 复合材料2doc.docx
复合材料2doc.docx
- 文档编号:23333767
- 上传时间:2023-05-16
- 格式:DOCX
- 页数:112
- 大小:847.65KB
复合材料2doc.docx
《复合材料2doc.docx》由会员分享,可在线阅读,更多相关《复合材料2doc.docx(112页珍藏版)》请在冰豆网上搜索。
复合材料2doc
第七章复合材料增强剂(Reinforcement)
纤维及其织物、晶须、颗粒
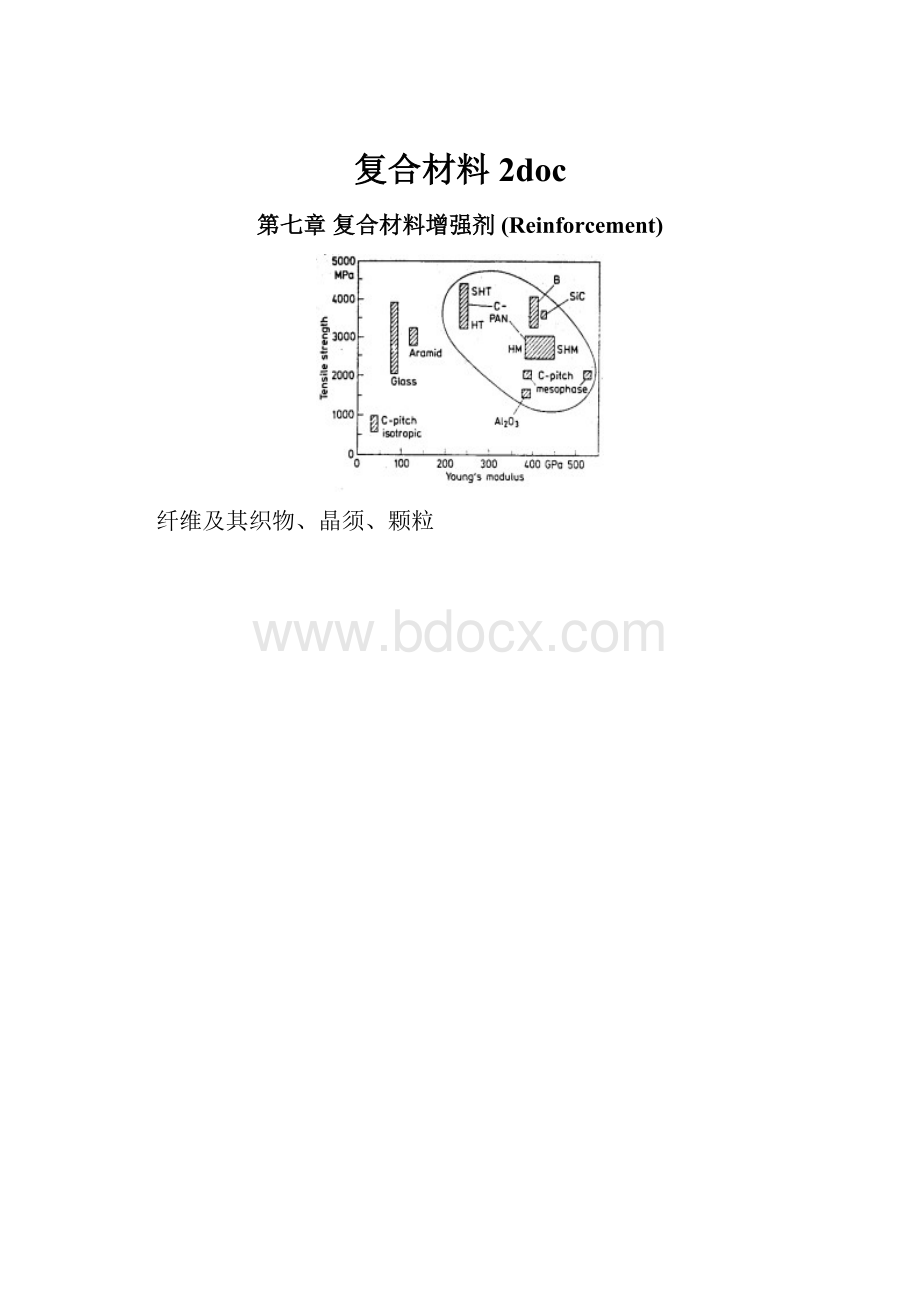
一、复合材料增强剂的特点(图7–1)
1、具有很低的比重;
2、组成这些化合物的元素都处
在元素周期表中的第二、第三周期;
3、它们大多数都是以结合力很
强的共价键结合;
4、具有很高的比强度、比刚度
和高温稳定性。
图7–1不同复合材料增强剂的强度和模量
脆性纤维的抗张强度统计分析(Weibull模数分析)
碳纤维、SiC纤维等高性能增强剂均为脆性材料,其强度遵循正态分布
规律。
使用Weibull模数分析可较准确地分析其强度分布规律(图7-2、-3)。
Weibull函数:
Ps=1-Pr=exp{-v[(-u)/0]m}
式中:
Ps和Pr分别为体积为v的试样在负载为的条件下的保留几
率和断裂几率;
u为Pr=0时的应力负荷(一般设定u为某一可能达到的最小值或
零);0为分散参数,m则为Weibull模数。
Ps(i)=1-i/(N+1),Ps(i)为在I阶断裂负载时的保留几率,N为试样总
数,那么:
lnln(1/Ps)=mln+K,K=-mln0+lnV0
ln-lnln(1/Ps)的直线斜率即为Weibull模数m。
图7–2SiC纤维室温拉伸强度分布图7-3SiC纤维Weibull模数分析图
表7–1不同标距的SiC纤维的Weibull模数
脆性材料的Weibull模数在一定程度上反映了材料的可靠性(表7-1)。
二、纤维
1、无机纤维
1-1、玻璃纤维(GlassFiber)
玻璃纤维是由各种金属氧化物的硅酸盐经
熔融后以快的速度抽丝而成(图7-4)。
质地
柔软,可纺织成各种玻璃布、带等。
伸长率和
热膨胀系数小,耐腐蚀,耐高温性能较好,价
格便宜,品种多。
缺点是不耐磨、易折断,易
受机械损伤。
玻璃纤维价格便宜,品种多,适于编织各
种玻璃布。
玻璃纤维的成分、直径、编织结构
直接影响着复合材料的机械、物理、化学和电
性能(表7-2)。
图7-4玻璃纤维制备工艺示意图
表7–2玻璃纤维品种性能一览表
纤维类别
性能
有碱
A
化学
C
低介电
D
无碱
E
高强度
S
粗纤维
R
高模量
M
拉伸强度,GPa
3.1
3.1
2.5
3.4
4.58
4.4
3.5
弹性模量,GPa
73
74
55
71
85
86
110
延伸率,%
3.6
3.37
4.6
5.2
密度,g/cm3
2.46
2.46
2.14
2.5
2.5
2.55
2.89
1-2、碳纤维
碳纤维是由有机纤维经固相反应转变而成的纤维状聚合物碳。
含碳量
95%左右的称为碳纤维;含碳量99%左右的称为石墨纤维。
