 压力管道竣工资料全Word下载.docx
压力管道竣工资料全Word下载.docx
- 文档编号:22917653
- 上传时间:2023-02-06
- 格式:DOCX
- 页数:51
- 大小:56.63KB
压力管道竣工资料全Word下载.docx
《压力管道竣工资料全Word下载.docx》由会员分享,可在线阅读,更多相关《压力管道竣工资料全Word下载.docx(51页珍藏版)》请在冰豆网上搜索。
焊接工艺评定报告
焊接工艺卡
7
焊工合格证
四
管道安装施工阶段
管道焊接记录
管道焊接表面质量检验记录
管道安装检查记录
管道除锈清理脱脂检查记录
管道焊接节点位置单线图
五
管道检验及试验验收阶段
管道焊缝无损检测报告
管道系统强度试压报告
管道系统严密性试验报告
管道吹扫清洗记录
管道油漆、防腐、保温施工检查记录
六
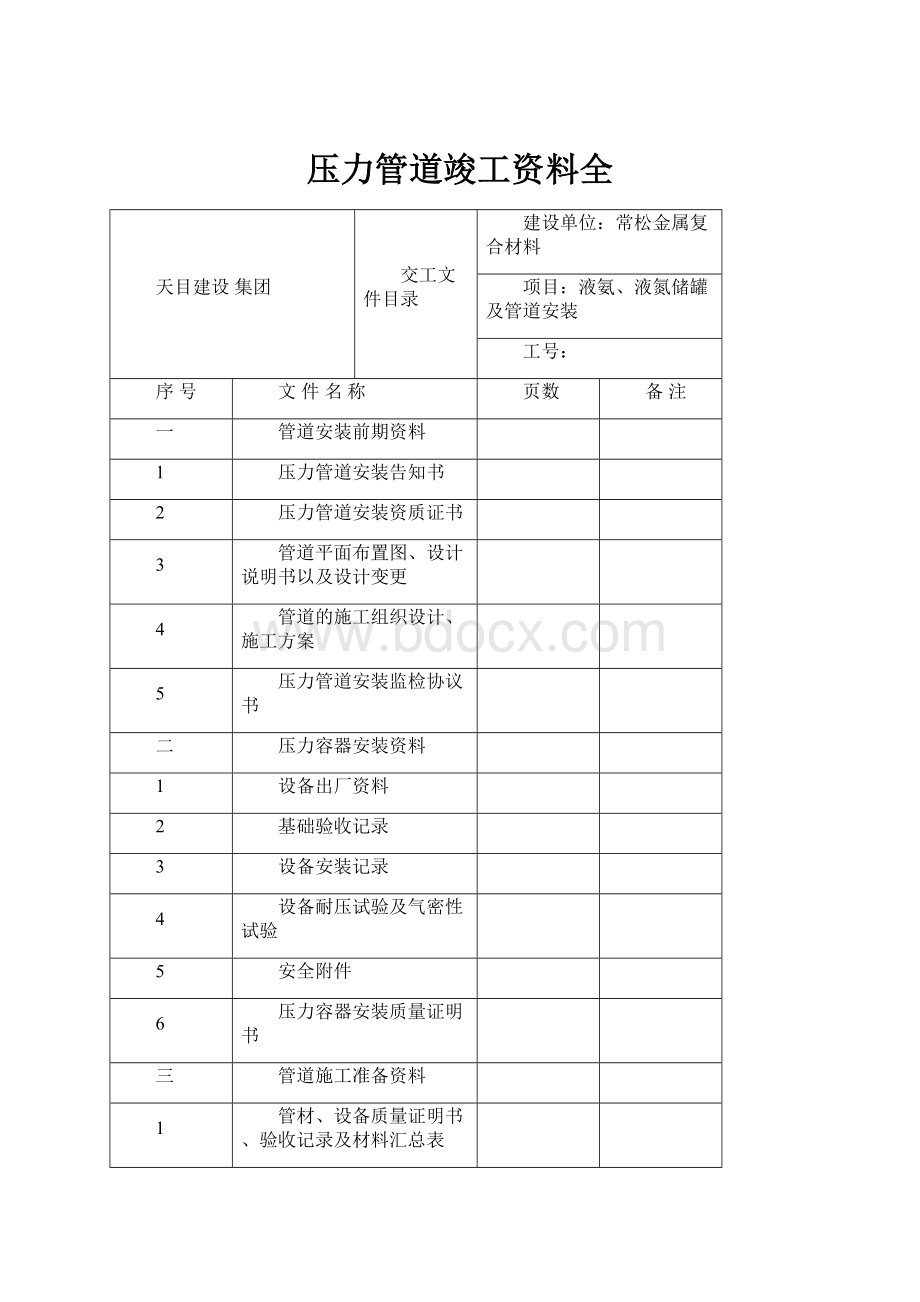
竣工资料
压力管道安装质量证明书
管道竣工图
压力管道明细表
管材验收记录及材料汇总表
钢材(设备)名称规格
生产厂家
进场数量
合格证编号
验收
备注
Ф57*3.5无缝钢管(GB/T8163-1999)
天成钢管
90M
00001230
合格
Ф48*3.5无缝钢管(GB/T8163-1999)
30M
Ф32*3无缝钢管(GB/T8163-1999)
20M
8
9
10
12
13
14
15
施工单位
建设单位
监理单位
质检员:
代表:
电焊条THJ422
金桥焊材集团
20KG
DN40*25带径平焊钢制法兰
圣天集团浩顺高压法兰管件
10付
20090086
DN50*25带径平焊钢制法兰
20付
DN32*25带径平焊钢制法兰
阀门合格证、质量证明书
管道安装记录
序号
项目
允许偏差
实测结果
法兰连接平行度
法兰外径1.5/1000
且不大于2mm
合格
法兰连接螺栓孔中心偏差
外径的5%
管子对口平直度
1mm/m全长10
座标
及
标高
室外
架空
/
地沟
埋地
室
20
水平管弯曲
Dg<
100
1/1000
最大
Dg>
1.5/1000
交叉管外壁或保温层间隙
+10
立管垂直度
2/1000最大15
管道坡向
3/1000
成排
管段
在同一水平面上
间距
+5
天目建设
集团
管道(设备)
系统试验记录
用途及介质
液氮
操作压力
0.8MPa
操作温度
常温
强度试验
试验部位
液氮储罐(2#07-S0-203)
试验介质
压缩空气
试验压力
0.92MPa
保压时间
60(min)
结果
目测无变形,无压降,试验合格
严密试验
压缩空气
24h
经用肥皂水检漏,无泄漏,合格
泄
漏
量
试
验
试验温度
试验时间
允许泄漏量
实际泄漏量
开始
P1
终了P2
