 冲压折弯展开计算.docx
冲压折弯展开计算.docx
- 文档编号:2326289
- 上传时间:2022-10-28
- 格式:DOCX
- 页数:7
- 大小:206.10KB
冲压折弯展开计算.docx
《冲压折弯展开计算.docx》由会员分享,可在线阅读,更多相关《冲压折弯展开计算.docx(7页珍藏版)》请在冰豆网上搜索。
冲压折弯展开计算
冲压折弯展开计算
展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层—中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角增大时,变形程度随之增大,中性层位置逐渐想弯曲中心的内侧移动。
中性层到板料内侧的距离用λ表示。
计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
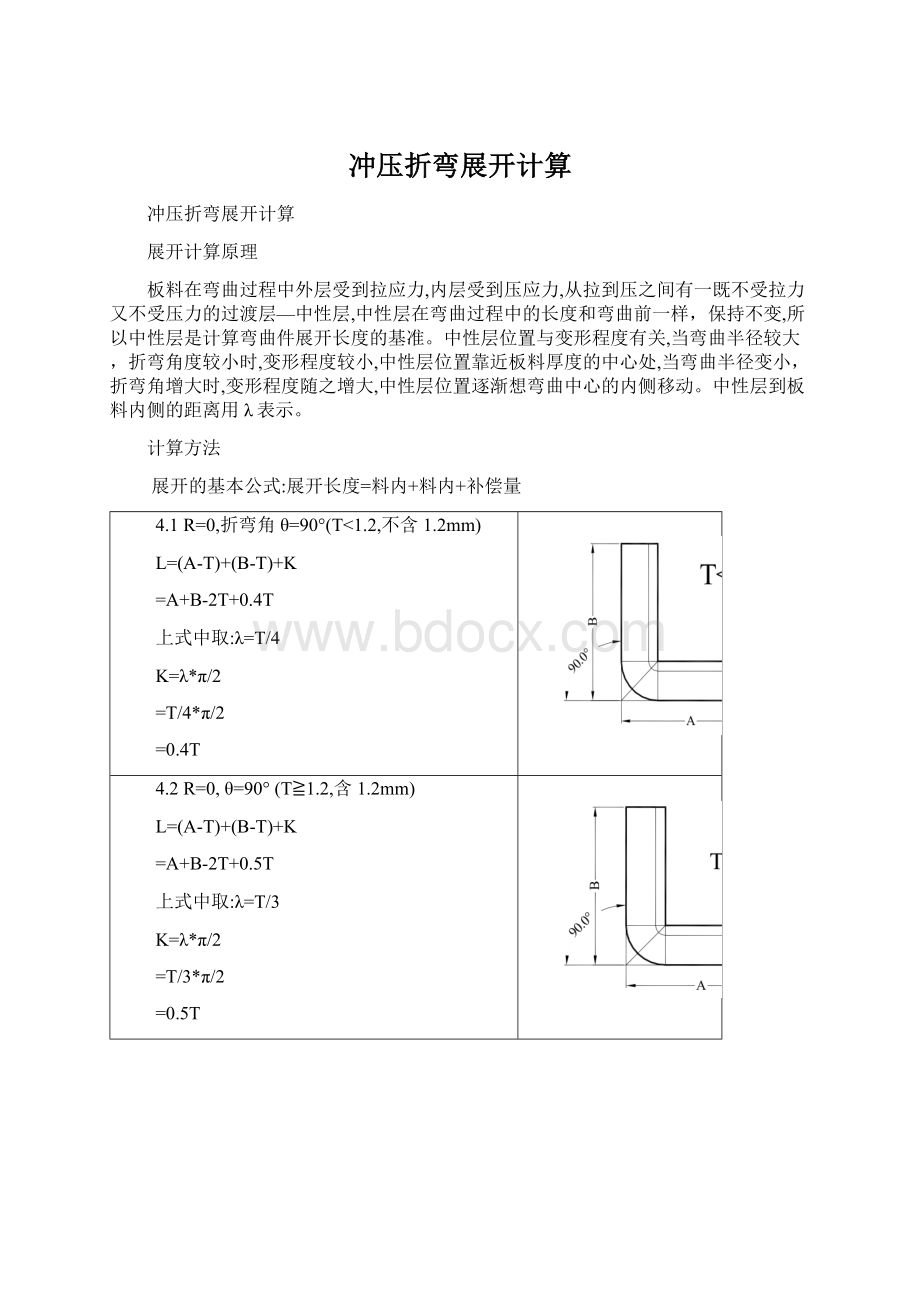
4.1R=0,折弯角θ=90°(T<1.2,不含1.2mm)
L=(A-T)+(B-T)+K
=A+B-2T+0.4T
上式中取:
λ=T/4
K=λ*π/2
=T/4*π/2
=0.4T
4.2R=0,θ=90°(T≧1.2,含1.2mm)
L=(A-T)+(B-T)+K
=A+B-2T+0.5T
上式中取:
λ=T/3
K=λ*π/2
=T/3*π/2
=0.5T
4.3R≠0θ=90°
L=(A-T-R)+(B-T-R)+(R+λ)*π/2
当R≧5T時λ=T/2
1T≦R<5Tλ=T/3
0 (实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法。 以下相同) 4.4R=0θ≠90° λ=T/3 L=[A-T*tan(a/2)]+[B -T*tan(a/2)]+T/3*a (a单位为rad,以下相同) 4.5R≠0θ≠90° L=[A-(T+R)*tan(a/2)]+[B -(T+R)*tan(a/2)]+(R+λ)*a 当R≧5T时λ=T/2 1T≦R<5Tλ=T/3 0 4.6Z折1. 计算方法如前所示,以下几点原则仅供参考: (1)当C≧5时,一般分兩次成型,按兩個90°折弯计算.(要考虑到折弯冲头的強度)L=A-T+C+B+2K (2)当3T L=A-T+C+B+K (3)当C≦3T时<一次成型>: L=A-T+C+B+K/2 4.7Z折2. C≦3T时<一次成型>: L=A-T+C+B+D+K 4.8抽芽 抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变,ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图 ∵T*AB=(H-EF)*EF+π*(EF)2/4 ∴AB={H*EF+(π/4-1)*EF2}/T ∴预冲孔孔径=D–2AB T≧0.8时,取EF=60%T. 在料厚T<0.8时,EF的取值如前所示。 4.9方形抽孔 方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致,圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡,当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值。 