 2万吨新炭黑操作规程1.docx
2万吨新炭黑操作规程1.docx
- 文档编号:23340648
- 上传时间:2023-05-16
- 格式:DOCX
- 页数:75
- 大小:55.16KB
2万吨新炭黑操作规程1.docx
《2万吨新炭黑操作规程1.docx》由会员分享,可在线阅读,更多相关《2万吨新炭黑操作规程1.docx(75页珍藏版)》请在冰豆网上搜索。
2万吨新炭黑操作规程1
第一章总论
1.1概论
1.1.1本规程参考了国内外有关技术资料并结合我厂生产时间经验编写而成。
它概要的介绍了本装置的工艺流程,正常工艺控制范围和方法,开车和停车程序以及事故的处理等。
凡本装置的操作人员必须学习并掌握本规程所涉及的全部内容。
通过应知应会考核合格,取得操作证书后,方可上岗工作。
1.1.2凡参加该装置的工作人员均有保密的义务,资料不得随意翻印或外传,违反必究。
1.1.3根据装置的实际情况,便于工作和管理,本装置生产工序操作规程划分为:
(1)供水供油岗位
(2)炉前岗位(3)收集输送岗位
(4)湿法造粒干燥岗位(5)机械精制岗位(6)包装岗位
1.1.4对原料及动力要求
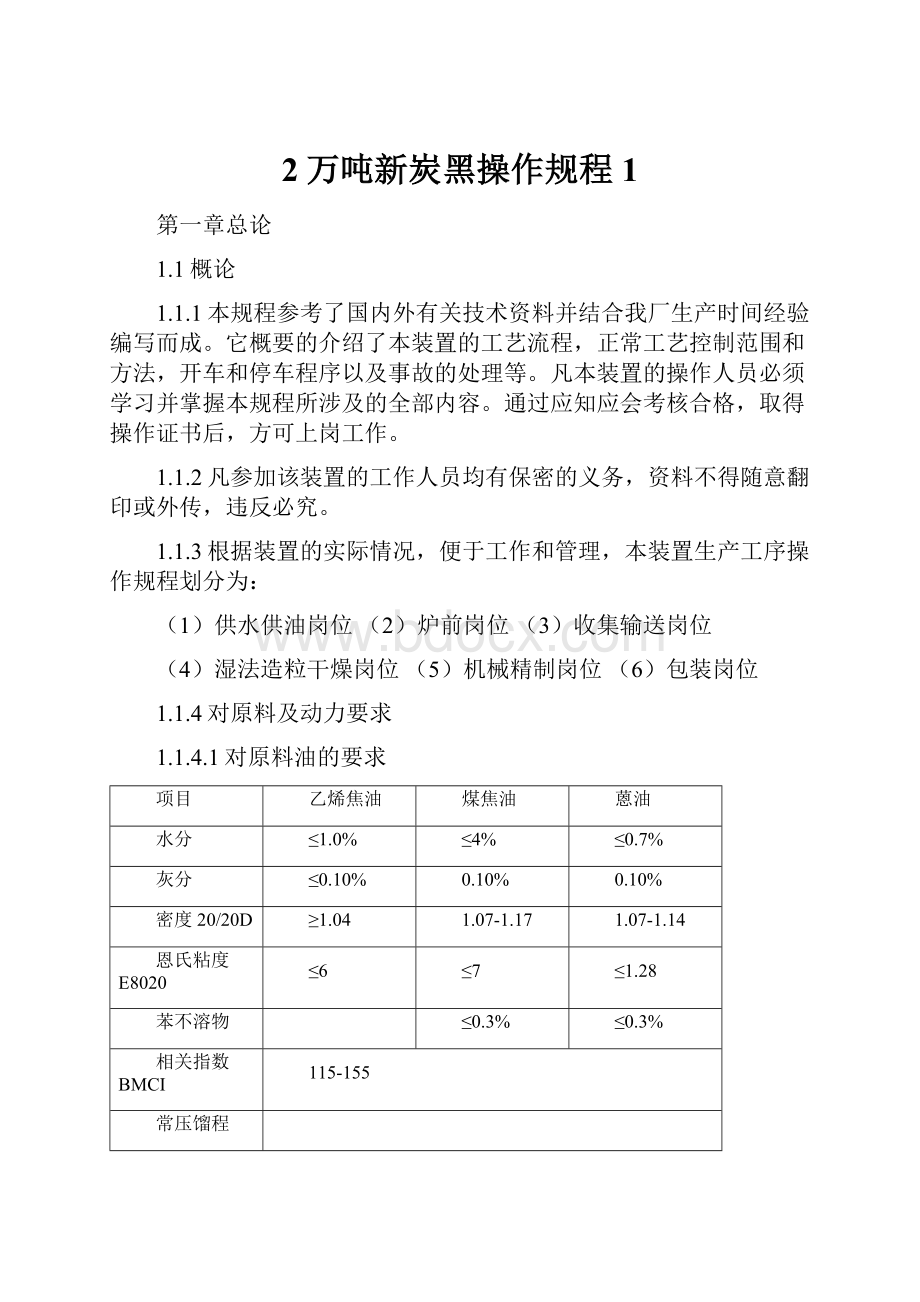
1.1.4.1对原料油的要求
项目
乙烯焦油
煤焦油
蒽油
水分
≤1.0%
≤4%
≤0.7%
灰分
≤0.10%
0.10%
0.10%
密度20/20D
≥1.04
1.07-1.17
1.07-1.14
恩氏粘度E8020
≤6
≤7
≤1.28
苯不溶物
≤0.3%
≤0.3%
相关指数BMCI
115-155
常压馏程
210℃前/%(体积分数)≤
10
5
5
360℃前/%(体积分数)≥
80
60
65
1.1.4.2碳酸钾:
工业标准级
1.1.4.3工艺水:
喷嘴处压力大于1.0Mpa-1.7Mpa
1.1.4.4蒸汽:
0.3Mpa-0.8Mpa
1.1.4.5压缩空气:
0.6Mpa-0.8Mpa
1.1.5设备与编号对照表
1风机类
序号
设备名称
设备编号
设备型号
台数
备注
1
主供风机
C0201
C250-1.7-1
1
2
主袋滤反吹风机
C0301
9-19-11.2D
1
3
尾气加压风机
C0302
9-26-No14D
1
4
排气袋滤反吹风机
C0304
9-19-No7.1D
1
5
风送风机
C0303
9-19-No8D
1
6
排气风机
C0402
9-26-11.2D
1
7
回流风机
C0306
9-19-7.1D
8
尾气炉供风机
C0401
9-19-6.3D
1
9
再处理风机
C0501
9-19-No5.6D
1
10
包装吸尘风机
C0502
9-19-6.5D
1
11
设备吸尘风机
C0305
9-19-6.5D
12
空压机
2Z-10/8
1
13
脱水鼓风机
C0101
L48×66WD-2
14
脱水引风机
C0102
4-75-8
15
包装鼓风机
C0503
2泵类
序号
设备名称
设备编号
设备型号
台数
备注
1
原料油泵