碳纤维比重小,比
强度、比模量大(表7-2),耐热性和耐腐蚀性好,成本低,批生产量大,
是一类极为重要的高性能增强剂。
碳纤维主要的制备工艺是先驱体转换法,即将有机纤维(原丝)经过稳
定化处理后,再在惰性气氛的高温下热解碳化,形成碳纤维(图7–5)。
制备碳纤维的主要原材料有人造丝(粘胶纤维)、聚丙烯腈(PAN)纤
维和沥青(Pitch)等。
经过五个阶段:
1)拉丝:
湿法、干法或熔融纺丝法。
2)牵伸:
通常在100300C范围内进行,控制着最终纤维的模量。
3)稳定:
在400C加热氧化。
显著地降低热失重,保证高度石墨和
取得更好的性能。
4)碳化:
在10002000C范围内进行。
5)石墨化:
在20003000C范围内进行。
图7–5碳纤维制备工艺流程示意图
PAN基碳纤维制备工艺流程:
PAN原丝200300C1150惰气碳纤维2100C石墨化石墨纤维
空气中预氧化,中碳化1h,低模惰气中1分钟,高模高强
施张力使纤维施张力约高强施张力约
伸长约10%。
0.5N/束。
12N/束。
碳化过程:
有机化合物在惰性气氛中加热到
1000-1500C时,非碳原子(氮、氢、
氧等)将逐步被驱除,碳含量逐步增
加,固相间发生一系列脱氢、环化、
交链和缩聚等化学反应,此阶段称为
脱碳过程,形成由小的乱层石墨晶体
组成的碳纤维。
石墨化过程:
当温度升到20003000C时,
非碳原子进一步排除,反应形成图7–6碳纤维力学性能与热处理温度的关系
的芳环平面逐步增加,排列也较规则,取向度显著提高,由二维乱层石墨
结构向三维有序结构转化,此阶段称为石墨化过程。
形成的石墨纤维弹性模
量大大提高。
表7–3不同品种碳纤维的力学性能
2、陶瓷纤维
2-1、硼纤维(BoronFiber)
制备工艺:
化学气相沉积(CVD)。
2BCl3+3H22B+6HCl
图7-7硼纤维的表面形貌
图7-8硼纤维的断口形貌
图7-9CVD法制备硼纤维工艺流程示意图
典型性能:
直径:
100140m
抗张强度:
3500MPa
弹性模量:
390GPa
密度:
2.68g/cm3
状态:
连续单丝。
硼纤维抗氧化和高温性能较差,在400C时可保持室温强度的80%;在
高于500C的氧化气氛中几分钟其强度就迅速下降;在650C时将失去所有的
性能。
同时其成本也较高,成本下降的潜力也不大。
室温下硼纤维的化学稳定性好,但表面具有活性,不需要处理就可与树
脂复合,其复合材料具有较高的层间剪切强度。
对于含氮化合物亲和力大于
含氧化合物。
但在高温下易与大多数金属反应,需要在纤维表面沉积保护涂
层,如SiC(Borsic)和B4C等。
硼纤维主要用于聚合物基和铝基复合材料。
2-2、氧化铝纤维(AluminaFiber)
氧化铝纤维是多晶纤维,具有很好的机械性能以及耐热性和抗氧化性。
制备氧化铝纤维的方法较多,有-、-、-Al2O3连续纤维和-Al2O3短
纤维。
-Al2O3与树脂及熔融金属的相容性好,氧化铝纤维主要用于金属
基复合材料。
缺点是密度较大。
图7-10氧化铝纤维制备工艺流程示意图
表7-4各种氧化铝纤维的性能
