 模具成型条件参照表A.docx
模具成型条件参照表A.docx
- 文档编号:23343202
- 上传时间:2023-05-16
- 格式:DOCX
- 页数:168
- 大小:153.47KB
模具成型条件参照表A.docx
《模具成型条件参照表A.docx》由会员分享,可在线阅读,更多相关《模具成型条件参照表A.docx(168页珍藏版)》请在冰豆网上搜索。
模具成型条件参照表A
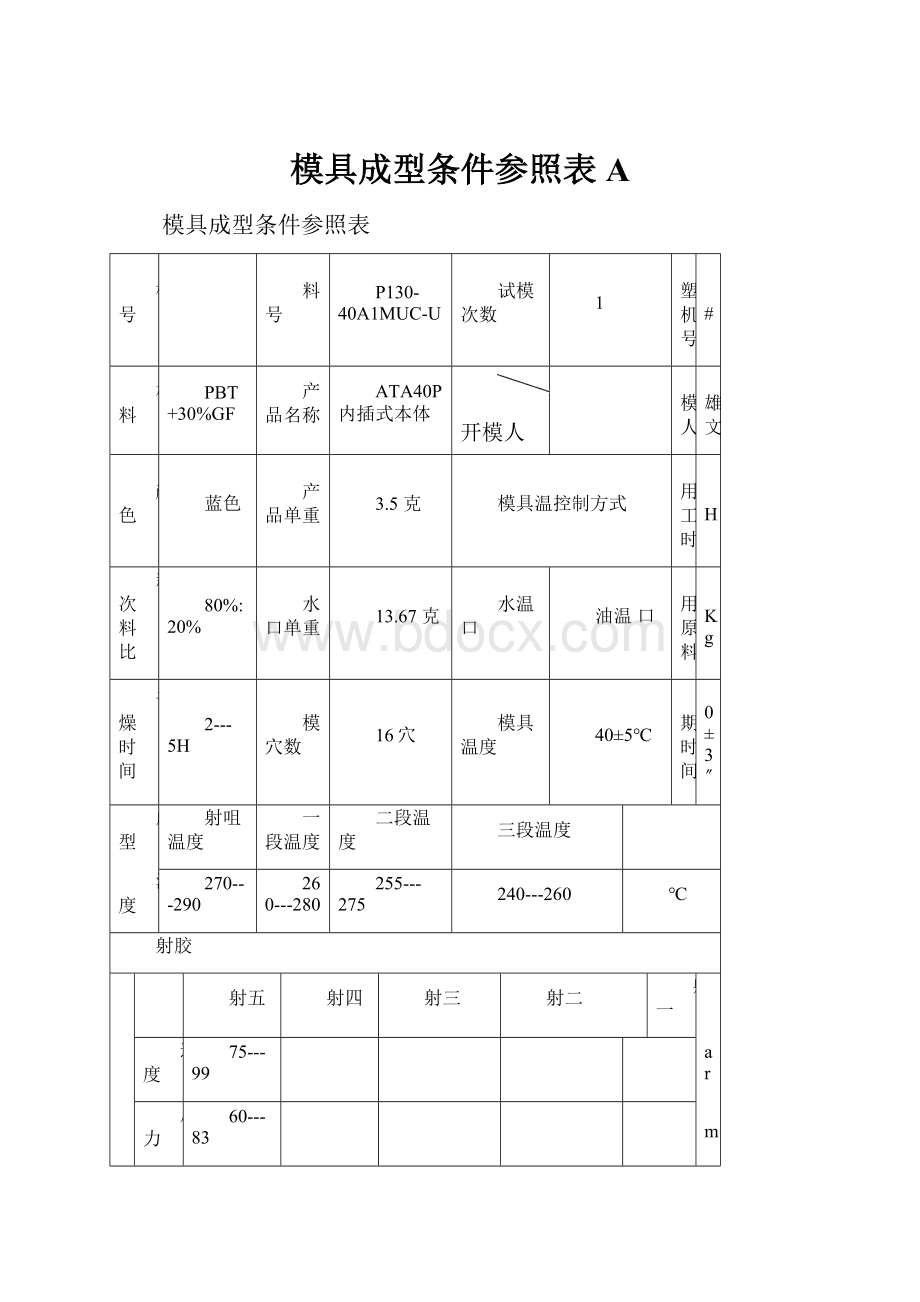
模具成型条件参照表
模号
料号
P130-40A1MUC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
蓝色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P130-40A1NUC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
蓝色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P130-40A1NBC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
黑色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P130-40A1MBC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
黑色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P130-40A1MGC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
灰色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P130-40A1NGC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
灰色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
试模次数
1
注塑机号
9#
材料
PBT+30%GF
产品名称
SATA-7P本体
开模人
试模人
韩培齐
颜色
黑色
产品单重
0.4克
模具温控制方式
耗用工时
2H
新次料比
100%:
%
水口单重
4.23克
水温口
油温口
耗用原料
2Kg
干燥时间
4H
模穴数
16穴
模具温度
周期时间
18±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
250---280
240---270
235---265
235---265
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
70---95
压力
40---75
位置
时间
1---3秒
射胶控制口位置■时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
30---55
压力
20---40
时间
2---4
加料
前松退
加料一
加料二
加料三
后松退
速度
60---80
50---75
压力
50---80
45---65
位置
35---60
40---70
时间
秒
松退状态口前松退■后松退松退控制■位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
35---55
10---30
10---25
10---25
压力
40---60
0
0
110---135
位置
70---100
70---90
50±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
20---40
10---25
压力
10---25
15---25
20---40
45---70
Bar
位置
200---230
180---210
160---180
