 焊工合格项目说明新Word格式.docx
焊工合格项目说明新Word格式.docx
- 文档编号:22889083
- 上传时间:2023-02-05
- 格式:DOCX
- 页数:10
- 大小:17.55KB
焊工合格项目说明新Word格式.docx
《焊工合格项目说明新Word格式.docx》由会员分享,可在线阅读,更多相关《焊工合格项目说明新Word格式.docx(10页珍藏版)》请在冰豆网上搜索。
螺柱焊
SW
气电立焊
EGW
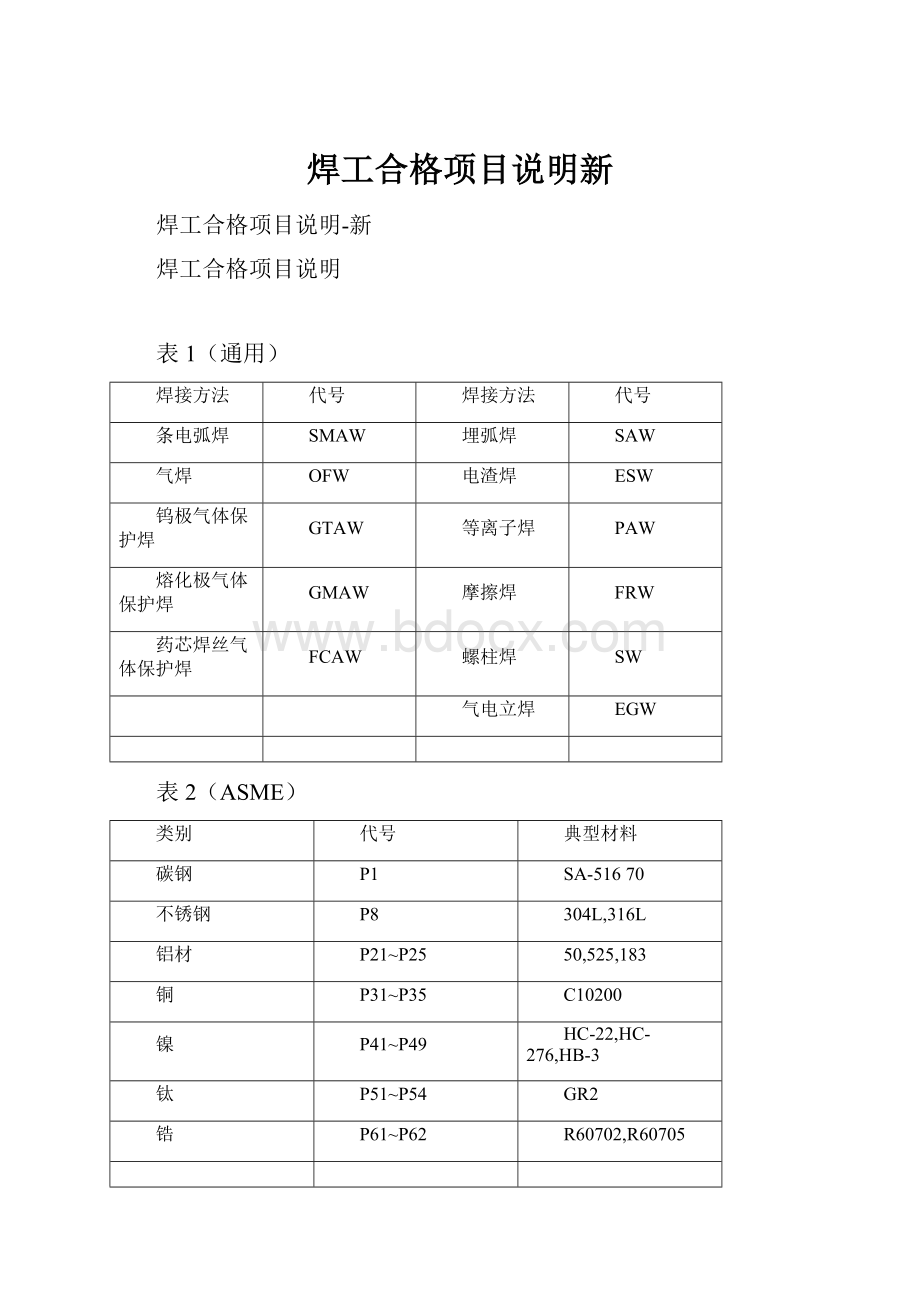
表2(ASME)
类别
典型材料
碳钢
P1
SA-51670
不锈钢
P8
304L,316L
铝材
P21~P25
50,525,183
铜
P31~P35
C10200
镍
P41~P49
HC-22,HC-276,HB-3
钛
P51~P54
GR2
锆
P61~P62
R60702,R60705
表3(ASME)
试板形式
位置
板对接
平焊
1G
横焊
2G
立焊
3G
仰焊
4G
管对接
水平转动
垂直固定
水平固定
5G
45度固定
6G
角接头
1F
2F
3F
4F
管板水平转动
2FR
管板水平固定
5F
1S
2S
4S
表4
㈢
有下列情况之一的,焊工要重新评定
①
焊接方法改变
②
对于SMAW、GTAW、GMAW(含FCAW)、PAW减去垫板(原评定有垫板的),对于OFW增加垫板的
③
母材P-NO.改变,除表4允许替代的以外
④
管直径超出表5允许的范围
⑤
焊接材料F-NO.改变,除表6
允许替代的以外
⑥
焊缝金属厚度超过表7允许的范围
⑦
焊接位置超出表8允许的范围
⑧
对于GTAW、PAW加减焊丝(即使用焊丝和不填丝之间的改变)需要重新评定
⑨
⑩
对于SMAW、GTAW、GMAW(含FCAW)、PAW改变立向上为立向下或反之;
增加或者减少嵌条,以及减少背部气体保护等都需要重新评定
㈣
坡口焊缝评定合格的,可以焊接任意厚度规格的角焊缝
表5材料适用范围(ASME)
评定试件母材
适用范围
P-或S-NO.1至P-或S-NO.11或P-或S-NO.34或P-或S-NO.41至P-或S-NO.49
P-或S-NO.1至P-或S-NO.11
和P-或S-NO.34和P-和
S-NO.41至P-或S-NO.49
P-或S-NO.21至P-或S-NO.25
P-或S-NO.51至P-或S-NO.53或P-或S-NO.61至P-或S-NO.62
P-或S-NO.51至P-或S-NO.53
和P-或S-NO.61至P-或S-NO.62
表6管外径适用范围(ASME)
对接
试管母材外径
最小值
最大值
<25
D
不限
25≤D<73
25
≥73
73
角接
表7焊接材料适用范围(ASME)
评定试件用焊材
任一F-NO.6
所有的F-NO.6
任一F-NO.21至F-NO.25
所有的F-NO.21至F-NO.25
任一F-NO.31至F-NO.33,
F-NO.35至F-NO.37
只能用评定合格的F-NO.焊材
F-NO.34或任一F-NO.41至F-NO.46
F-NO.34和所有的F-NO.41至F-NO.46
任一F-NO.51至F-NO.55
全部F-NO.51至F-NO.55
任一F-NO.61
全部F-NO.61
任一F-NO.71至F-NO.72
表8厚度适用范围(ASME)
焊缝形式
母材厚度T
适用于焊缝金属厚度
坡口焊缝
<13mm
不限制
2t