性能
纤维
比重(g/cm3)
直径
(mm)
拉伸强度
(MPa)
拉伸模量
(GPa)
最高使用温度(°C)
熔点
(°C)
Tyco法
3.99
250
2400
460
2000
2040
三M法
2.5
11
1750
150
1300
2040
ICI法
3.4
3
1000
100
1600
2040
DuPont法
3.9
20
1400
300
1100
2040
住友化学法
3.2
9
2600
250
1300
2040
2-3、碳化硅纤维
碳化硅纤维具有很高的比强度、比刚度,耐腐蚀、抗热震、热膨胀系数
小、热传导系数大等优点;同时还具有良好的抗氧化和高温性能,其室温性
能可保持到1200C(图7-18、图7-19)。
其成本下降的潜力很大。
适合于
制备树脂、金属及陶瓷基复合材料。
碳化硅纤维的制备方法有先驱体转化法和CVD法两种。
1)先驱体转化法
1975年由日本矢岛教授首先研制成功。
有Nicalon和Tyranno两种商
品。
纤维呈束状,每束500根左右,每根纤维10m左右。
先驱体转化法制备
碳化硅纤维工艺流程如图7–11所示。
图7-11先驱体熔融纺丝法制备SiC纤维(束丝)工艺流程示意图
2)CVD法制备SiC纤维
典型性能:
直径:
100140m
抗张强度:
3500MPa
弹性模量:
400GPa
密度:
3.03.4g/cm3图7-12CVD法SiC(C芯)纤维断口形貌
状态:
连续单丝。
制备方法:
将基体丝连续通过玻璃管状反应器,并在加热到1200~1300C的同时通入适量的氯硅烷与氢气的混合反应气体,反应气体在热丝上发生热解反应生成SiC
CH3SiCl3+H2SiC+HCl+•••
并沉积在热丝上形成带有芯(丝)材的连续SiC纤维。
图7-13SCS系列SiC纤维组成成分示意图图7-14水银电极直流加热CVD法制备SiC纤维示意图
为了缓解SiC沉积所形成的表面损伤敏感性和改善复合材料的界面状况,在制备SiC纤维的同时对纤维表面进行了不同的涂层处理(图7-13、7-17)。
制备SiC纤维所采用的基体丝有连续碳丝(直径33μm左右)和钨丝(直径12μm左右)。
按加热方式的不同,可分为水银电极直流加热CVD法(图7-14),如美国Textron公司的SCS系列SiC(C芯)纤维(图
7-12)和英国DERA
Sigma的SM-1x40
系列SiC(W芯)纤
维以及中国科学院
金属研究所的射频
加热CVD法SiC
(W芯)纤维(图7-15)。
图7-15射频加热CVD法制备连续SiC纤维
工艺示意图
图7-16SiC(W芯)纤维断口形貌图7-17SiC(W芯)纤维表面富碳涂层
图7-18热处理温度对SiC纤维强度的影响图7-19热处理时间对SiC纤维强度的影响
表7–5各种SiC纤维的性能比较
纤维
密度
(g/cm3)
弹性模量
(GPa)
拉伸强度
(MPa)
比模量
(GPa/g/cm3)
比强度
(MPa/g/cm3)
Nicalon
CVD-W芯
CVD-C芯
Tyranno
晶须
2.60
3.4
3.0
2.4
3.2
250