以下Hmax取值原则供参考. 当R≧4mm时: 材料厚度T=1.2~1.4取Hmax=4T 材料厚度T=0.8~1.0取Hmax=5T 材料厚度T=0.7~0.8取Hmax=6T 材料厚度T≦0.6取Hmax=8T 当R<4mm時,如前所示. 4.10压缩抽形1(Rd≦1.5T) 原则: 直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与兩直边和直径为D的圆相切的圆弧. 当Rd≦1.5T时,求D值计算公式如下: D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2 4.11压缩抽形2(Rd>1.5T) 原则: 直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与兩直边和直径为D的圆相切的圆弧. 当Rd>1.5T时: l按相应折弯公式计算. D/2={(r+T/3)2 +2(r+T/3)*(h+T/3) -0.86*(Rd-2T/3)*[(r+T/3) +0.16*(Rd-2T/3)]}1/2 4.12卷圆压平 图(a): 展开长度L=A+B-0.4T 图(b): 压线位置尺寸A-0.2T 图(c): 90°折弯处尺寸为A+0.2T 图(d): 卷圆压平后的产品形狀 4.13侧冲压平 图(a): 展开长度L=A+B-0.4T 图(b): 压线位置尺寸A-0.2T 图(c): 90°折弯处尺寸为A+1.0T 图(d): 侧冲压平后的产品形狀 4.14综合计算如图: L=料內+料內+补偿量 =A+B+C+D+中性層弧(AA+BB+CC) (中性层弧长均按“中性层到板料內侧距离λ=T/3”來计算) 备注: A标注公差的尺寸设计值: 取上下极限尺寸的中间值作为这既标准值。 B孔径设计值: 一般圆孔直径小数点取一位(以配合冲头加工方便性),例: 3.81取3.9.有特殊公差时除外, 例: Φ3.80取Φ3.84. C产品图中未作特別标注的圆角,一般按R=0展开. 附件一: 常见抽牙孔孔径一览表 料厚 类型 0.6 0.8 1.0 1.2 M3 3.5 3.7 4.0 4.2 M3.5 3.9 4.2 4.4 4.7 M4 4.4 4.6 4.9 5.1 #6-32 3.8 4.1 4.3 4.6 附件二: 常見預沖孔孔徑一覽表 料厚 类型 0.6 0.8 1.0 1.2 M3 1.2 1.5 1.5(1.8) 1.8 M3.5 1.2 1.5 1.5(1.8) 1.8 M4 1.2 1.5 1.5(1.8) 1.8 #6-32 1.2 1.5 1.5(1.8) 1.8 说明: 1以上攻牙形式均为无屑式. 2抽牙高度: 一般均取H=3P,P为螺纹距离(牙距). 3.內径: M3Φ2.75M3.50Φ3.20M4Φ3.65#6-32Φ3.10


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 冲压 折弯 展开 计算
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 12处方点评管理规范实施细则_精品文档.doc
12处方点评管理规范实施细则_精品文档.doc
-