P0101A/B
回转喷射型XPB-6
2
B泵离心式
2
混油泵
P0102A/B
2cy-29/3.6
2
3
燃料油泵
P0103A/B
2cy-2/1.5
2
4
粘结剂供料泵
P0401
ZJ1-32/32-II
2
5
外冷水泵
P0601A/B
21/2GC-6×2
2
6
急冷水泵
P0602A/B
21/2GC-6×6
2
7
软化水泵
P0603A/B
150SG100-15
2
8
消防用管道泵
65SG30-50
1
9
原料油罐
V0101A/B
1000m3
8
3化工设备
序号
设备名称
设备编号
设备型号
数量
备注
1
原料油过滤器
V0102
2
2
燃料油过滤器
V0103
2
3
添加剂贮罐
V0202A/B
V=1m3
2
4
添加剂溶解罐
V0201
V=0.03m3
1
5
主袋滤器
V0301A-H
F=2462m2
6
八室288×8=2304
6
排气袋滤器
V0302A-D
F=677m2
3
四室156×4=624
7
再处理袋滤器
V0303
F=288m2
1
8
粘结剂贮罐
V0404A/B
V=53m3
1
9
粉状炭黑贮罐
V0402
Ф1980
1
10
回收旋风分离器
V0401
Ф2000
1
11
不合格品贮罐
V0501
Ф2500
1
12
产品贮罐
V0502
V=1000m3
2
13
回收漏斗
V0503
V=0.043m3
1
14
炭黑分配器
V0504
2
15
贮水罐
V0601
V=100m3
1
16
软化水罐
V0602
V=60m3
1
3化工设备(续表)
序号
设备名称
设备编号
设备型号
数量
备注
17
空气预热器
E0201
750℃-800℃
1
18
原料油预热器
E0202
F=26.6m2
1
19
燃料油预热器
E0204
F=6m2
1
20
主袋滤器气密阀
M0301A-H
Dg350
6
21
排气袋滤器气密阀
M0302A-D
Dg250
3
22
再处理袋滤器气密阀
M0303
Dg250
2
23
微粒粉碎机
M0304A/B
CZL500
2
24
贮罐粉状气密阀
M0401
Dg450
1
25
湿法造粒机
M0402
Ф700×2000
1
26
销式输送器
L0402
Ф300×2000
1
27
不合格品贮罐气密阀
M0501
Dg200
1
28
筛选机
X0501
Q=2.2T/h
29
磁选机
M0502
1000高斯Ф450
1
30
反应炉
R0201
Ф737×20190
3化工设备(续表)
序号
设备名称
设备编号
设备型号
数量
备注
31
回收漏斗气密阀
M0503
1
32
不合格品气密阀
M0501
1
33
包装机
W0501
2
气流式
34
炭黑分配器
V0504
2
35
排袋放空烟囱
S0301
1
36
干燥机烟囱
S0401
1
37
尾气燃烧炉
F0401
Ф2600×6937
1
38
回转干燥机
X0401
Ф2114
1
39
干燥箱
M0403
Q=7.5T/h
1
40
供料输送机
L0401
