 平角焊焊接基本操作技术.docx
平角焊焊接基本操作技术.docx
- 文档编号:23380322
- 上传时间:2023-05-16
- 格式:DOCX
- 页数:5
- 大小:131.83KB
平角焊焊接基本操作技术.docx
《平角焊焊接基本操作技术.docx》由会员分享,可在线阅读,更多相关《平角焊焊接基本操作技术.docx(5页珍藏版)》请在冰豆网上搜索。
平角焊焊接基本操作技术
平角焊焊接基本操作技术
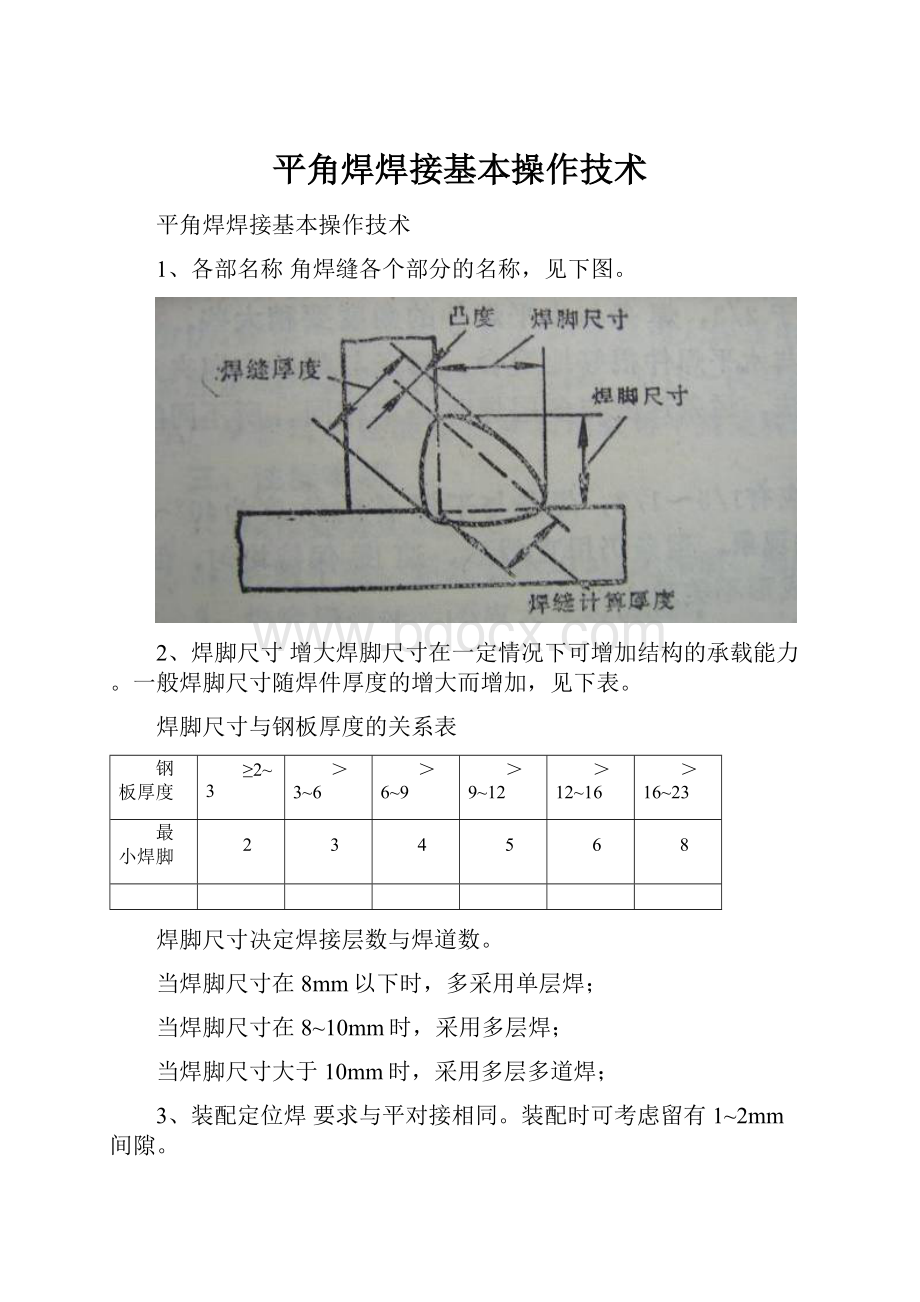
1、各部名称角焊缝各个部分的名称,见下图。
2、焊脚尺寸增大焊脚尺寸在一定情况下可增加结构的承载能力。
一般焊脚尺寸随焊件厚度的增大而增加,见下表。
焊脚尺寸与钢板厚度的关系表
钢板厚度
≥2~3
>3~6
>6~9
>9~12
>12~16
>16~23
最小焊脚
2
3
4
5
6
8
焊脚尺寸决定焊接层数与焊道数。
当焊脚尺寸在8mm以下时,多采用单层焊;
当焊脚尺寸在8~10mm时,采用多层焊;
当焊脚尺寸大于10mm时,采用多层多道焊;
3、装配定位焊要求与平对接相同。
装配时可考虑留有1~2mm间隙。
4、引弧引弧点在起头后10mm左右,拉长电弧对起头处预热,然后从起头处正式施焊(下图)。
5、平角焊平角焊包括角接接头、T形接头和搭接接头平焊。
因操作方法类似,下面介绍T型接头和搭接接头焊接操作。
(1)T形接头焊接径向角根据两板厚度差调整。
板厚相等时为40~45°(见下图a),立板薄时增大(见下图b左、b右),立板厚时角度相反。
焊接角焊缝时,最容易出现的缺陷就是焊缝单边(角度偏下)。
但如进行T型接头焊脚尺寸为5mm以上平角焊时,将焊丝端头水平移开至距夹角1~2mm处,可得到等脚焊缝。
焊丝的行走角为前倾角,一是可对焊接区有预热作用,二是可使焊缝平整;但前倾角太大,则会使焊波成尖角,焊缝中间隆起,熔深变浅,成形不良,严重者可使焊缝两侧产生熔合不良.
