 数控车工高级部分宏程序IF应用.docx
数控车工高级部分宏程序IF应用.docx
- 文档编号:23002913
- 上传时间:2023-04-30
- 格式:DOCX
- 页数:44
- 大小:189.15KB
数控车工高级部分宏程序IF应用.docx
《数控车工高级部分宏程序IF应用.docx》由会员分享,可在线阅读,更多相关《数控车工高级部分宏程序IF应用.docx(44页珍藏版)》请在冰豆网上搜索。
数控车工高级部分宏程序IF应用
数控车工高级部分(宏程序应用)
1、直线宏程序
2、圆弧宏程序
3、椭圆宏程序
4、函数曲线宏程序
5、抛物线宏程序
6、双曲线宏程序
7、圆弧、椭圆、双曲线、抛物线、螺旋宏程序
8、综合题形练习加工
课题一:
直线宏程序
(一)
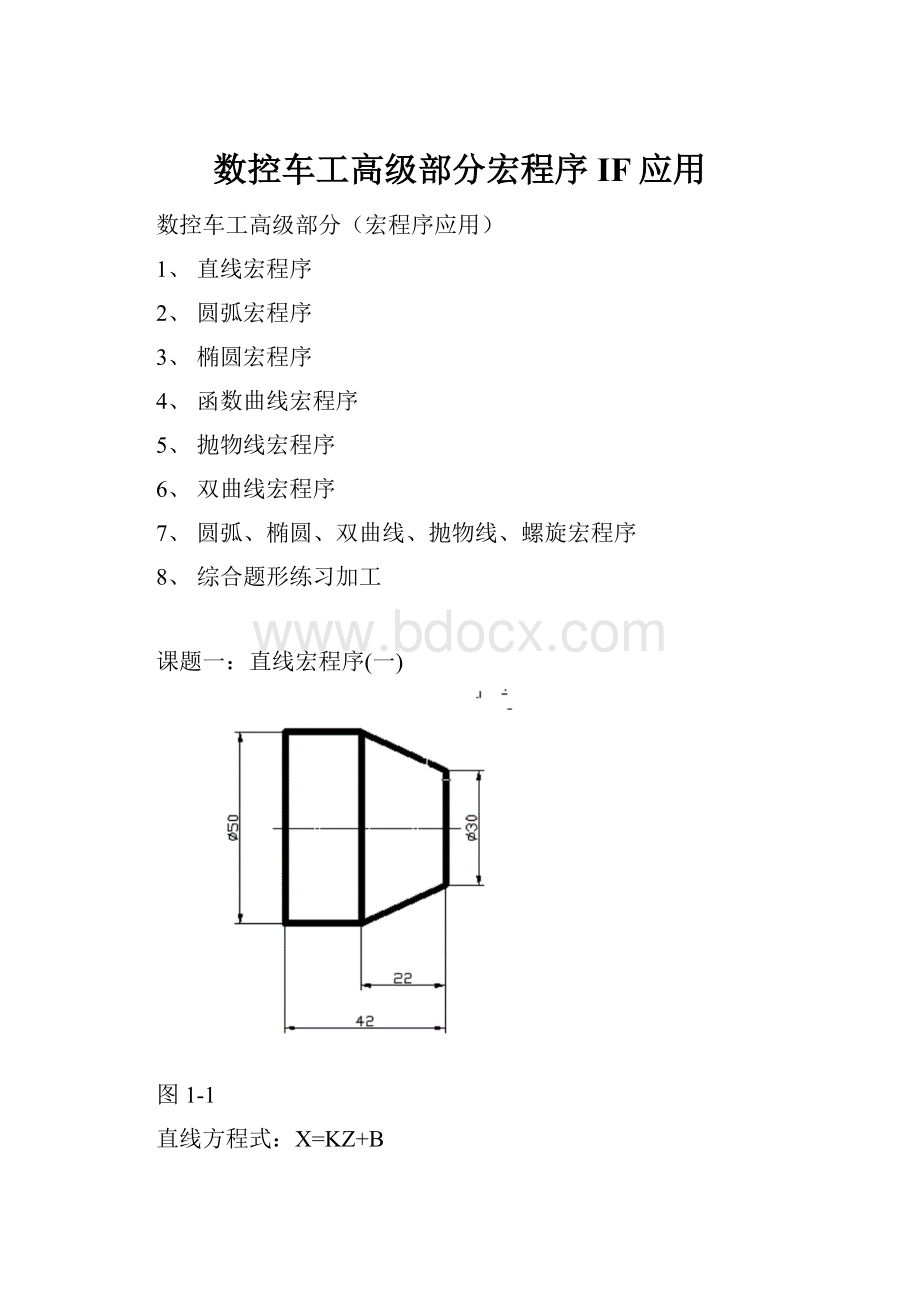
图1-1
直线方程式:
X=KZ+B
解题思路:
1、直线两点(X30,Z0)(X50,Z-22).