Q=2.2T/h
1
41
湿法造粒提升机
L0501
Q=2.25T/h
1
42
贮存提升机
L0502
Q=5T/h
1
43
产品输送机
L0503A/B
2
44
炉前放空阀
X0201
1
1.2工艺流程说明(参看工艺流程图)
本生产工艺采用集散式微机控制,工艺精湛,技术先进,具体国内领先水平。
贮存在原料油罐(V0101A/B)的合格原料油,用高压油泵(P0101A/B)输送,经原料油预热器(E0202)从反应炉(R0201)的喉管段喷入,供给所需的原料。
贮存在燃料油罐(V0101A/B)的合格燃料油,由齿轮泵(P0103A/B)将其经燃料油预热器(E0204)送至反应炉前,并用压缩空气将其雾化,从反应炉(R0201)的燃烧室前部轴向喷入炉内,再与预热的高温空气在燃烧室完全燃烧,提供炭黑生成反应所需能量。
由多级离心机(C0201)提供的燃烧用空气,经空气预热器(E0201)和反应炉(R0201)燃烧室外壳的夹套预热后进入反应炉。
燃料油完全燃烧产生的含有过剩空气的高温燃余气,从燃烧室以大于声速的高速穿过喉管段,并与喉管段径向喷入的高温原料油液滴发生不完全燃烧和复杂的化学反应,产生了大量的含有炭黑的烟气。
烟气经反应炉急冷段时,喷入急冷水,使烟气温度迅速降到不大于800℃,终止反应,烟气又经空气预热器(E0201)和原料油预热器(E0202)及废热锅炉换热和二次急冷,使烟气冷却至260-280℃左右后,进入主袋滤器(V0301)将绝大部分炭黑从烟气中分离出来,附着在滤袋上的炭黑用反吹风机(C0301)定期吹扫,使炭黑落入贮斗内,通过气密阀(M0301A-H)进入风送管线。
净化后的尾气用离心风机(C0302)加压,一部分送至尾气燃烧炉(F0401)作为燃料使用,大部分加压输送给界外锅炉,作为燃料使用。
为了控制和调整炭黑的结构,在添加剂溶解罐内(V0201)内,用水溶解K2CO3后,送至添加剂贮罐(V0202A/B),再用注塞泵(P0201A/B)将添加剂K2CO3溶液加压送至反应炉(R0201)前由燃烧室前端喷入反应炉。
来自主袋滤器(V0301A-H),废气袋滤器(V0302A-D),再处理袋滤器(V0303)的炭黑进入风送管线,经微粒粉碎机(M0304A/B),由风送风机(C0303)用热烟气输送至收集旋风分离器(V0401)收集下来的炭黑落入粉状贮罐(V0402),经气密阀(M0401)由螺旋输送器(L0401)送入湿法造粒机(M0402)至销式输送器(L0402),从收集旋风分离器(V0401)出来的含有少量炭黑的尾气经回流风机(C0306)返回主袋滤器的烟气进入管线,形成风送循环系统。
炭黑在湿法造粒机(M0402)内与喷入的含粘结剂的造粒工艺水混合,形成小的炭黑颗粒流入滚筒式干燥机(X0401)内,由于滚筒式干燥机接收火箱提供的足够的热量而使湿炭黑粒子在筒内流动过程中逐步被干燥。
火箱的热源是来自尾气燃烧炉(F0401),尾气燃烧炉在开车时可采用液化气或燃料油作为燃料,而正常生产后就切换尾气作为燃料。