(2)搭接接头平焊,焊丝径向角也应如T形接头一样进行调整,见下图。
6、单层焊
焊脚尺寸小于8mm时,进行单层焊;焊脚尺寸小于5mm时,可用直线运丝和短路过渡法进行均匀速度焊接;焊脚尺寸为5~8mm时,采用左焊法、斜圆圈形运丝(下图)。
运丝时由a-b要慢,以保证水平焊件的熔深和熔合良好;由b-c稍快,以防熔化金属下淌;在c处稍作停留,以保证垂直焊件的熔深,避免咬边;由c-d稍慢,以保证根部焊透和水平焊件的熔深;由d-e也稍快,到e处也作停留……;注意收尾时要填满弧坑。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 平角 焊接 基本 操作 技术
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
苏教版数学六年级上册数学拓展练习14页.docx
-
数学建模城市幸福指数.docx
-
整理护士执照考试模拟考试一实践能力2.docx
-
支教实践报告10篇.docx
-
职业院校高职组护理技能赛项试题库5.docx
-
智慧教育建设方案.docx
-
中国电子学会青少年软件编程等级考试标准python二级图文word程序填空阅读填空程序试题.docx
-
中考完型练习Chapter 1环境保护.docx
-
重庆市公共租赁住房申请书.docx
-
项目部工会工作总结.docx
-
小狗圆舞曲欣赏课教案.docx
-
小学五年级数学下册经典奥数应用题附答案.docx
-
写作学习支架的设计.docx
-
新五年级语文阅读练习题含答案.docx
-
星巴克的营销策略.docx
-
选煤厂安全事故应急预案精品资料doc.docx
-
学校安全教育讲座.docx
-
循迹小车实践报告.docx
-
盐酸管理规定流程.docx
