 钣金折弯展开计算.docx
钣金折弯展开计算.docx
- 文档编号:22840575
- 上传时间:2023-04-28
- 格式:DOCX
- 页数:6
- 大小:16.13KB
钣金折弯展开计算.docx
《钣金折弯展开计算.docx》由会员分享,可在线阅读,更多相关《钣金折弯展开计算.docx(6页珍藏版)》请在冰豆网上搜索。
钣金折弯展开计算
3展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
4计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
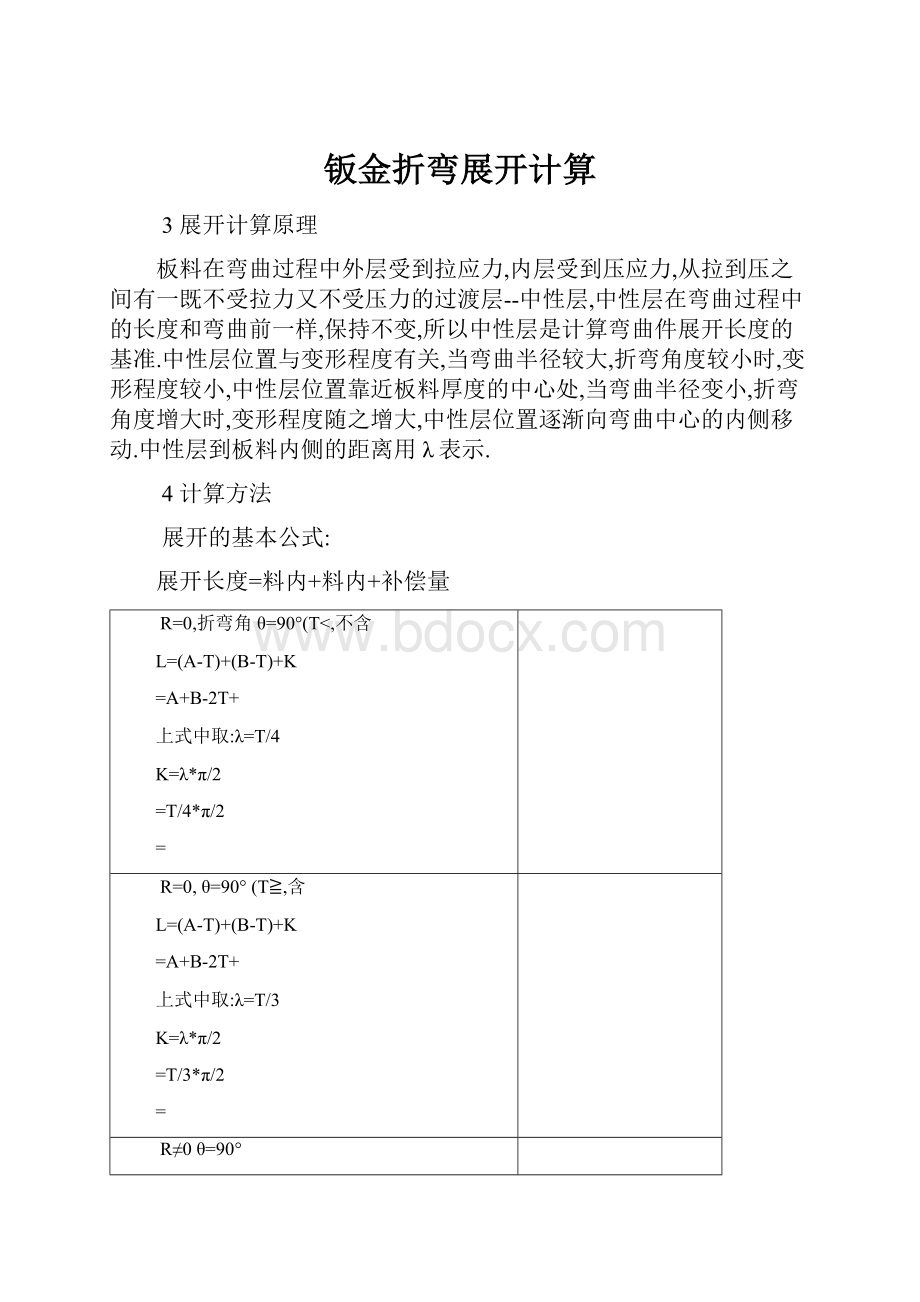
R=0,折弯角θ=90°(T<,不含
L=(A-T)+(B-T)+K
=A+B-2T+
上式中取:
λ=T/4
K=λ*π/2
=T/4*π/2
=
R=0,θ=90°(T≧,含
L=(A-T)+(B-T)+K
=A+B-2T+
上式中取:
λ=T/3
K=λ*π/2
=T/3*π/2
=
R≠0θ=90°
L=(A-T-R)+(B-T-R)+(R+λ)*π/2
当R≧5T时λ=T/2
1T≦R<5Tλ=T/3
0 (实际展开时除使用尺寸计算方法外,也可在确定中性层位置後,通过偏移再实际测量长度的方法.以下相同) R=0θ≠90° λ=T/3 L=[A-T*tan(a/2)]+[B -T*tan(a/2)]+T/3*a (a单位为rad,以下相同) R≠0θ≠90° L=[A-(T+R)*tan(a/2)]+[B -(T+R)*tan(a/2)]+(R+λ)*a 当R≧5T时λ=T/2 1T≦R<5Tλ=T/3 0 Z折1. 计算方法请示上级,以下几点原则仅供参考: (1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度) L=A-T+C+B+2K (2)当3T L=A-T+C+B+K (3)当C≦3T时<一次成型>: L=A-T+C+B+K/2 Z折2. C≦3T时<一次成型>: L=A-T+C+B+D+K 抽芽 抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积. 一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图 ∵T*AB=(H-EF)*EF+π*(EF)2/4 ∴AB={H*EF+(π/4-1)*EF2}/T ∴预冲孔孔径=D–2AB T≧时,取EF=60%T. 在料厚T<时,EF的取值请示上级. 方形抽孔 方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致,圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡,当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值. 以下Hmax取值原则供参考. 当R≧4MM时: 材料厚度T=~取Hmax=4T 材料厚度T=~取Hmax=5T 材料厚度T=~取Hmax=6T 材料厚度T≦取Hmax=8T 当R<4MM时,请示上级. 压缩抽形1(Rd≦ 原则: 直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧. 当Rd≦时,求D值计算公式如下: D/2=[(r+T/3)2+2(r+T/3)*(h +T/3)]1/2 压缩抽形2(Rd> 原则: 直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧. 当Rd>时: l按相应折弯公式计算. D/2={(r+T/3)2 +2(r+T/3)*(h+T/3) *(Rd-2T/3)*[(r+T/3) +*(Rd-2T/3)]}1/2 卷圆压平 图(a): 展开长度 L=A+ 图(b): 压线位置尺寸 图(c): 90°折弯处尺寸为A+ 图(d): 卷圆压平後的产品形状 侧冲压平 图(a): 展开长度 L=A+ 图(b): 压线位置尺寸 图(c): 90°折弯处尺寸为A+ 图(d): 侧冲压平後的产品形状 综合计算如图: L=料内+料内+补偿量 =A+B+C+D +中性层弧长(AA+BB+CC) (中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算) 备注: a标注公差的尺寸设计值: 取上下极限尺寸的中间值作为设计标准值. b孔径设计值: 一般圆孔直径小数点取一位(以配合冲头加工方便性),例: 取.