干燥后的炭黑通过斗式提升机(L0501)送至筛选机(X0501)除去大颗粒和粉状炭黑,大颗粒和粉状炭黑落入不合格贮罐(V0501),筛选后的炭黑经成品提升机(L0502)、磁选机(M0502)将其中可能含有的磁性物质除去(被清除的铁锈通过斜槽落到成品提升机(L0502)底部的永久磁铁上进一步回收随铁锈流出的炭黑,而铁锈由人工定期清扫),最后,通过螺旋输送机(L0503)和分配器(V0504),按不同品种的分配送入成品罐(V0502)的指定料仓。
炭黑由该指定料仓落入自动包装机(W0501)称量包装,由人工码垛入库。
从干燥机(X0401)前部排出的含有少量炭黑的热尾气经排气风机(C0402)送到排气袋滤器(V0302A-D)附在滤袋上炭黑用排气袋滤器反吹风机(C0304)定期吹扫,使炭黑落入贮斗,再经排气袋滤器气密阀(M0302A-D)进入风送管线。
生产过程中,进入不合格贮罐(V0501)的不合格炭黑经气密阀(M0501)由再处理风机(C0501)送到再处理袋滤器(V0303),从吸尘风机(C0305)和包装吸尘风机(C0502)送来的含炭黑的气体也一起进入再处理袋滤器(V0303),附在袋子上的炭黑用压缩空气周期性的脉冲吹扫,使炭黑落入贮斗经气密阀(M0303)重新进入风送管线,加工回收,但对不能利用的着火炭黑应排出系统之外进行处理。
第二章供水、供油岗位操作规程
一、供水系统
2.1设备安全技术操作规程
2.1.1外冷水泵P0601A、B工艺水泵P0602A/B
2.1.1.1开车前检查
1)检查连接螺栓是否松动。
2)检查轴承内钙基润滑脂是否达到要求。
3)用手动盘联轴器空转,检查运转是否有阻碍,确保运转轻松,无异响。
4)检查电机和泵的旋转方向。
2.1.1.2开车
1)打开进口阀(注水)
2)关闭出口阀及压力计阀,打开回流管路阀门。
3)启动电机,打开压力计阀门。
4)逐渐打开出口阀门。
5)可用回流管阀调整压力,直至规定压力。
2.1.1.3停车
1)完全打开回流管路阀门。
2)逐渐关闭出口阀门。
3)停电机,然后关闭压力计阀门。
2.1.1.4日常维护及注意事项
1)确保轴承温度不超过70℃。
2)定期检查泵运行中润滑情况,根据损耗情况进行补充。
3)注意填料漏水,正常漏水程度10-20滴/水
4)调整压盖压紧程度
5)注意轴承的振动和噪声
6)在日常维护或开车以前一定要注意检查安全设施,注意安全,防止事故发生。
2.2工艺操作规程
2.2.1开车准备
2.2.1.1一般准备
1)全部电气设备、仪表及管线的检查
2)开车之前所有的设备必须进行检查,确保安全无误,电机运行方向正确,各种仪表及控制阀动作灵敏,准确可靠,各种管线试压无泄露。
2.2.1.2水的准备
生产装置供水共分三大部分:
第一部分为生产工艺用水,即由自来水管道泵供给贮水罐(V0601),再由工艺水泵(P0602A/B)向生产装置内提供一次、二次急冷水,湿法造粒用水等系统用水;第二部分由冷却水泵(P0601A/B)把通过贮水罐(V0601)提供给添加剂、主供风机(C0201)、干燥机火箱(X0401)、尾气加压风机(C0302)、主袋滤反吹风机(C0301)、排气风机(C0402)、风送风机(C0303)、回流风机(C0306)、空气压缩机设备等作为间接冷却水;第三部分由软化水泵(P0603A/B)把贮水罐(V0602)提供给废气余热锅炉用水。