≥13mm
不限制(注)
注:
焊缝不少于3层
特种设备安全管理规范TSGZ6002-2010《特种设备焊接操作人员考核细则》
表2试件类别、位置、代号及适应焊件焊缝及焊件位置
试件
适用焊件范围
对接焊缝
角焊缝位置
管板角焊缝焊件位置
试件位置
板和外径>600mm管
板和外径≤600mm管
板
材
对
接
焊
缝
平
平(注2)
-
平、横
平、横(注2)
平、立(注1)
平、横、立
平、仰
平、横、仰
角
平(注3)
平、横(注3)
平、横、立(注3)
平、横、仰(注3)
管
水平固定向上焊
平、立、仰
5GX
水平固定向下焊
平、立向下、仰
45°
固定向上焊
平、横、立、仰
6GX
固定向下焊
平、横、立向下、仰
转动
垂直固定横焊
垂直固定仰焊
2FG
垂直固定平焊
2FRG
2FG、2FRG
4FG
2FG、4FG
5FG
2FG、2FRG、5FG
6FG
固定
所有位置
注1:
表中“立”表示向上立焊;
向下立表示为“立向下”焊。
注2:
板材对接焊缝试件考试合格后,适用于管材对接焊缝试件事,管外径应大于等于管外径76mm。
注3:
板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径时应大于等于管外径76mm。
表3手工焊对接焊缝试件适用于随街焊缝焊件焊缝金属厚度范围mm
试件母材厚度T
<12mm
≥12mm
当试件t≥12mm,且焊缝不得少于3层。
表4手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围mm
管材试件外径D
适用管材焊件外径范围
25≥D<76
≥76
76
≥300(管材向下焊试件)
表5手工焊管板角接头试件适用于管板角接头焊缝尺寸范围mm
管材试件
适用管板角接头焊件尺寸范围
焊外
径D
管外径
管壁厚度
焊件焊缝金属厚度
板厚<12mm时,2t
板厚≥12mm时,不限
表6手工焊焊工管材角焊缝试件适用于管材角焊缝焊件尺寸范围mm
适用角焊缝焊件范围
表7手工焊焊工板材角焊缝试件适用于角焊缝焊件范围mm
焊件类别
5-10
板材角焊缝外径D≥76管材角焊缝
<5
T~2T


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊工 合格 项目 说明
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
人教版小学四年级数学上册期末口算题总复习大全13.docx
-
国管局机关用房办法.docx
-
人力资源管理劳动劳资纠纷如何处理.docx
-
河南陆军预备役高炮师建设一流的预备役部队.docx
-
山东省汽车工业转型升级实施方案.docx
-
广告法公益广告管理暂行办法.docx
-
红外线报警仪4.docx
-
化工原理课程设计列管式换热器.docx
-
会计应遵守的规章制度.docx
-
基于单片机的测温巡检系统.docx
-
计量器具管理规定.docx
-
济南版初二生物《生物多样性的保护》说课稿范文.docx
-
家长委员会家长代表发言稿.docx
-
地下室施工方案.docx
-
第三部分专题一第三节赏析小说的人物.docx
-
建设工程重大事故应急预案综述.docx
-
教师教学效能感的特点及影响因素的研究.docx
-
届译林版选修八Unit 4 films and film events单元测试.docx
-
电磁兼容测试仪器的校准.docx
