.熟悉工藝圖紙要求,檢查夾具、刀具是否完好及安裝好。
3.檢查機器是否運行良好,注意潤滑機器。
4.裝夾好表殼,開機試撇,直到符合工藝尺寸要求。
5.首檢5PCS認可,方可生産。
6.下班擦洗保養機器及收拾工具、量具,關機、關燈,整理場地。
操
作
方
法
及
注
意
事
項
1.確定“管位”位置。
2.保持光潔度,刀紋不能太粗。
3.經常檢查線條是否變樣,撇耳面要求要平,不平度不能超過0.05MM。
4.檢查裝夾位置及周圍是否在生産時,撐花絲孔或碰傷大身。
5.撇耳咀要經常測量十字線是否正確,注意耳腳是否變形。
6.撇大身面線要均勻,刀紋要幼。
7.檢查刀座與機身是否夾緊,裝夾、裝刀要夾緊,切削速度不能太快。
8.要求對照樣板,檢查形狀是否符合要求。
5.1.5電腦機:
常用加工動作:
精絲孔、底膠圈位、准底平、坎底、元口、牙口、精面子口、拮坑子口、斜角
常用工夾治具:
撐咀、碼仔、索頭、板手、螺絲批
量 具:
塞尺、高度表、角度尺、卡尺
常用輔料名稱:
合金刀、三棱刀、切削油
作
業
程
序
1.領取工藝圖紙及待加工殼件,整理工作場地,將待加工殼件、工具及量具放在易見、易於操作位置上。
2.熟悉工藝圖紙要求,檢查夾具、刀具是否完好及安裝好。
3.機器空運行幾分鐘,檢查油壓、氣壓是否穩定。
4.裝夾好工件,調整刀具及拖板,試車工件,直到符合工藝圖紙要求。
5.交首檢5PCS認可,方可生産。
6.下班擦洗保養機器及收拾工具、量具,關機、關氣、關燈,整理場地。
操
作
方
法
及
注
意
事
項
1.撐咀要做到專機專用。
2.精絲孔,注意不要將中孔撐大、撐花或變形,
底元口不能有披鋒,元口不能車得太大,車絲孔要試配內罩,看內罩進入是否順。
3.精面子口、拮坑時,要經常檢查尺寸、刀是否鈍,斜角注意不能車得太大,否則會影響防水與裝配效果,元口不能有披鋒
4.車子口時,要求尺寸準確,要試配圈口或底蓋,子口、元口要求圓滑,不能太小也不能太大。
5.每車50個左右,要求對照工藝圖紙檢查,發現尺寸或刀紋異常,應停機檢查。
6.留意校機時的次品分開,不能混入産品中,交給下道工序校機用。
5.1.6NC機:
常用加工動作:
精絲孔、底膠圈位、底平、坎底元口、牙口、構機玉坑、陶瓷刀耳面、
精面子口、拮坑子口、斜角
常用工夾治具:
撐咀、索頭、板手、螺絲批
量 具:
塞尺、高度表、角度尺、卡尺
常用輔料名稱:
合金刀、陶瓷刀、刀粒、切削油
作
業
程
序
1.領取派工單及待加工殼胚,整理工作場地,將待加工殼胚、常用工具及量具放在易見、易於操作規定之處。
2.熟悉工藝圖紙要求,檢查夾具、刀具是否完好及安裝好。
3.機器空運行幾分鐘,看是否完好。
油壓、氣壓是否穩定。
4.裝夾好殼胚,調整刀具及拖板,試車殼胚,達到符合工藝圖紙要求。
5.交首檢5PCS認可,方可生産。
6.下班擦洗及收拾工具、量具,關機、關氣、關燈,保養機器。
操
作
方
法
及
注
意
事
項
1.撐咀要做到專機專用。
2.精絲孔,注意不要將中孔撐大、撐花或變形,坎底元口不能有披鋒,元口不能車得太大,車絲孔要試配內罩,看內罩進入是否順。
3.精面子口、拮坑時,要注意檢查尺寸、刀是否鈍,斜角注意不能車得太大,否則會影響防水與裝配效果,元口不能有披鋒。
