 UG四轴加工讲解.docx
UG四轴加工讲解.docx
- 文档编号:22996666
- 上传时间:2023-04-29
- 格式:DOCX
- 页数:11
- 大小:124.47KB
UG四轴加工讲解.docx
《UG四轴加工讲解.docx》由会员分享,可在线阅读,更多相关《UG四轴加工讲解.docx(11页珍藏版)》请在冰豆网上搜索。
UG四轴加工讲解
四轴加工讲解UGsoo
Xd)100A.零件的建模:
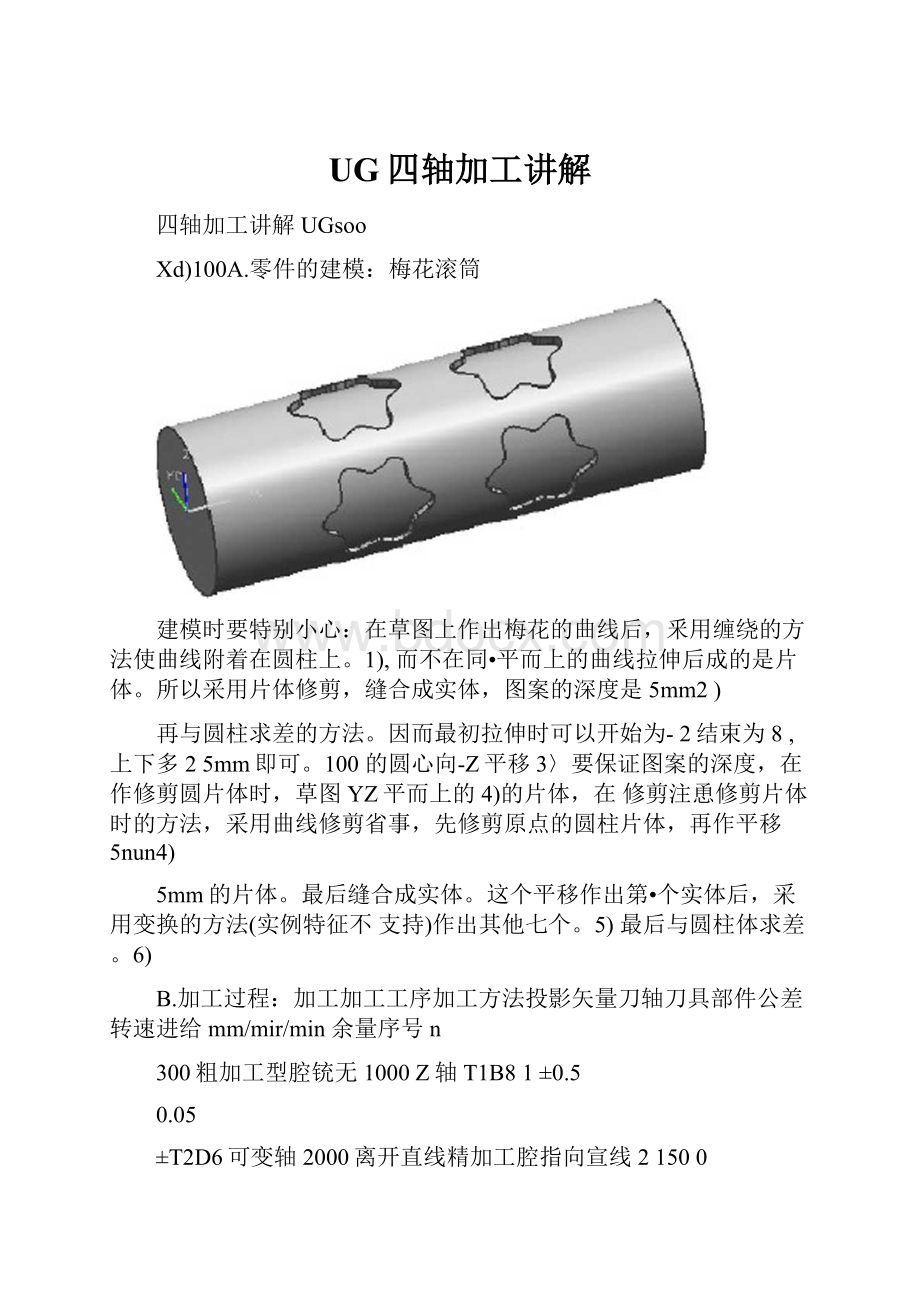
梅花滚筒
建模时要特别小心:
在草图上作出梅花的曲线后,釆用缠绕的方法使曲线附着在圆柱上。
1),而不在同•平而上的曲线拉伸后成的是片体。
所以采用片体修剪,缝合成实体,图案的深度是5mm2)
再与圆柱求差的方法。
因而最初拉伸时可以开始为-2结束为8,上下多25mm即可。
100的圆心向-Z平移3〉要保证图案的深度,在作修剪圆片体时,草图YZ平而上的4)的片体,在修剪注恿修剪片体时的方法,采用曲线修剪省事,先修剪原点的圆柱片体,再作平移5nun4)
5mm的片体。
最后缝合成实体。
这个平移作出第•个实体后,采用变换的方法(实例特征不支持)作出其他七个。
5)最后与圆柱体求差。
6)
B.加工过程:
加工加工工序加工方法投影矢量刀轴刀具部件公差转速进给mm/mir/min余量序号n
300粗加工型腔铳无1000Z轴T1B81±0.5
0.05
±T2D6可变轴2000离开直线精加工腔指向宣线21500
0.01
土精加工侧壁2000
指向宜线3
可变轴0
150
T2D6
离开直线0.01
C.加工参数:
1)粗加工
切削模式:
跟随周边,步距:
电刀具平宜,平面直径百分比:
20,每•刀的深度:
1,【切削层】类型:
用户定义,已测量从:
顶层,范圉深度:
5.0其他默认就行。
其结果如下:
wd
对其进行变换,结果:
KCJBJi^lAU
自]来©甬曲须
?