400
400
280
700
2500
3600
3600
2400
~20000
96.2
117.6
133.3
116.7
218.8
961.5
1058.8
1200.0
1000.0
~6250.0
3、有机纤维
3-1:
Kevlar纤维
Kevlar纤维的化学结构是长链状聚酰胺,其中至少85%的酰胺直接将和键
合在芳香环上(图7-20),这种刚硬的直线状分子链纤维轴向上是高度定向
的,各聚合物是由氢键作横向连接,这种在沿纤维方向的强共价键和横向弱的
氢键是纤维性能各向异性的原因,使它具有轴向强度及刚度高而横向强度低
的特点。
Kevlar纤维的化学键主要
是由芳环组成。
这种芳环具有
高的刚度,并使聚合物链呈伸展
态而不是折叠状态,形成棒状结
构,因而纤维具有高的模量。
Kevlar纤维分子链是线性的,图7-20Kevlar纤维的结构示意图
这又使纤维能有效地利用空间而具有高的填充能力,在单位体积内可容纳很多聚合物。
这种高密度聚合物具有较高的强度。
同时这种芳环结构也使得纤维具有好的化学稳定性。
又由于芳环链结构的刚度使纤维具有高度的结晶性。
总之,Kevlar纤维具有强度高、弹性模量高、韧性好和比重小等的优
点,常于碳纤维混杂,提高复合材料的冲击韧性。
但其横向强度低,压缩强
度和剪切性能不好以及容易劈裂等。
3-2:
聚乙烯纤维(Polythylene,PE)
聚乙烯纤维的化学结构式为:
[CH2—CH2]n。
聚乙烯纤维通常分子量大于106,纤维的拉伸强度为3.5GPa,伸长率为
3.4%,弹性模量116GPa,密度为0.97g/cm3。
聚乙烯纤维是目前国际上最新的超强、高比强度、高比模量纤维,成本
也比较低;同时具有耐冲击、耐磨、耐腐蚀、耐紫外线、耐低温、自润滑、
电绝缘等优点,但熔点较低(约135C)、容易高蠕变,使用温度在100C
以下。
4、PBO纤维
聚对亚苯基苯并二恶唑纤维,又称PBO纤维。
属于杂环类纤维。
制法是将对苯二甲酸和二氨基间苯二酚进行低温溶液缩聚,再溶于多磷酸或浓硫酸中配成液晶溶液,并进行干喷-湿纺而得到初纺丝,再在张力下进行高温热处理而得到纤维。
这种纤维室温拉伸强度可达4.8-6.2GPa、弹性模量可达150-340GPa,具有高强度、高模量、耐高温及环境稳定性好等优良力学性能。
但其比重仅为1.56。
其分解温度为670C,延伸率为2.4%,吸湿率1%,蠕变小,耐磨性极好,高温下不熔融,抗燃性和耐侯性好。
另外,其分子是由苯环和苯并二恶唑相两界相连接,形成了大共轭键,其导电率处于半导体的范围,使得这种纤维可能具有吸波性能。
4、各种纤维性能的比较
图7-21纤维的断裂行为特征
1)纤维的断裂:
Kevlar49呈韧性断裂,断裂前纤维有明显的缩颈;其它纤维断裂前不发生任何屈服,碳纤维、玻璃纤维几乎是理想的脆性断裂(图7-21)。
2)热稳定性:
材料熔点越高,热稳定性越好;在没有空气和氧气的情况下,碳纤维具
有非常好的耐高温性能。
3)比性能:
图7-22各种纤维的比强度、比模量比较
表7-6纤维的性能及价格比
由图7-22和表6可以看出,碳纤维具有很高的比强度、比模量以及性能/价格比。