2、根据线形方程式得:
30=K*0+B
50=K*(-22)+B
得:
B=30
K=-0.9090
3、方程式为:
X=-0.9090Z+30
4、长度宏变量围:
Z0~Z-22
5、设自变量#1=0#2=-22
6、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工程序容:
O0001;
M03S1000;
T0101;
G00X55Z2;
#1=0;
#2=-22;
N1IF[#1LE#2]GOTO2;
#3=-0.9090*#1+30;
G01X[#3]Z[#1]F0.1
#1=#1-0.05
GOTO1;
N2G00X100Z100;
M30;
粗加工程序容:
O0001;
M03S650;
T0101;
G00X55Z2;
#1=0;
#2=-22;
N1IF[#2GE#1]GOTO2;
#3=-0.9090*#2+30;
G01X[#3+1]F0.25;
G01Z[#2+0.5]F0.1;
G00U1W0.5;
Z2;
#2=#2+2;
GOTO1;
N2G00X100Z100;
M30;
课题一:
直线宏程序
(二)
图1-2
直线方程式:
X=KZ+B
解题思路:
1、直线两点(X50,Z-20)(X30,Z-42).
2、根据线形方程式得:
50=K*-20+B
30=K*(-42)+B
得:
B=68.18
K=0.9090
3、方程式为:
X=0.9090Z+68.18
4、长度宏变量围:
Z-20~Z-42
5、设自变量#1=-20#2=-42
6、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工程序容:
O0001;
M03S1000;
T0101;
G00X55Z-20;
#1=-20;
#2=-42;
N1IF[#1LE#2]GOTO2;
#3=0.9090*#1+68.18;
G01X[#3]Z[#1]F0.1
#1=#1-0.05
GOTO1;
N2G00X100Z100;
M30;
粗加工程序容:
O0001;
M03S650;
T0101;
G00X55Z-20;
#1=-20;
#2=-42;
N1IF[#1LE#2]GOTO2;
#3=0.9090*#1+68.18;
G01X[#3+1]Z[#1-0.5]F0.25;
G01Z[#2]
G00U1W0.5;
Z[#1-0.5];
#1=#1-2;
GOTO1;
N2G00X100Z100;
M30;
课题一:
直线宏程序(三)
直线方程式:
X=KZ+B
解题思路:
1、直线两点(X44,Z0)(X30,Z–40).
2、根据线形方程式得:
44=K*0+B
30=K*(-40)+B
得:
B=44
K=0.35
3、方程式为:
X=0.35Z+44
4、长度宏变量围:
Z0~Z-40
5、设自变量#1=0#2=-40
6、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工程序容:
O0001;
M03S1000;
T0101;
G00X28Z2;
#1=0;
#2=-40;
N1IF[#1LE#2]GOTO2;
#3=0.35*#1+44;
G01X[#3]Z[#1]F0.1
#1=#1-0.05
GOTO1;
N2G00Z100;
M30;
粗加工程序容:
O0001;
M03S650;
T0101;
G00X28Z2;
#1=0;
#2=-40;
N1IF[#GE#1]GOTO2;
#3=0.35*#2+44;
G01X[#3-1]F0.25;
Z[#2+0.5];
G00U-1W0.5;
Z2;
#2=#2+2;
GOTO1;
N2G00Z100;
M30;
课题一:
直线宏程序(四)
直线方程式:
图示右斜线直线方程式:
X=KZ+B
图示左斜线直线方程式:
X=KZ+B
解题思路:
1、直线两点(X50,Z-20)(X30,Z–42).
2、直线两点(X30,Z–58)(X50,Z–80).