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期:
02年12月11日修定日期:
07年06月12日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P150-07FCPBN
试模次数
1
注塑机号
7#
材料
PBT+30%GF
产品名称
SATA-7P塞子
开模人
试模人
宋雄文
颜色
黑色
产品单重
0.03克
模具温控制方式
耗用工时
2H
新次料比
100%:
%
水口单重
4.1克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
35±5℃
周期时间
12±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
250---270
240---260
240---260
235---255
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月11日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 模具 成型 条件 参照
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《化学反应的快慢和限度》教案鲁科版必修2.docx
《化学反应的快慢和限度》教案鲁科版必修2.docx
-
《21世纪大学实用英语》综合教程课程教学大纲.docx
-
《赶海》的教学设计.docx
-
《小儿推拿如何治感冒》教学设计方案.docx
-
《每个孩子都能成功》读后感1000字.docx
-
1 我们的远古祖先.docx
-
《试吧大考卷》高中全程训练计划历史月考仿真一.docx
-
《统计学》试题C.docx
-
3消防安全重点单位四个能力自我评估报告备案表.docx
-
《电子商务基础与应用》慕课版配套教学教案.docx
-
《环境工程学》课程教学大纲.docx
-
《理想国》读书笔记1500字精选多篇.docx
-
《社会保险法》知识问答.docx
-
《铁路电力管理规则》《铁路电力安全工作规程》课件.docx
-
《中小学公共安全教育读本》教案.docx
-
8法律专项银行招聘考试法律法规必读知识点15页可直接打印.docx
-
10万吨年乙苯脱氢制苯乙烯装置工艺设计与实现可行性方案.docx
-
15MW风电机组运行维护手册.docx
-
20XX工作计划范文车间.docx
-
73新课程结构的主要内容与特征.docx
-
1000吨果品气调库建设项目可行性研究报告.docx
-
《8成语故事》导学案.docx
-
《分享的快乐方案》教学设计.docx
-
《建筑企业管理学》复习题及答案.docx
-
《宿舍信息管理系统》需求分析说明书.docx
-
《众筹合伙协议》合同干净版.docx
-
5以内加减法口算天天练强烈推荐110.docx
-
8年级上科学知识点总结.docx
-
10以内加减法练习题.docx
-
20XX机关效能建设工作计划.docx
-
49中学生物竞赛辅导第六章动物生理上.docx
-
081 除灰系统设备管道安装.docx
-
ygikom新托福写作经典范文.docx
-
protel教程整理自己用.docx
-
XX年安全饮水工作总结.docx
-
八年级上册语文教学工作计划样本.docx
-
TI杯 广西电子设计大赛试题汇总.docx
-
班主任的专业发展.docx
-
XX年中小学教师年度考核表个人总结.docx
-
U盘PE+DOS双启动制作方法.docx
-
阿司匹林肠溶片微生物限度检查1.docx
-
安全工作领导小组定期会议制度.docx
-
word完整版10浦东初三英语一模卷.docx
-
XX年初三历史知识中考复习提纲DOC范文整理.docx
-
安全环保管理制度考核办法.docx
-
安全审计打造固若金汤的数据堡垒.docx
-
八年级上期末考试试题英语 6.docx
-
百度竞价工作计划.docx
-
保洁个人年终总结.docx
-
巴菲特经典投资富国银行.docx
-
半条命2 诞生的历史.docx