三、晶须(Whisker)
晶须是指具有一定长径比和截面积小于5210-5cm2的单晶纤维材料。
其
直径为0.1到几个微米,长度为数十到数千微米。
但具有实用价值的晶须的
直径约为1-10微米,长径比在5–100之间。
晶须是含缺陷很少的单晶纤维,
其拉伸强度接近其纯晶体的理论强度。
图7-23ZnO晶须微观形貌图7-24SiC晶须微观形貌
晶须的种类有:
碳化物晶须:
SiC、TiC、ZrC、WC、B4C;氮化物晶须:
Si3N4、TiN、BN、AlN;氧化物晶须:
MgO、ZnO、BeO、Al2O3、TiO2;金属
晶须:
Ni、Fe、Cu、Si、Ag、Ti;硼化物晶须:
TiB2、ZrB2、TaB2;无机盐
晶须:
K2Ti6O13、Al18B4O33等。
表7-7晶须的力学性能一览表
晶须的制备方法有化学气相沉积(CVD)法、溶胶-凝胶法、气液固法、液相生长法、固相生长法和原位生长法等。
制备陶瓷晶须经常采用CVD法。
即通过气体原料在高温下反应,并沉积在衬底上而长成晶须。
例如CVD法制备SiC晶须的基本反应式为:
CH3SiCl3(g)+H2SiC+HCl(g)
CVD法制备难溶金属氮化物和碳化物的基本反应式为:
2MCl4(g)+4H2+N2=2MN(s)+8HCl(g)
MCl4(g)+CH2=MC(s)+4HCl(g)
VLS法制备SiC晶须的过程是:
在预选高温将触媒固体颗粒(30m)熔化成液态触媒球,通入气相源(H2、CH4、SiO),气相中的碳、硅原子被液球吸收溶解形成过饱和的碳硅溶液,以SiC的形式沉积在支撑衬底上。
沉积不断进行,晶须不断生长,触媒球被生长着的晶须抬起,继续吸收、溶解和沉积。
固相生长法的典型实例是利用稻壳法制备SiC晶须。
具体反应是:
稻壳(700-900C、无氧气氛)SiO2(s)+C(s);
SiO2(s)+3C(s)SiC+2CO(g)
晶须不仅具有优异的力学性能,而且许多晶须具有各种特殊性能,可用
来制备各种性能优异的功能复合材料。
晶须的成本较高,影响其应用。
目前
已开发出许多低成本晶须,如K2Ti6O13等。
另外晶须在基体材料中的分散工
艺也是目前需要解决的问题之一。
四、颗粒(Particle)
具有高强度、高模量、耐热、耐磨、耐高温的陶瓷和石墨等非金属颗
粒,加入到基体材料中起提高耐磨、耐热、强度、模量和韧性的作用。
其成
本低,易于批量生产。
表7-8颗粒的力学性能一览表
颗粒名称
密度
g/cm3
熔点
C
热膨胀系数
10-6/C
导热系数
kal/cmC
硬度
MPa
弯曲强度
MPa
弹性模量
GPa
SiC
3.21
2700
4.0
0.18
27000
400500
B4C
2.52
2450
5.73
27000
300500
360460
TiC
4.92
3300
7.4
26000
500
Al2O3
2050
9
Si3N4
3.2
2100
2.53.2
0.030.07
HRA8993
900
330
Al2O32Si02
3.17
1850
4.2
3250
1200
TiB2