4.車子口時,要求尺寸准確,要試配圈口或底蓋,子口、元口要求圓滑,不能太小也不能太大。
。
5.每車50個左右,要求對照工藝圖紙檢查,發現尺寸或刀紋異常,應停機檢查。
6.留意校機時的次品分開,不能混入產品中,交給下道工序校機用。
7.陶瓷刀幼耳面,要求刀紋要幼。
無披鋒的動作換刀時必須試磨OK后方才生產。
每生產30PCS要試磨一次。
5.1.7鑽床:
常用加工動作:
鑽巴孔、鑽拔位、倒內(外)斜披鋒、鑽穿耳孔
常用工夾治具:
撐咀、管位、鑽套、螺絲批
量 具:
塞規、高度表、拔位表、角度尺、卡尺
常用輔料名稱:
鑽咀、切削油
作
業
程
序
1.領取工藝圖紙及待加工殼件,整理工作場地,將待加工殼件與常用工具、量具放在易見、易操作之處。
2.熟悉工藝圖紙要求,檢查夾具、刀具是否完好及安裝好。
3.設備是否運行良好,注意潤滑機器。
4.裝夾好表殼,試鑽巴孔或拔位,直到符合工藝圖紙要求。
5.首檢5PCS認可,方可生産。
6.下班擦洗保養機器及收拾工具、量具,關機、關氣、關燈,整理場地。
操
作
方
法
及
注
意
事
項
1.對照圖紙,確認巴孔時位是否正確。
2.檢查十字線,注意角度與分中是否正確。
3.換鑽咀校機後,留意復核巴孔是否鑽大,巴孔內斜要根據收貨標準而決定斜位深度和大小,不能留有披鋒。
4.拔巴位厚時,檢查巴孔是否變形及拔位的直徑大小是否符合圖紙要求。
5.拈巴孔時要試配巴管,不能太松,但也不能太緊。
6.裝夾不能用力太大,以免中孔變形。
5.1.8耳孔機:
常用加工動作:
鑽耳孔
常用工夾治具:
撐咀、管位、鑽套、螺絲批
量 具:
卡尺、耳孔表
常用輔料名稱:
鑽咀、切削油
作
業
程
序
1.領取工藝圖紙及待加工殼件,整理工作場地,將待加工殼件及工具、常用量具放在易見、易於操作之處。
2.熟悉工藝圖紙要求,檢查夾具、鑽頭是否完好及安裝好。
3.設備是否運行良好,注意潤滑機器。
4.裝夾好表殼,試鑽耳孔,直到符合工藝圖紙要求。
5.首檢5PCS認可,方可生産。
6.下班擦洗保養機器及收拾工具、量具,關機、關氣、關燈,整理場地。
操
作
方
法
及
注
意
事
項
1.注意圖紙上標注的耳孔尺寸及深度,如耳咀單薄,圖紙要求不穿耳孔,應該嚴格控制耳孔深度。
2.留意不得有耳孔高低現象。
3.要試配生耳,以免耳孔深度不夠深,對於彎面殼一定試配耳
或者對照樣板量尺寸。
4.留意鑽耳孔時耳側不得有大披鋒出現。
5.生産第50個左右,應該檢查尺寸,如果尺寸出現異常,應該停機檢查。
5.1.9車床仔:
常用加工動作:
車耳面、車耳底底圈、車膠蓋位、拮坑、拮線
常用工夾治具:
撐咀、索頭、索套、拉芯、板手、螺絲批
量 具:
卡尺、帶座百分表、坑表、角度尺
常用輔料名稱:
合金刀、白鋼刀、陶瓷刀、鑽石刀、台灣刀、切削油
作
業
程
序
1.領取工藝圖紙及待加工殼件,整理工作場地,將待加工殼胚與常用工具及量具放在易見、易於操作之處。
2.熟悉工藝圖紙及工藝要求,檢查夾具、刀具是否安裝好。
3.給車床注油孔加潤滑油,然後開空車運行幾分鐘。
4.裝夾好工件,調整刀具及拖板,試車工件,直到符合工藝圖紙要求。
5.交首檢QC5PCS認可,方可生産。
6.下班擦洗保養機器及收拾工具、量具,關機、關氣、關燈,整理場地。
操
作
方
法
及
注
意
事
項