有特殊公差时除外,例: Φ取Φ. c产品图中未作特别标注的圆角,一般按R=0展开. 附件一: 常见抽牙孔孔径一览表 料厚 类型 M3 M4 #6-32 附件二: 常见预冲孔孔径一览表 料厚 类型 M3 M4 #6-32 说明: 1以上攻牙形式均为无屑式. 2抽牙高度: 一般均取H=3P,P为螺纹距离(牙距). 3.内径: M3ΦΦM4Φ#6-32Φ


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 折弯 展开 计算
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《地质测量图绘制细则》.docx
《地质测量图绘制细则》.docx
-
《大学生健康教育教程》考试题库500题DR含答案.docx
-
《黄鹤楼送孟浩然之广陵》字词注释.docx
-
《葱爆羊肉》概要.docx
-
《面向对象程序设计》C++综合练习学生版.docx
-
《化学反应工程》课程综合复习资料.docx
-
《社会心理》网上形考参考答案.docx
-
《轮扣式支架》模板施工方案.docx
-
《团委新成员大会主持稿1》.docx
-
《三峡学典》思品七上.docx
-
《有效备课上课听课评课》读书笔记.docx
-
《土地的誓言》导学案.docx
-
1汽车维修专业人才需求调研报告.docx
-
《应用文写作》教学设计.docx
-
1级三相费控智能电能表技术规范.docx
-
17#楼机房层模板施工方案.docx
-
《稻草人》精彩读书笔记精选多篇doc.docx
-
《机械制造工艺与装备》复习资料.docx
-
《木兰从军》教案.docx
-
《神奇的毛细现象》.docx
-
《围城》读书心得精选范文1000字5篇.docx
-
《幼儿园是我家》大班教案.docx
-
1资产负债表变动情况的分析评价.docx
-
5s活动总结报告5s总结报告2篇.docx
-
《当代学生》初中文言文阅读训练篇.docx
-
《机械制造工艺学》电子教案.docx
-
《民事案件案由规定》物权纠纷案由的理解与适用.docx
-
《社会学研究方法学习心得5篇范文》.docx
-
《外商投资企业联合年检报告书》填写要求和指标说明.docx
-
《幼儿园课程论》形成性考核册答案27497.docx
-
1在直接影响物价水平的诸多因素当中.docx
-
10套普通话练习材料.docx
-
09四川土建定额说明Word文档格式.docx
-
《建筑装饰设计收费标准》Word文档下载推荐.docx
-
《创新方案》高考化学大一轮复习配套讲义富集在海水中的元素生Word下载.docx
-
18秋福建师范大学《电算会计》在线作业二4Word文档格式.docx
-
17学年上学期高二第一学月检测月考英语试题附答案Word下载.docx
-
《生态规划》讲稿十Word文档格式.docx
-
《济南的冬天》教学设计与反思Word文档格式.docx
-
JGJ59新标准建筑施工安全检查评分表全套35982870Word格式.docx
-
18学年下学期高一期中考试生命科学试题附答案Word文档格式.docx
-
《琵琶行》练习题及答案统编版必修上册Word文件下载.docx
-
MIT人工智能实验室如何做研究Word文件下载.docx
-
《病理学与生理学》病理学基础重点总结Word格式文档下载.docx
-
5S的来历及效能培训教材Word文档下载推荐.docx
-
《什么是最好的教育》读书笔记Word文件下载.docx
-
16种时态文档格式.docx
-
《土木工程地质》课程复习题答案1Word格式文档下载.docx
-
《点心制作大全》Word文件下载.docx
-
《微波技术与天线》课程标准Word文档下载推荐.docx
-
20XX年思想汇报Word格式文档下载.docx