4.5
2980
另外,还有一种颗粒增强体称为延性颗粒增强体(DuctileParticleReinforcement),主要为金属颗粒,一般是加入到陶瓷基体和玻璃陶瓷基体中起到增韧作用。
如Al2O3中加入Al、Ni,WC中加入Co等。
金属颗粒的加入使材料的韧性显著提高,但高温力学性能有所下降。
第八章聚合物复合材料(PMC)
一、聚合物复合材料的分类
—纤维增强(FRC)—按纤维形态:
连续纤维
非连续纤维
—按铺层方式:
单向
角铺层:
(0/)
织物
三维
—按纤维种类:
玻璃纤维
碳纤维
芳纶(Kevlar)纤维
混杂纤维
—晶须增强(WRC)—
—粒子增强(PRC)—
二、聚合物复合材料的性能
1、高比强、高比模量:
表8-1聚合物复合材料与几种金属材料的力学性能比较
材料
GFRP
CFRP
KPRP
BFRP
钢
铝
钛
密度,g/cm3
2.0
1.6
1.4
2.1
7.8
2.8
4.5
拉伸强度,GPa
1.2
1.8
1.5
1.6
1.4
0.48
1.0
比强度
600
1120
1150
750
180
170
210
拉伸模量,GPa
42
130
80
220
210
77
110
比模量
21
81
57
104
27
27
25
热膨胀系数(10-6/K)
8
0.2
1.8
4.0
12
23
9.0
2、设计性强、成型工艺简单。
3、热膨胀系数低,尺寸稳定。
4、耐腐蚀、抗疲劳性能好。
5、减震性能好。
6、高温性能好。
7、安全性能好。
三、聚合物复合材料的制备工艺
预浸料/预混料制备
接触成型——手糊成型
—喷射成型—真空袋成型
—袋压成型——压力袋成型
压力成型—————热压罐成型
—模压成型
—层压成型
缠绕成型
夹层结构成型
树脂传递成型
编织成型
注射成型
拉挤成型
热塑性片状模塑料热冲击压成型
1、预浸料/预混料制备
预浸料是指定向排列的连续纤维(单向、织物)浸渍树脂后所形成的厚
度均匀的薄片状半成品。
预混料是指不连续纤维浸渍树脂或与树脂混合后所形成的较厚的片
(SMC、GMT)团状(BMC)或粒状半成品以及注射模塑料(IMC)。
1-1热固性预浸料:
湿法:
溶液浸渍法。
干法:
热熔预浸法
轮鼓缠绕法
1-2热塑性预浸料:
图8-1浸渍法制备预浸料示意图
按树脂状态不同,分为预浸渍技术和后浸渍技术两大类。
预浸渍技术:
—溶液浸渍;
—熔融浸渍。
特点是预浸料中树脂完全浸渍纤维。
后浸渍技术:
预浸料中树脂以粉末、纤维或包层等形式存在,对纤维的
完全浸渍要在复合材料成型过程中完成。
1–3预混料制造
(1)SMC和BMC制造:
这是一类可直接进行模压成型而不需要事先进行固化、干燥等其它工序的纤维增强热固性模塑料。
其组成包括短切玻璃纤维、树脂、引发剂、固化剂或催化剂、填料等。
SMC一般使用专用SMC机组制造;BMC常用捏合法制造。
(2)GMT和IMC制造:
GMT是一种类似于热固性SMC的复合材料半成品。
所采用的增强剂是无碱玻璃、无纺毡或连续纤维。
制造工艺有熔融浸渍法和悬浮浸渍法。
IMC一般使用双螺杆挤出机制造,由切割机切断,长度一般为3–6mm。