華硕丫
:
?
»cxm?
i审CZTK
7芈cmtr
?
瑋svm
i话CA/m
?
^cxmr
1II[[[I[
V-V-V
血刀跖径刀貝刀貝总
•・'・■・・・・・*「■」|・・・川*■・・・■]'・・■
0/««1
•••・■•▼••••«・・•——••••••••
tfTI&51
IfIIB9~i
UUM1
Wiiw1
CU331
U11M1
371531
为第•个(即原始生成的)其中,CAVITY_MILL_1_1)轴向(+XCAV:
ETY_M工LL_2_1为将CAVITY_MILL_1_1“绕直线旋转”6个刀轨为平移100复制出来的。
其他”(多重复制)H1来的。
"MultidmCopies
3坊界邪动方式
2)精加工腔(采用可变轴铳,即4轴联动)"釆用边界的驱动方式来限制刀具的切削区
域
创建的边界
生成的刀轨
边界只能创建在平闻上,所以刀轨在上下显得余量很人其他采用精加工的默认参数即可。
b.
。
O•将刀轨复制平移,然后MultipleCopies
wd
3)精加工侧壁
驱动几何体:
曲线
(由边缘曲线釆用
3nun所得)
生成的刀具轨迹
D.
2變件$M.2-&序册次
名編决刀I曲经I刀EI刀具号I几何0
倉未烦的项
程序顺序视图
:
5/芈匚AVITYJIILL」」
7
T1B8
I
V3FXH1CE
V^C^VinjILLL-Z-L
u
rifici
1
YOEXmCE
■/爭AVITYJIILL-I,
J
T1B3
1
顾mcE
:
5/^C^VirrJ!
ILL_2_Z
J
T1B3
1
YOfXJIZCE
:
>/誓AVITYJIILL丄3
J
T1B5
1
顾juce
:
cmrY_nn±_?
_3
u
T1B3
I
VJRXIJJCE
,/厝CAVITYJlLLLl,
u
rifid
1
YODJliCe
J
T1B3
I
YOFXTUCE
-打DGKAW
■)iE]njO6KAM^
••/逆咖ABU-C0TOnnL3」E'/筋U1XBJ址LE_CTWTOVJ;_O
:
•/⑥咖ABiSirrGgZ?
-s/VARIiiEU:
_CDjnWK_4_Z
:
VAfiIAB5LE_CO]IIOVJL3_3
-vmARIJ_C011TCiirj;_4_3
;屈LEj^DOgJl
06
Z
omicu
FZD6
Z
YOKCKI1CE_2
T2DS
2
V:
iK7TECE_2
T2D6
2
V3FXHICE_2
rm
2
Y0KmiCE_2
T2D&
2
Y0JOTUCE_2
r>D8
2
OXPIICEZ2
*匸⑥胸ABULCOMCW
12DS
2
V:
iFOnce_2
i•/逐咖ABLE-CO1TOV7l5」
T2D&
2
OKmcB-3
y^hv^M»J:
_CDMrDin>_G」j匸夢嗣屈LE-COJUmj/
T2DG
2
VDRXn2CE_3
rZDS
2
OXPUCEJ
-°靭AfilAiOjXWIOVV
T2DG
2
V:
mTECE_3
r>oa
2
YOI^PIICEJ
1匸⑥咖mi.COlTOVV.3ySpUMIWO-CDJTTDO":
丫⑥他ABLEjxonovv」
T2D&
2
V:
iRKmCB_3
T2D6
顾
2
2
VORmBCE.3
Y0EKFI2CEJ
粗加I:
精加工腔
精加工侧壁
E.采用NX自带的机床仿真
由于采用•半的圆柱体作为毛坯因而只能显示一半
零件
毛坯
F・创建带A轴的后处理器
1)设置A轴参数
arvArir
)其他参数2
SwQuencQKeiberStart
ScguacQTber5or比
SegencelumberFregeHcy
工・"P~
letric・・de~
wd
3)分别在程序头和程序尾添加•些注解
文件信息,包括NC生成的日期、零件名称及路径、NC的名称。
主轴停转
加工完毕返回程序开始
所用加丄时间
NC程序的人小
4)选择新建的后处理器
5)生成的NC程序
wd
BjintJiaeoneaianc.FC-记审木
立悴11)掘辎2)裕武应)45©?