2.2.1.3供水程序
1)分别打开(V0601)或(V0602)贮存罐上水阀门
2)启动管道泵
3)向贮水罐(V0601)或(V0602)注水
4)观察水位达到预定水位后,管道泵停泵
2.2.1.4水循环
2.2.1.4.1闭路冷却水
此水用于主供风机(C0201)、袋滤风机、干燥机火箱(X0401)、空气压缩机(C0601)、尾气加压风机(C0302)、主袋滤反吹风机(C0301)、排气风机(C0402)、风送风机(C0303)、回流风机(C0306)等机械冷却循环水。
1)检查:
检查主供风机轴承冷却水配管,干燥机火箱机械冷却水管等系统用水配管。
对需供水的各种进出口阀门其开闭位置应正确无误。
2)新管线首次投产时,各种机械冷却水都应打开旁路放净杂质后,再改用冷却水系统。
3)操作步骤:
打开清水贮罐(V0601)的回水阀门,按外冷水泵(P0601A/B)操作规程启动该泵,使冷却水正常循环,泵出口水压表应控制在0.3-0.5Mpa.
2.2.1.4.2工艺水(此水用于急冷用)
1)检查反应炉区一、二次急冷水管线及造粒水管,阀门开闭无误。
2)操作步骤:
按工艺水泵(P0602A/B)操作规程启动该泵,以泵的回流阀控制压力PIA-601满足一、二次急冷水工艺PIA-601在1.7Mpa-2.0Mpa.
3)第一次使用新管线时,各使用区域的控制阀及流量表均利用其旁路,待一切正常无杂质后,再关闭旁路,启动控制阀及流量计。
2.2.1.5软化水泵、外冷水泵、工艺水泵的搞泵操作
1)检查备用泵的润滑是否达到要求。
2)用手盘动联轴器使之工作,检查运转是否灵活、无噪声。
3)观察电机和泵的旋转方向
4)完全打开泵进口阀(注水)
5)关闭出口阀及压力计阀
6)启动电机,打开压力计阀门。
7)逐渐打开出口阀门,用回流管阀门来调整压力,使之达到工艺要求。
8)确认备用泵运转正常后,关闭另一台泵的出口阀门和回流阀门,按停车按钮“OFF”停车,停车后关闭入口阀门,打开回流阀门。
二、供油系统
2.3设备安全技术操作规程
2.3.1原料油泵P0101AB泵按离心水泵操作方法启动(P0601)
2.3.1.1开车
1)检查润滑油油位是否符合标准
2)检查地脚螺丝是否紧固,电机接地线是否接好
3)用手盘车检查皮带的松紧,转动要灵活,是否有异常声音,
4)打开进口阀门,对泵进行注液,同时盘动对轮数周。
5)打开出口管道上的排油阀,至见油关闭
6)关闭出口阀门以减少启动时的电机负荷。
检查管路的调节阀处于油循环位置。
7)点动电机检查转向是否正确以及是否有异常声音,
8)按启动按钮启动电机,使油泵投入运转。
9)缓慢打开出口阀门至操作点(根据需要而定)
10)进行操作检查,全面检查运转情况是否正常。
11)可用调压回路PIC-101调整压力。
12)在运行的第一个小时中,应注意检查轴承运转情况,轴承温度不得超过83℃.