开始T1
终了T2
开始t1
终了t2
每h%
0.80MPa
10℃
9:
00AM
10:
11:
附件计算公式:
A=100/t×
(1-P2T1/P1T2)%
试验合格
补充试验
无
试验质量
评定
按照GB50235-97规要求进行
附简图:
技术负责人:
天然气
1.6MPa
天然气次高压管道
水
2.4MPa
4h
氮气
1.6MPa
工艺管道
氮气
试验大气压
开始P1
开始Pa
终了Pa
1.572MPa
1.570MPa
24.0℃
24.5℃
7月11日
7月12日
106000
106100
△P=(H1+B1)-(H2+B2)(273+t1)/(273+t2)
简图:
△P=(H1+B1)-(H2+B2)*(273+t1)/(273+t2)
=(157200+106000)-(157000+106100)*(273+24)/(273+24.5)
=99.83Pa<
133Pa
结论:
0.4MPa
天然气中压管道
0.6MPa
0.46MPa
0.472MPa
0.470MPa
=(47200+106000)-(47000+106100)*(273+24)/(273+24.5)
天目建设
隐蔽工程记录
隐蔽部位
沪昆铁路K87+285.8处过路管道
数量
132米(两根)
隐蔽前的检查:
管道下沟前对焊缝进行了100%RT、PT,合格后接缝处做好3PE防腐,外观检查无明显滑痕,经电火花测试合格后放下沟槽。
隐蔽方法:
3PE直埋,管顶上30厘米处设置燃气警示专用带,并在管线正上方设置燃气警示桩。
附图:
见竣工图
验收结果:
合格
施工单位签章:
年月日
建设单位签章:
年月日
监理单位签章:
年月日
阀门试验记录
阀门编号
名称
材料
规格
型号
数
壳体强度试验
严密性试验
试验
介质
压力(Mpa)
时间
(min)
阀门
DN50
不锈钢截止阀
2.4
N2
1.76
DN40
3.8
2.8
11
试验人:
焊条烘烤记录
嘉善大澈天然气
天然气管道
沪昆铁路K87+285.8处
焊条牌号
(mm)
烘烤
日期
烘烤量
(Kg)
加热
(h)
烘干
温度
(℃)
保温
温度(℃)
相对
气温(℃)
证号
质保书编号
烘烤人
质检员
结422
THJ422
Φ3.2
2009/4/4
150
0123997
2009/4/10
2009/4/15
2009/4/21
2009/4/25
2009/7/2
2009/7/5
管道除锈清理检查记录
主要工程量
系统管道安装除锈、刷油验收
外
观
检
查
检查项目
检查情况
钢材质量
工程所用钢材均应符合设计要求,并附有生厂家质保书
钢材表面应无显著划痕,无裂纹等不良缺陷
焊接钢管不得有超标准的焊接缺陷,均符合设计要求
符合各项要求
钢管除锈刷油