3、根据右斜线形方程式得:
50=K*-20+B
30=K*(-42)+B
得:
B=68.18
K=0.9090
4、根据左斜线形方程式得:
30=K*-58+B
50=K*(-80)+B
得:
B=-22.722
K=-0.9090
5、方程式为:
图示右斜线直线方程式:
X=0.9090Z+68.18
图示左斜线直线方程式:
X=-0.9090Z-22.722
6、长度宏变量围:
Z-20~Z-42Z-58Z-80
7、设自变量#1=-20#2=-42#3=58#4=-80
8、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工程序容
(一):
O0001;
M03S1000;
T0101;
G00X55Z-20;
#1=-20;
#2=-42;
#3=-58;
#4=-80;
N1IF[#LE#2]GOTO2;
#5=0.090*#1+68.18;
G01X[#5]Z[#1]F0.1;
W-16;
#6=-0.090*#3-22.722
G01X[#6]Z[#3]F0.15;
#1=#1-0.05
#3=#3-0.05
GOTO1;
N2G00X100Z100;
M30;
精加工也可这样编写
(二):
O0001;
M03S1000;
T0101;
G00X55Z-20;
#1=-20;
#2=-42;
#3=-58;
#4=-80;
N1IF[#1LE#2]GOTO2;
#5=0.090*#1+68.18;
G01X[#5]Z[#1]F0.1;
#1=#1-0.05
GOTO1
N2G01W-16F0.15;
N3IF[#3LE#4]GOTO4;
#6=-0.090*#3-22.722
G01X[#6]Z[#3]F0.15;
#3=#3-0.05
GOTO3;
N4G00X100Z100;
M30;
精加工也可这样编写(三):
O0001;
M03S1000;
T0101;
G00X55Z-20;
#1=-20;
#2=-42;
#3=-58;
#4=-80;
N1IF[#1LE#2]GOTO2;
N3IF[#3LE#4]GOTO4;
#5=0.090*#1+68.18;
#6=-0.090*#1-22.722;
G01X[#5]Z[#1]F0.1;
G01W-16;
G01X[#6]Z[#3]F0.1;
#1=#1-0.05;
#3=#3-0.05;
GOTO1;
N4GOTO3;
N2G00X100Z100;
M30;
粗加工程序容:
O0001;
M03S650;
T0101;
G00X55Z-20;
#1=-20;
#2=-42;
#3=-58;
#4=-80;
N1IF[#1GE#2]GOTO2;
N3IF[#3GE#4]GOTO1;
#5=0.090*#1+68.18;
#6=-0.090*#1-22.722;
G01X[#5+1]Z[#1-0.5]F0.1;
G01X[#6+1]Z[#3+0.5]F0.1;
G00U1W0.5;
Z[#1-0.5];
#1=#1-1;
#3=#3-1;
GOTO3;
GOTO1;
N2G00X100Z100;
M30;
课题二:
椭圆宏程序
(一)
1、椭圆第一种应用方程式:
X=A*2*SIN(a)Z=B*CON(a)
A:
为X轴方的长度(平行与X轴的椭圆轴)B:
为Z轴方向的长度(平行与z轴的椭圆轴)
2、椭圆第二种应用方程式:
X*X/A*A+Z*Z/B*B=1
A:
为X轴方的长度B:
为Z轴方向的长度
第一种方程式应用解题;
3、角度宏变量围:
a=0∽a=90
4、设自变量#1=0#2=90#3=10#4=25
5、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工编程容:
O0001;
M03S1000;
T0101;
G00X55Z2;
#1=0;
#2=90;
#3=10;
#4=25;
N1IF[#1GE#2]GOTO2;
#5=2*#4*SIN(#1);
#6=#3*CON(#1);
G01X[#5]Z[#6-10]F0.15
#1=#1+0.1;
GOTO1;
N2G00X100Z100;
M30;
粗加工程序容:
O0001;
M03S650;
T0101;
G00X55Z2;
#1=0;
#2=90;
#3=10;
#4=25;
N1IF[#2LE#1]GOTO2;
#5=2*#4*SIN(#2);
#6=#3*CON(#2);
G01X[#5+1]F0.25;
Z[#6-10+0.5]F0.25;
G00U1W0.5;
Z2;
#2=#2+3;
GOTO1;
N2G00X100Z100;
M30;
椭圆第二种应用方程式:
X*X/A*A+Z*Z/B*B=1编程:
1、长度宏变量围:
z=0∽z=-10
2、公式分析化简得:
X=SQRT[[1-Z*Z/B*B]*A*A]
4、设自变量#1=0#2=-10#3=10#4=25
5、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工编程容:
O0001;
M03S1000;
T0101;
G00X55Z2;
#1=10;
#2=0
#3=10;
#4=25;
N1IF[#1LE#2]GOTO2;
#5=2*SQRT[[1-#1*#1/#3*#3]*#4*#4]
G01X[#5]Z[#1-10]F0.15
#1=#1+0.1;
GOTO1;
N2G00X100Z100;
M30;
粗加工程序容:
O0001;
M03S650;
T0101;
G00X55Z2;
#1=10;
#2=0;
#3=10;
#4=25;
N1IF[#2LE#1]GOTO2;
#5=2*SQRT[[1-#2*#2/#3*#3]*#4*#4]
G01X[#5+1]F0.25;
Z[#2-10+0.5]F0.25;
G00U1W0.5;
Z2;
#2=#2+3;
GOTO1;
N2G00X100Z100;
M30;
课题二:
椭圆宏程序
(二)
1、椭圆第一种应用方程式:
X=A*2*SIN(a)Z=B*CON(a)
A:
为X轴方的长度(平行与X轴的椭圆轴)
B:
为Z轴方向的长度(平行与z轴的椭圆轴)
2\椭圆第二种应用方程式:
X*X/A*A+Z*Z/B*B=1
A:
为X轴方的长度(平行与X轴的椭圆轴)
B:
为Z轴方向的长度(平行与z轴的椭圆轴)
第一种方程式应用解题;
3、角度宏变量围:
a=0∽a=150
4、设自变量#1=90#2=150#3=25#4=40
5、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工编程容:
O0001;
M03S1000;
T0101;
G00X30Z2;
#1=90;
#2=150;
#3=25;
#4=40;
N1IF[#1GE#2]GOTO2;
#5=2*#3*SIN(#1);
#6=#4*CON(#1);
G01X[#5]Z[#6]F0.15
#1=#1+0.1;
GOTO1;
N2G00U-2;
G00Z100;
M30;
粗加工程序容:
O0001;
M03S650;
T0101;
G00X30Z2;
#1=90;
#2=150;
#3=25;
#4=40;
N1IF[#2LE#1]GOTO2;
#5=2*#3*SIN(#2);
#6=#4*CON(#2);
G01X[#5-1]F0.25;
Z[#6+0.5]F0.25;
G00U-1W0.5;
Z2;
#2=#2+3;
GOTO1;
N2G00Z100;
M30;
椭圆第二种应用方程式:
X*X/A*A+Z*Z/B*B=1编程:
3、长度宏变量围:
z=0∽z=-30
4、公式分析化简得:
X=SQRT[[1-Z*Z/B*B]*A*A]
4、设自变量#1=0#2=-30#3=25#4=40
5、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工编程容:
O0001;
M03S1000;
T0101;
G00X30Z2;
#1=0;
#2=-30
#3=25;
#4=40;
N1IF[#1LE#2]GOTO2;
#5=2*SQRT[[1-#1*#1/#4*#4]*#3*#3]
G01X[#5]Z[#1]F0.15
#1=#1-0.1;
GOTO1;
N2G00U-2;
G00Z100;
M30;
粗加工程序容:
O0001;
M03S650;
T0101;
G00X30Z2;
#1=0;
#2=-30;
#3=25;
#4=40;
N1IF[#2LE#1]GOTO2;
#5=2*SQRT[[1-#2*#2/#4*#4]*#3*#3]
G01X[#5-1]F0.25;
Z[#2+0.5]F0.25;
G00U-1W0.5;
Z2;
#2=#2-3;
GOTO1;
N2G00Z100;
M30;
课题二:
椭圆宏程序(三)
1、椭圆第一种应用方程式:
X=A*2*SIN(a)Z=B*CON(a)
A:
为X轴方的长度(平行与X轴的椭圆轴)
B:
为Z轴方向的长度(平行与z轴的椭圆轴)
2、椭圆第二种应用方程式:
X*X/A*A+Z*Z/B*B=1
A:
为X轴方的长度(平行与X轴的椭圆轴)
B:
为Z轴方向的长度(平行与z轴的椭圆轴)
第一种方程式应用解题;
2、角度宏变量围:
a=0∽a=150
4、设自变量#1=0#2=150#3=25#4=40
5、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工编程容:
O0001;
M03S1000;
T0101;
G00X55Z2;
#1=0;
#2=150;
#3=25;
#4=40;
N1IF[#1GE#2]GOTO2;
#5=2*#3*SIN(#1);
#6=#4*CON(#1)-40;
G01X[#5]Z[#6]F0.15
#1=#1+0.1;
GOTO1;
N2G00X150;
G00Z100;
M30;
粗加工程序右边容:
O0001;
M03S650;
T0101;
G00X30Z2;
#1=0;
#2=90;
#3=25;
#4=40;
N1IF[#2LE#1]GOTO2;
#5=2*#3*SIN(#2);
#6=#4*CON(#2)-40;
G01X[#5+1]F0.25;
Z[#6+0.5]F0.25;
G00U1W0.5;
Z2;
#2=#2+3;
GOTO1;
N2G00Z100;
M30;
粗加工程序左边容:
O0001;
M03S650;
T0101;
G00X30Z2;
#1=90;
#2=150;
#3=25;
#4=40;
N1IF[#1GE#2]GOTO2;
#5=2*#3*SIN(#1);
#6=#4*CON(#1)-40;
G01X[#5+1]Z[#6-0.5]F0.25;
Z-80;
G00U1W0.5;
Z[#6-0.5];
#1=#1+3;
GOTO1;
N2G00Z100;
M30;
椭圆第二种应用方程式:
X*X/A*A+Z*Z/B*B=1编程:
5、长度宏变量围:
z=0∽z=-30
6、公式分析化简得:
X=SQRT[[1-Z*Z/B*B]*A*A]
4、设自变量#1=40#2=-30#3=25#4=40
5、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工编程容:
O0001;
M03S1000;
T0101;
G00X55Z2;
#1=40;
#2=-30
#3=25;
#4=40;
N1IF[#1LE#2]GOTO2;
#5=2*SQRT[[1-#1*#1/#4*#4]*#3*#3]
G01X[#5]Z[#1-40]F0.15
#1=#1-0.1;
GOTO1;
N2G00X150;
G00Z100;
M30;
粗加工程序右边容:
O0001;
M03S650;
T0101;
G00X30Z2;
#1=40;
#2=0;
#3=25;
#4=40;
N1IF[#GE#1]GOTO2;
#5=2*SQRT[[1-#2*#2/#4*#4]*#3*#3]
G01X[#5+1]F0.25;
Z[#2+0.5-40]F0.25;
G00U1W0.5;
Z2;
#2=#2+3;
GOTO1;
N2G00Z100;
M30;
粗加工程序左边容:
O0001;
M03S650;
T0101;
G00X30Z2;
#1=0;
#2=-30;
#3=25;
#4=40;
N1IF[#1LE#2]GOTO2;
#5=2*SQRT[[1-#1*#1/#4*#4]*#3*#3]
G01X[#5+1]Z[#1-0.5-40]F0.25;
Z-80
G00U1W0.5;
Z[#1-0.5-40];
#1=#1-3;
GOTO1;
N2G00X150Z100;
M30;
课题二:
椭圆宏程序(四)
3、椭圆第一种应用方程式:
X=A*2*SIN(a)Z=B*CON(a)
A:
为X轴方的长度(平行与X轴的椭圆轴)
B:
为Z轴方向的长度(平行与z轴的椭圆轴)
2、椭圆第二种应用方程式:
X*X/A*A+Z*Z/B*B=1
A:
为X轴方的长度(平行与X轴的椭圆轴)
B:
为Z轴方向的长度(平行与z轴的椭圆轴)
第一种方程式应用解题;
4、角度宏变量围:
a=24.397∽a=155.603
4、设自变量#1=24.397#2=155.603#3=20#4=50
5、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工编程容:
O0001;
M03S1000;
T0101;
G00X55Z-16.93;
#1=24.397;
#2=155.603;
#3=20;
#4=50;
N1IF[#1GE#2]GOTO2;
#5=80-2*#3*SIN(#1)-13.477;
#6=#4*CON(#1)-50;
G01X[#5]Z[#6]F0.15
#1=#1+0.1;
GOTO1;
N2G00X150;
G00Z100;
M30;
粗加工程序右边容:
O0001;
M03S650;
T0101;
G00X30Z2;
#1=0;
#2=90;
#3=25;
#4=40;
N1IF[#2LE#1]GOTO2;
#5=2*#3*SIN(#2);
#6=#4*CON(#2)-40;
G01X[#5+1]F0.25;
Z[#6+0.5]F0.25;