2.3.1.2停车
1)关闭出口阀门
2)按停车按钮“OFF”停车
3)不要关闭入口阀,如果长期停车应关入口并将泵内的油排净
2.3.1.3日常维护及注意事项
1)检查地脚螺栓必须紧固、电机接地线是否接好。
2)冬季应注意保温,保证管道和泵内原料油不凝结。
3)使用前必须进行排气注液
4)启动时间一般为5-10秒,两次启动时间间隔必须三分钟以上。
5)油泵不得超负荷运行。
6)在每次启动油泵之前,必须将油管路用蒸汽进行整体清扫,畅通后方可启动油泵
7)经常检查润滑油油温,油温不得超过83℃,每六个月更换一次润滑油
8)经常检查润滑油油位,是否在刻度线内,油质保证不变色、不乳化
9)运转中不得有异常声音和异常振动
10)在日常维护或开车以前一定要注意检查安全设施,注意安全,防止事故发生。
2.3.1.4紧急停车
1)按下停车按钮
2)按正常停车要求处理各阀门
2.3.2燃料油泵P0103A/B
2.3.2.1开车
1)检查轴承箱内的润滑脂是否符合要求
2)检查地脚螺栓是否紧固,电机接地线是否接好
3)用于手盘车要求转动灵活没有异常声音
4)检查填料压盖是否完好。
5)检查伴热是否通有蒸汽,是否在70-90℃范围内。
6)完全打开入口及出口阀门,打开回流管上的阀门,使油处于循环。
7)点动电机判断运转方向是否正确
8)按起动按钮启动电机,起动时间小于十秒钟,两次起动时间间隔不小于三分钟。
9)运转正常后,缓慢关闭回流管上的阀门,压力不超过1.25Mpa
10)利用自动控制回路PIC-302、PIC-102使油循环系统稳定。
2.3.2.2停车
1)按停车按钮“OFF”
2)关闭进口阀门,打开回流管的阀门
3)如果长时间停车,用手盘车将泵内的寸油排净,关闭出口阀门
2.3.2.3日常维护及注意事项
1)油泵运行一个月后,须向所有的加油孔中加油,如果运行不好则应经常加油(采用滚动轴承润滑油)
2)经常检查泄露情况,发生泄露时要及时更换密封件。
3)冬季要注意检查伴热蒸汽情况,防止泵内及管线中的油凝结。
4)运行时不得关闭出口阀门
5)定期对油泵主要零部件进行清洗、润滑
6)在每次启动油泵之前,必须将油管路用蒸汽进行整体清扫,畅通后方可启动油泵。
7)在日常维护或开车以前一定要注意检查安全设施,注意安全,防止事故发生。
2.3.2.4紧急停车
1)按停车按钮“OFF”
2)按正常停车程序处理各阀门。
2.3.3混油泵P0102A/B
2.3.3.1开车
1)检查地脚步螺栓是否紧固,电机接地线是否接好。
2)检查轴承箱内的润滑脂是否符合要求
3)用手盘车要求转动灵活没有异常声音
4)完全打开入口、出口、回流阀门
5)点动电机判断运转方向是否正常
6)按启动按钮启动电机,启动时间要小于10秒钟,两次起动时间间隔不小于3分钟。
7)运转正常后缓慢关闭回流阀门,观察泵出口压力表和电机电流情况。
8)全面检查油泵运转情况是否正常
2.3.3.2停车
1)按下停车按钮“OFF”,停运油泵
2)关闭进出口阀门,如果停车时间较长则要排空泵体内的存油
3)打开回流管上的阀门
2.3.3.3日常维护及注意事项
1)油泵运行一个月后需要所有的油孔加油,如果运行情况不好则应经常加油(采用滚动轴承润滑油)
2)经常注意泄漏情况,发生泄露时要及时更换密封件。
3)冬季要注意保温,防止泵内及管线中的油凝结
4)运行时不得关闭出口阀门
5)经常注意油泵的运行情况
6)定期对油泵主要零部件进行清洗、润滑
7)在日常维护或开车以前一定要注意检查安全设施,注意安全,防止事故发生
2.3.3.4紧急停车
1)按停车按钮“OFF”
2)按正常的停车程序处理各阀门
2.3.4原、燃油过滤器
2.3.4.1开车
1)关闭油过滤器进口、出口,关排污阀门、打开排气阀门
2)缓慢打开过滤器入口阀门,给过滤器充满液体
3)充满后关闭过滤器排气阀门
4)打开过滤器出口阀门,注意观察入口和出口的压力
2.3.4.2日常维护及注意事项
1)注意定期清除过滤器内的油渣
2)启动前必须充满液体和预热到一定温度,恒温十分钟
3)在日常维护或开车以前一定要注意检查安全设施,注意安全,防止事故发生