1.車彎耳面或車耳底圈,要求刀紋要幼細,不得有大振紋及起級現象,形狀要求對照樣板,或者試配耳
,留意耳內外側披鋒,不能太大及硬,要留意檢查殼是否變形,絲孔或中孔不能夾崩。
2.車直耳面要求刀紋要幼細,角度要求準確,不得有高低不平現象。
3.拮坑、拮線時要求不得有壓鐵屎、披鋒現象、拮玻璃膠圈。
4.車玻璃、膠蓋位時,要求刀紋幼滑,要試配玻璃或膠蓋。
5.如果裝夾子口,一定要留意復核子口尺寸,防止將子口撐大或者夾小。
6.每車50個左右,要求對照工藝圖紙自檢一次,發現尺寸或刀紋異常,要求停機檢查。
7.車內映時,要留意內遇腳及內映頂無披鋒,要求內映刀紋幼滑,不得碰傷玻璃位。
8.車鑽石刀時,要求試磨光OK後方可生産,經常檢查是否有起線、崩刀等不良現象,時刻留意加火水,潤滑鑽石刀。
9.留意校機時的次品分開,不能混入産品中,交給下道工序校機用。
5.1.10殼牙(底牙)機:
常用加工動作:
車殼牙、車底牙
常用工夾治具:
撐咀、索頭、索套、拉芯、板手、螺絲批
量 具:
卡尺、帶座百分表、螺絲環規
常用輔料名稱:
成形刀、合金刀、切削油
作
業
程
序
1.領取工藝圖紙及待加工殼件,整理工作場地,將待加工殼件、常用工具和量具放在易見、易於操作之處。
2.熟悉工藝圖紙及要求,檢查夾具、刀具是否完好及是否安裝好。
3.機器是否運行良好,注意潤滑機器。
4.首檢5PCS認可,方可生産。
5.下班擦洗保養機器及收拾工具、量具,關機、關燈,整理場地。
操
作
方
法
及
注
意
事
項
1.經常抽查牙口角度大小、牙位的直徑,牙口、牙面位置不能有太大的披鋒,同時在用底牙試配時要順、要貼,注意旋向。
2.遇到爛牙時,要檢查刀是否鈍,機器是否有毛病。
3.底牙注意牙面尺寸及死位尺寸,試牙規、試配要貼,注意旋向,留意牙口處不能有大披鋒。
4.留意底膠圈位是否有變形。
5.2研磨工序:
5.2.1碟機:
常用加工動作:
壓大身、磨大身面線、磨底線、磨耳面
常用工夾治具:
平板、高身炮仔、撐咀、板手
量 具:
卡尺
常用輔料名稱:
砂紙、白臘
作
業
程
序
1.領取派工單及工藝圖紙,明確所作工序及技術要求,清理工作場地。
2.將待加工件搬到操作設備之處,將要使用的工裝、夾具、工具放于易操作之處。
3.檢查設備運轉是否正常,檢查工裝、夾具、工具是否完好。
4.裝好砂紙,調整工裝、夾具,開機試磨。
5.試磨20只交磨光,光後交揀殼QC認可後才生産。
6.玻璃前擦拭機器,收拾工具,關機、關燈,整理場地。
操
作
方
法
及
注
意
事
項
1.壓大身要壓透,切忌大細耳,如果鑼床鑼出有大細耳,應將大耳壓細,使兩邊一致。
2.大身現線要均勻美觀,留意先用粗砂紙開粗後用幼砂紙精磨,留意砂紙紋不得太粗,要磨透,一定要對照樣板,形狀大小符合樣板。
3.壓底線時留意不得碰傷底圈,底線不得彎曲不直,不能起紋。
4.磨耳面時,根據不同殼款採用不同方式,對於平耳面一定要留意耳面線,要直,要與耳咀平行,不得有大細邊現象。
5.磨耳咀要留意耳咀要與細身平行,不得有長短耳現象,刁耳底要圓滑,不得有披鋒。
6.留意適量加臘,潤滑砂紙,延長砂紙壽命,避免燒黃表殼。
7.加工好的殼,應小心放入殼盒內,不得堆放一起,留意碰崩殼身、殼面等位置。
5.2.2砥石機:
常用加工動作:
過底平草轆、過耳側草轆、磨大身石棉轆、過細身面膠砂轆