12核心制度竞赛题库_精品文档.doc
-
12新医疗技术准入制度_精品文档.docx
-
12月份医务科质控通报_精品文档.doc
-
12项基本公共卫生服务项目_精品文档.docx
-
12月环境卫生学监测方法考核试题_精品文档.doc
-
13双重预防体系风险评价制度及准则_精品文档.doc
-
12种不能忽视的可能的心脏病症状_精品文档.doc
-
13检验科“三基”考试试卷_精品文档.doc
-
14以预防为先导_精品文档.doc
-
12高危药品分级管理制度及目录_精品文档.doc
-
13个病种中医护理方案_精品文档.docx
-
16检验科应对突发事件应急预案_精品文档.docx
-
12急救药品管理制度_精品文档.doc
 17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
-
14医疗器械召回程序_精品文档.wps
-
13医用耗材库房管理制度_精品文档.doc
-
136个幼儿园英语课堂游戏_精品文档.docx
-
12经络彩图_精品文档.doc
-
151颅脑损伤恢复期康复临床路径_精品文档.doc
-
14项护理核心制度_精品文档.doc
-
12检验科化学危险物品使用准则_精品文档.doc
-
15-消化内镜手术分级目录_精品文档.xls
-
13术前讨论记录本模板_精品文档.doc
-
17-下腰痛评估表JOAVAPS_精品文档.doc
-
12项基本公共卫生服务流程图_精品文档.doc
-
13中国髋膝关节置换的现状及展望_精品文档.docx
-
14种最迷惑人的癌症前兆_精品文档.docx
-
17消毒供应室医院感染管理制度_精品文档.doc
-
15附加住院津贴保险条款的费率-人保财险备-健康附号_精品文档.doc
-
19陕西省崔家沟监狱罪犯医疗防疫总站突发事件预案_精品文档.doc
-
20项护理技术操作规程及评分标准_精品文档.doc
-
主任Word下载.docx
-
揭穿非法网站藏身之处Word格式文档下载.docx
-
h3c2210 AG系统升级文件用Console线FTP功能传送文件升级Word下载.docx
-
中国近代史纲要考试试题及答案vxWord格式文档下载.docx
-
组织行为学案例题全Word文档格式.docx
-
CNC编程加工工艺守则Word格式.docx
-
中心创建卫生文明市场总结汇报材料Word文档下载推荐.docx
-
奥鹏福师《语言与文化》在线作业一2doc文档格式.docx
-
TEM 4 Grammar Exercises without answers大学英语专四语法练习Word文档格式.docx
-
九大部分细化分析言语理解Word文档下载推荐.docx
-
本科研究生设计论文开题报告Word格式.docx
-
数据结构习题集Word文档下载推荐.docx
-
加工中心刀具库选择PLC控制系统设计Word格式文档下载.docx
-
大庆II130钻机安装使用维护保养规程Word文件下载.docx
-
建筑原理复习资料Word文档下载推荐.docx
-
使用有限元分析的注射模具设计Word文档下载推荐.docx
-
最新人教版三年级下册数学《长方形和正方形面积计算》专项练习题Word格式.docx
-
#9 限制性股权协议Word格式文档下载.docx
-
Adjusting Entries文档格式.docx