2、手糊成型(HandLay-up)
手糊成型是用于制备热固性
树脂复合材料的一种最原始、最
简单的成型工艺。
用手工将增强
材料的纱或毡铺放在模具中,通
过浇、刷或喷的方法加上树脂;图8-2 手糊成型工艺示意图
纱或毡也可在铺放前用树脂浸渍,用橡皮辊或涂刷的方法赶出其中的空气。
如此反复,直到所需厚度。
固化通常在常温、常压下进行,也可适当加热,或常温时加入催化剂或促进剂以加快固化(图8-2)。
3、袋压成型
袋压成型是最早最广泛
用于预浸料成型的工艺之一。
将铺层铺放在模具中,依次
铺上脱膜布、吸胶层、隔离
膜、袋膜等,在热压下固化。
经过所需的固化周期后,材料形
成具有一定结构形状的构件(图8-3)。
图8-3袋压成型原理图
袋压成型可分为真空袋成型、压力袋成型及热压成型。
铺放与装袋是生产高质量构件的关键步骤。
真空袋是袋装成型中最重要的材料之一。
它帮助排除蒸汽、包埋的空气或其它挥发物,促进所期望的树脂流动。
最普通的材料是尼龙膜。
4、热压罐成型
热压罐成型的基本工艺是:
铺层被装袋并抽真空以排
除包埋的空气或其它挥发物,
在真空条件下在热压罐中加热、
加压固化(图8-4)。
固化压力
通常在0.35-0.7MPa。
热压罐成型具有构件尺寸稳
定、准确、性能优异等优点,可图8-4热压罐装置剖面图
制造各种形状及尺寸的构件。
1-橡皮囊;2-成型套;3-模具;4-毛坯;
5-弓形夹;6-热压罐;7-底板;8、缠绕成型
5、缠绕成型
8-5湿法缠绕的工艺原理图图8-6缠绕线成型图


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 复合材料 doc
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
优化经济环境和机关效能建设工作总结Word文档格式.docx
-
写话归类Word下载.docx
-
三年级音乐第四单元教案Word文档下载推荐.docx
-
华为设备基本配置命令Word格式文档下载.docx
-
三新一德《基础教育课程改革纲要》试题汇编Word格式.docx
-
加油站设施及操作安全教程文件Word文档格式.docx
-
小学数学课外学习材料四年级上期Word格式文档下载.docx
-
设计依据怎么写Word下载.docx
-
庆祝五一劳动节活动主持词Word格式文档下载.docx
-
一建建造师个人总结水利水电工程Word下载.docx
-
侧平石施工方案Word格式文档下载.docx
-
厦门大学医学院物资采购管理制度Word文档下载推荐.docx
-
产科N2N4三基考试试题Word文件下载.docx
-
一氧化碳应急预案讲解Word下载.docx
-
一年级上册语文素材 生字组词和造句 人教部编版Word文件下载.docx
-
汽车防盗报警器的设计文档格式.docx
-
超星尔雅就业指导答案Word格式文档下载.docx
-
常见常用专利及申请相关词汇中英文对照Word文件下载.docx
-
保安工作表格大全汇总情况Word格式文档下载.docx