常用工夾治具:
平板、板手
量 具:
卡尺
常用輔料名稱:
草轆、石棉轆、膠砂轆、黃蠟、砂蠟
作
業
程
序
1.領取派工單及工藝圖紙,明確所作工序及技術要求,清理工作場地。
2.將待加工件搬到操作設備之處,將要使用的工裝、夾具、工具放于易操作之處。
3.檢查設備運轉是否正常,檢查工裝、夾具、工具是否完好。
4.裝好轆,調整工裝、夾具,開機試磨。
5.試磨20只交磨光,光後交揀殼QC認可後才生産。
6.玻璃前擦拭機器,收拾工具,關機、關燈,整理場地。
操
作
方
法
及
注
意
事
項
1.過草轆要透,切忌豬咀寬度、左右身耳咀大小不一,不能大細身。
2.加工好的殼,應小心放入殼盒內,不得堆放一起,留意碰崩殼身、殼面等位置。
5.2.3磨光機:
常用加工動作:
執殼、光殼、掃底、光底、掃大身
常用工夾治具:
釘排、火石塊、炮仔、披紙、管鉗、鐵錘、掃棍
量 具:
卡尺
常用輔料名稱:
布轆、麻轆、線轆、風轆、氈轆、扣布轆、草轆、灰轆、飛翼轆、膠砂轆
砂蠟、白蠟、青(/白/黃)蠟、紅砂蠟
作
業
程
序
1.領取派工單,明確所作工序及技術要求,清理工作場地,保持清潔。
2.將待加工殼搬到操作設備之處,將要使用的工具放于易操作之處。
3.檢查設備運轉是否正常,檢查工具是否完好。
4.裝好布轆,用釘排刮松布轆。
5.試磨交QC首檢認可後,方可批量生産。
6.下班擦洗檢查機器及收拾工具,關機、關燈,整理場地。
操
作
方
法
及
注
意
事
項
一
1.執大身、執大身面線、執大身底線時留意用力適中,留意用力方向,注意線條清晰、棱角分明,不得磨“累”,不得執“累”拔位,穿耳孔殼留意耳孔不得扯大變樣。
2.留意根據不同質素的殼及要求,正確選用布轆及用臘。
3.執大身時留意不得磨“累”耳側,細身位不得有披鋒。
4.執底圈時,不得磨“累”底平,留意底膠圈位不得變形。
5.光殼時,留意控制力度及用力方向,不得有絲孔黃、牙面汙、
面汙等不良現象,令面留意光透,令面不得燒黃。
用炮仔光殼時不能夾內映位,以免將內映位搞崩。
6.留意磨面平、圈頂時,不能磨“累”玻璃位。
7.留意用火石塊或釘排刮松布轆,保持布轆鬆軟,留意用臘潤滑布轆,用臘要適量。
8.加工好的殼應小心、整齊放置於殼盒內,不能隨意亂放,避免碰崩、碰花。
9.每批先試作50只交揀殼檢查,合格後方可批量生産。
操
作
方
法
及
注
意
事
項
二
1.入殼時巴孔一定要對位,整齊的放置於掃棍中,入殼時用力要不能大,以免搞崩殼面。
2.留意入殼時,耳腳不能碰到殼面或耳面,如果有這種情況,應將殼掉轉方向“面背面”的放置於掃棍中去。
3.掃殼身時,用力要適中,不能用力過大,注意用力方向,以免掃“累”耳咀,低線拔位避免出現大細耳現象。
4.留意根據不同的質素的殼及要求,正確選用布轆及用臘。
5.掃殼時,留意殼不能竄動或轉動,確保殼定位穩定。
6.留意適量用臘潤滑布轆,不能用臘過多,造成臘溢出,節約原料。
7.加工好的殼,取殼時應小心有規則放入殼盒內,不得隨意堆放,以免將殼身、殼面搞崩。
8.掃完第一支棍後,要試磨光,光潔度要符合要求,殼面不得有壓凹等不良現象。
5.2.4打砂機(砂帶機)、車砂機(車床):
常用加工動作:
打殼面砂、底面砂、打內映砂、車圓砂
常用工夾治具:
撐咀
量 具:
無
常用輔料名稱:
砂帶、白臘
作
業
程
序
1.領取派工單,明確所作工序之技術要求,清理工作場地。
2.將待加工之工件搬到操作設


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 技术培训 教材
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《化学反应的快慢和限度》教案鲁科版必修2.docx
《化学反应的快慢和限度》教案鲁科版必修2.docx
-
《21世纪大学实用英语》综合教程课程教学大纲.docx
-
《赶海》的教学设计.docx
-
《小儿推拿如何治感冒》教学设计方案.docx
-
《每个孩子都能成功》读后感1000字.docx
-
1 我们的远古祖先.docx
-
《试吧大考卷》高中全程训练计划历史月考仿真一.docx
-
《统计学》试题C.docx
-
3消防安全重点单位四个能力自我评估报告备案表.docx
-
《电子商务基础与应用》慕课版配套教学教案.docx
-
《环境工程学》课程教学大纲.docx
-
《理想国》读书笔记1500字精选多篇.docx
-
《社会保险法》知识问答.docx
-
《铁路电力管理规则》《铁路电力安全工作规程》课件.docx
-
《中小学公共安全教育读本》教案.docx
-
8法律专项银行招聘考试法律法规必读知识点15页可直接打印.docx
-
10万吨年乙苯脱氢制苯乙烯装置工艺设计与实现可行性方案.docx
-
15MW风电机组运行维护手册.docx
-
20XX工作计划范文车间.docx
-
73新课程结构的主要内容与特征.docx
-
1000吨果品气调库建设项目可行性研究报告.docx
-
《8成语故事》导学案.docx
-
《分享的快乐方案》教学设计.docx
-
《建筑企业管理学》复习题及答案.docx
-
《宿舍信息管理系统》需求分析说明书.docx
-
《众筹合伙协议》合同干净版.docx
-
5以内加减法口算天天练强烈推荐110.docx
-
8年级上科学知识点总结.docx
-
10以内加减法练习题.docx
-
20XX机关效能建设工作计划.docx
-
49中学生物竞赛辅导第六章动物生理上.docx
-
081 除灰系统设备管道安装.docx
 从业人员培训.ppt
从业人员培训.ppt
-
工业分析与检验专业设置可行性报告.doc
-
介绍礼仪名片礼仪.ppt
-
工业厂房初步设计.doc
-
工业企业污染排放及处理利用情况表(包含工业锅炉及污染防治投资情况报表).doc
-
川大《电子商务》第二次作业答案.docx
-
工业园区VOC在线监测管理系统.doc
-
人教选修演讲与辩论第六单元第17课《买刀的杀人要刀店负责吗?》ppt课件.ppt
-
人民幸福感调查报告演示版cwl.pptx
-
仙女山旅游地产可行性报告改.ppt
-
工业园区建设土地一级开发融资模式的探讨.doc
-
工业产品设计与创客实践.doc
-
工业气体安全管理制度.doc
-
员工积极心态培训PPT.ppt
-
工业固体废物管理办法.doc
-
员工管理之激励与教练辅导技巧.ppt
-
员工素质提升培训==提高服务意识.ppt
-
工业企业报表统计制度.doc
-
工业地产.doc