油漆、防腐涂料的品种、质量、颜色及涂层遍数,均应符合设计要求
符合要求
钢材除锈后,应立即刷第一遍底漆
焊接接口处,应在相关试验合格后方可进行防腐
涂层表面颜色、光泽、厚度应均匀一致,无起褶、起泡、漏涂等现象
符合相关规要求
钢材除锈刷油
抽
项检
目号
每15m一点
表面除锈干净,颜色均匀,露出
金属本色。
优良
约11点
涂层颜色、光泽、厚度等
约11点
总点数:
11合格点数:
11合格率:
100%其中:
优良率73%
吹扫记录
管线号
规 格
材 质
工作介质
吹 扫
介 质
流速(m/s)
监定
结果
¢57×
3.5
20#
氨气
1.6
空气吹扫过程中,目测排气无烟尘,在排气口粘白布检验,5分钟白布无铁锈、尘土、水分及其它杂物.
¢48×
DN25
¢32×
施工单位:
吹扫负责人:
代表:
监理单位:
管道油漆施工检查记录
环境温度
10-15℃
空气相对湿度
50%以下
涂层名称
底漆、面漆
表面除锈质量要求,除锈方法和检查结果
对接管道表面氧化皮清除干净,无浮锈、无油污、无浮尘及其它杂质,除锈方法采用人工角向砂轮机除锈,检查结果满足质量要求。
油漆防腐方法及检查结果:
手工漆刷、滚刷相结合。
拍片合格后涂底漆、面漆。
底漆自干符合要求,表面清除干净。
遍数
使用材料
颜色
每遍间隔时间(h)
干燥方法
配比与规格
管道
红丹防锈漆


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压力 管道 竣工 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
材料检测报告有效期.docx
-
二年级英语下册全册教案3.docx
-
高一下学期期中考试 英语 含答案I.docx
-
11秋天的雨第一课时.docx
-
毕业后的档案问题.docx
-
最新版人力资源管理信息系统毕业课程设计报告.docx
-
完整word400T医院污水处理方案.docx
-
化学中考真题天津市初中毕业生学业考试化学试题解析版.docx
-
销售管理系统ER图样本.docx
-
德育活动记录.docx
-
关于母爱唯美句子短句100句母爱最朴实感人的句子.docx
-
秋新人教版部编本四年级上册语文教学计划附教学进度安排表.docx
-
bkcyvwd复旦大学中文系研究生历年考题.docx
-
九年级化学上册 1 步入化学殿堂 11 化学真奇妙练习题 新版鲁教版.docx
-
网络工程师基础考试试题含答案xc.docx
-
小升初英语公式及固定搭配.docx
-
小学教具市场分析报告.docx
-
高考地理考点大揭秘 自然地理 考点4 地球的宇宙环境与圈层结构练习.docx
-
骨科学复习题库.docx