Sb®
|(Date:
UedJus0124:
32:
仙2M1)卜
(Part:
G:
\flO1\4zhou\2iji-201ie?
31223 jinfjiagongqiang.HC) N06016H0617G90G21 M9O0ZS91GZ8“・Q N0603T02>106 NOOQMGOOGUOX-228.W6VO.OA-H.5C2S20O0M03 N眦事61l32S5.17H02 NBA06Cfl12W.G18FHfl.Dfi2Nfif) H7138Z45.918A265.W7 H7139GfiO255.17 N7ncG91G28ze.o H71Mn眄 N71Wmo t (TotalOperationMachineTimp: 52.80min) (PTPfilesize・1702C3bytes1418.4feet) /% 程序头部分程序尾部分 G.采用Vericut仿真数控程序 1)构建机床模型 由NX自带的机床模型导出STL文件,再将这些STL文件导入Vericut中 机床模型及项目树 5]攻B纫I如也 二tJii顶目.dzhomul C: 』碗绘口库 ;2&氛库: 4zhwvcut 三^Dase{0? 0.0> b^z(ao.a> d晦 、阿*(”ag砂 fTool<0.0.0> JY(0,MkS,0) 注鬱X(304.0.0,0) 自©a 正权型 29胡屈(II.I>.ID -i吊厂次Jure00,0)ti白5((MA(0.0.0) •试昨 t&gw昨 : 弓工tr能宜 子加址4・Wtr»^4.子珞心»M・A: io« 觸9相工刀貝・4xIkmi I-粉妊廉序 --LSIj^gjragongJic 2)加工结果 wd


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- UG 加工 讲解
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #全自动电容电感测试仪.docx
#全自动电容电感测试仪.docx
-
《 运筹学 》课程教学大纲共12页.docx
-
《边城》论文.docx
-
《光曲》时教学设计.docx
-
《环境生物学孔繁翔》课后习题答案.docx
-
《建筑施工技术》复习题集与答案知识分享.docx
-
《理论力学B》课程教学大纲.docx
-
《农村社会基层治理危机的预防与对策基于广西的实证分析》申报书第十二届挑战杯.docx
-
《信息诚信校园》.docx
-
《中小学教室照明设计规范》之欧阳数创编.docx
-
《从愚昧到科学科学技术简史》.docx
-
1监理基本工作.docx
-
03岁早教亲子活动.docx
-
05秋第三次作业第678章.docx
-
《安全生产培训管理办法》国家安监总局令第44号施行.docx
-
《护理学基础》复习题.docx
-
《煤矿安全规程》安全考试复习题.docx
-
《嵌入式操作系统》实验报告.docx
-
《生产过程危险和有害》 T.docx
-
《危机传播管理》完整笔记胡百精.docx
-
《24噪音管理控制程序》.docx
-
《不倒翁》教案最新.docx
-
《大学生恋爱与性健康》期末考试满分.docx
-
《轨道工程》课程设计任务书.docx
-
《小学数学探究性学习的研究》数学课题申报表.docx
-
《会计电算化》培训班讲义第三节.docx
-
1 实习基本情况概述.docx
-
《亮剑》观后感15篇.docx
-
《保险学概论》网考题库判断题.docx
-
《叛逆不是孩子的错》读后感心得体会.docx
-
《枫树上的喜鹊》优秀教案13.docx
-
《管理信息系统》模拟试题及练习题含答案.docx
-
湖北省房屋建筑与装饰工程定额解释.docx
-
单位分部分项工程划分表编码规则.docx
-
计算机四级数据库工程师1.docx
-
关于计算机专业人才的调研报告.docx
-
电力系统自动装置随堂练习.docx
-
国庆节国旗下发言稿.docx
-
会计工作计划集锦8篇.docx
-
高三历史上学期第一次月考试题1.docx
-
高三生物总复习酶和ATP教案课件.docx
-
高考陕西卷语文试题附答案.docx
-
酒店厨房管理制度范本.docx
-
服饰电商销售系统的设计与实现项目可行性研究报告.docx
-
个性化辅导方案模板精品.docx
-
几个叶片的电风扇使用效果好教案.docx
-
纺织行业基础知识大集锦.docx
-
高考化学大题专练.docx
-
国际金融学课后答案.docx
-
湖南株洲小升初分班考试语文试题.docx
-
钢丝网骨架塑料复合PE管施工工法.docx