2.3.5工艺操作规程
2.3.5.1开车前的准备工作
2.3.5.1.1所有设备、仪表、管道的检查
1)检查所有油泵、油过滤器等准备运转设备地脚螺栓及支架是否紧固、电机转动是否灵活。
2)检查所有疏水器是否完好,放净所有蒸汽管道内的积水
3)打开所有需用管道的蒸汽伴热管进口阀门
4)检查所有的蒸汽管线是否有泄漏情况,确认所有的管道畅通,疏水器工作正常。
5)进一步确认伴热管线、阀门、疏水器正常
2.3.5.2燃料油循环
2.3.5.2.1准备工作
全面检查自燃料油贮罐至燃料油循环管线中的阀门。
确认其开关正确无误,并通知炉前岗位及造粒干燥岗位做好燃料油循环准备,并确认炉前岗位及造粒干燥岗位燃油循环管线阀门开关正确。
2.3.5.2.2操作步骤
1)酌情向燃料油系统伴热管线供汽,并通知中控室、炉前岗位、造粒干燥岗位做好相应的准备,进一步确认他们已做好了准备
2)打开燃料油过滤器灌入入口阀门,向过滤器注满液,打开出口阀门
3)启动燃料油泵
4)中控室调整压力回路(PIC-302)使其达到0.8-1.0Mpa,调节FIC-102燃料油流量,使其在300-500kg/h流量内循环,到油罐观察油回流情况
5)会同炉前岗位、造粒干燥岗位检查燃料油系统所有压力、温度、流量等仪表是否正常。
2.3.5.3原料油循环
2.3.5.3.1准备工作
全面检查自原料油贮罐至原料油循环管线中的阀门、流量计等,确认其状态无误,并通知中控室、炉前岗位做好原料油循环准备工作,并且确认炉前岗位原料油管线上的阀门开关正确无误。
2.3.5.3.2操作步骤
1)打开原料油系统蒸汽伴热管进气阀门,正常供汽
2)打开原料油过滤器灌入扣,向过滤器注满液,打开出口阀门
3)通知炉前岗位做好相应的准备工作。
4)确认炉前岗位准备完毕后,启动原料油泵
5)由中控室通过调整PIC-101、FIC-101、TIC-101回路,使原料油控制在压力15Mpa-2.5Mpa,流量2000-3500kg/h的范围内循环
6)会同炉前岗位全面检查原料油系统压力、流量、温度等仪表是否正常,准备投产。
2.3.5.4原料油混油泵操作
2.3.5.4.1准备工作
如果原料油罐是单一品的油不进行混油操作。
检查混油管线和伴热管是否良好,各阀门开关正确无误。
2.3.5.4.2操作步骤
1)向混油管线的蒸汽管伴热管线供汽
2)打开原料油贮罐至混油泵及循环管线上的所有阀门
3)启动混油泵
4)全面检查混油管线工作是否正常
5)根据需要确定适当混油操作时间


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 万吨新 炭黑 操作规程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
工会工作总结范文4篇Word文档下载推荐.docx
-
针灸学考试Word格式.docx
-
质量管理体系文件管理制度Word格式文档下载.docx
-
便携式超声波流量计说明书Word文档格式.docx
-
化工厂生产实习报告模板Word文档格式.docx
-
部编人教版版语文七年级上册第1单元第4课古代诗歌四首 教案Word格式文档下载.docx
-
关于开展消费品工业三品专项行动营造良好市场环境的实施方案Word文档格式.docx
-
工作计划集团战略规划部工作职能及岗位职责说明书文档格式.docx
-
基础化工行业分析报告Word文档格式.docx
-
会计毕业论文Word文件下载.docx
-
管道保护工试题2选择题文档格式.docx
-
公务员面试必看文章精华集锦版Word格式.docx
-
广东高考英语试题及答案解析Word文档格式.docx
-
工作计划书格式汇总Word文件下载.docx
-
基于RFID固定资产管理系统设计与实现Word格式.docx
-
混凝土搅拌站程序文件Word文档下载推荐.docx
-
广东十五个美景诗图Word文档格式.docx
-
供货服务合同Word格式.docx
-
龟兔赛跑作文3篇Word格式文档下载.docx