G00U1W0.5;
Z2;
#2=#2+3;
GOTO1;
N2G00Z100;
M30;
粗加工程序左边容:
O0001;
M03S650;
T0101;
G00X30Z2;
#1=90;
#2=150;
#3=25;
#4=40;
N1IF[#1GE#2]GOTO2;
#5=2*#3*SIN(#1);
#6=#4*CON(#1)-40;
G01X[#5+1]Z[#6-0.5]F0.25;
Z-80;
G00U1W0.5;
Z[#6-0.5];
#1=#1+3;
GOTO1;
N2G00Z100;
M30;
椭圆第二种应用方程式:
X*X/A*A+Z*Z/B*B=1编程:
7、长度宏变量围:
z=0∽z=-30
8、公式分析化简得:
X=SQRT[[1-Z*Z/B*B]*A*A]
4、设自变量#1=40#2=-30#3=25#4=40
5、应用条件语言N1IF[]GOTO2
N2GOTO1
精加工编程容:
O0001;
M03S1000;
T0101;
G00X55Z2;
#1=33.07;
#2=-33.07
#3=20;
#4=50;
N1IF[#1LE#2]GOTO2;
#5=80-2*SQRT[[1-#1*#1/#4*#4]*#3*#3]
G01X[#5]Z[#1-50]F0.15
#1=#1-0.1;
GOTO1;
N2G00X150;
G00Z100;
M30;
粗加工平行方式编程容:
O0001;
M03S1000;
T0101;
G00X55Z-16.93;
#1=33.07;
#2=-33.07
#3=20;
#4=50;
#7=


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 车工 高级 部分 程序 IF 应用
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《地质测量图绘制细则》.docx
《地质测量图绘制细则》.docx
-
《大学生健康教育教程》考试题库500题DR含答案.docx
-
《黄鹤楼送孟浩然之广陵》字词注释.docx
-
《葱爆羊肉》概要.docx
-
《面向对象程序设计》C++综合练习学生版.docx
-
《化学反应工程》课程综合复习资料.docx
-
《社会心理》网上形考参考答案.docx
-
《轮扣式支架》模板施工方案.docx
-
《团委新成员大会主持稿1》.docx
-
《三峡学典》思品七上.docx
-
《有效备课上课听课评课》读书笔记.docx
-
《土地的誓言》导学案.docx
-
1汽车维修专业人才需求调研报告.docx
-
《应用文写作》教学设计.docx
-
1级三相费控智能电能表技术规范.docx
-
17#楼机房层模板施工方案.docx
-
《稻草人》精彩读书笔记精选多篇doc.docx
-
《机械制造工艺与装备》复习资料.docx
-
《木兰从军》教案.docx
-
《神奇的毛细现象》.docx
-
《围城》读书心得精选范文1000字5篇.docx
-
《幼儿园是我家》大班教案.docx
-
1资产负债表变动情况的分析评价.docx
-
5s活动总结报告5s总结报告2篇.docx
-
《当代学生》初中文言文阅读训练篇.docx
-
《机械制造工艺学》电子教案.docx
-
《民事案件案由规定》物权纠纷案由的理解与适用.docx
-
《社会学研究方法学习心得5篇范文》.docx
-
《外商投资企业联合年检报告书》填写要求和指标说明.docx
-
《幼儿园课程论》形成性考核册答案27497.docx
-
1在直接影响物价水平的诸多因素当中.docx
-
10套普通话练习材料.docx
-
江西省中考英语真题.docx
-
公估人考试试题.docx
-
房地产估价师理论与方法考试真题及答案.docx
-
高考化学大一轮总复习第五章物质结构元素周期律元素周期表学案26新人教版.docx
-
精选高三生物上学期期中试题2.docx
-
化工安装工程应急预案.docx
-
高考化学一轮复习 第12章 物质结构与性质选考第3节 物质的聚集状态与物质性质学案 鲁科版.docx
-
公路工程施工总结.docx
-
环境保护法执法检查报告.docx
-
建设工程施工合同纠纷案例汇编经典案例110例.docx
-
公平的论文评审问题3.docx
-
教师自培自练策划共4篇doc.docx
-
贫困生助学金申请书1000字.docx
-
计算机的等级考试复习题单选.docx
-
管理类联考英语二真题及答案解析.docx
-
度上半年工作小结毛发明.docx
-
平安夜祝福短信息.docx
-
高考生物大二轮复习 第二编 考前冲刺攻略 第二步 横做经典必考稳拿分.docx
-
计算机二级程序修改答案.docx
