 铁店港闸人字门铆焊工艺卡分节讲解Word文档下载推荐.docx
铁店港闸人字门铆焊工艺卡分节讲解Word文档下载推荐.docx
- 文档编号:22737261
- 上传时间:2023-02-05
- 格式:DOCX
- 页数:28
- 大小:29.27KB
铁店港闸人字门铆焊工艺卡分节讲解Word文档下载推荐.docx
《铁店港闸人字门铆焊工艺卡分节讲解Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《铁店港闸人字门铆焊工艺卡分节讲解Word文档下载推荐.docx(28页珍藏版)》请在冰豆网上搜索。
101
准备
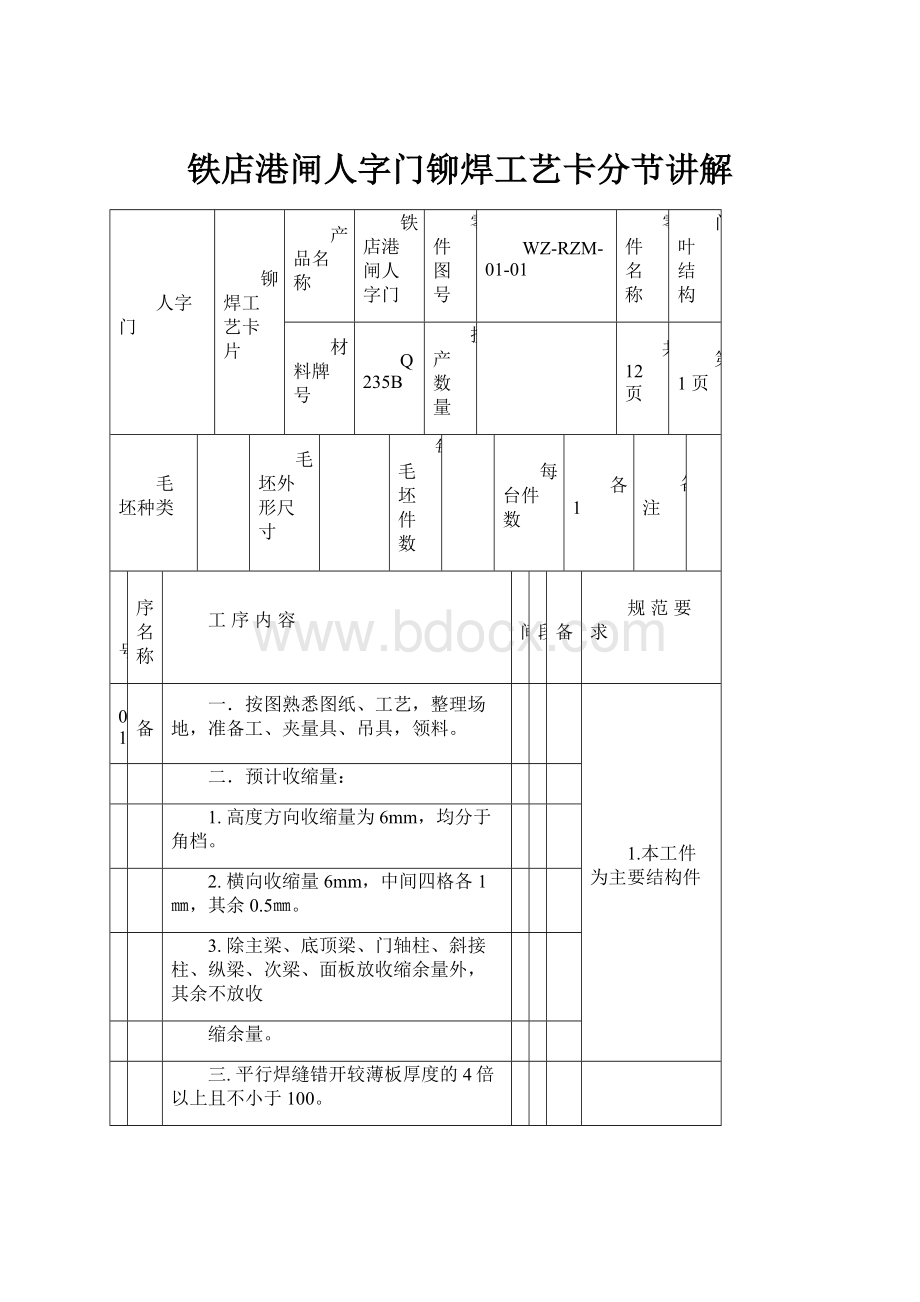
一.按图熟悉图纸、工艺,整理场地,准备工、夹量具、吊具,领料。
铆
焊
1.本工件为主要结构件
二.预计收缩量:
1.高度方向收缩量为6mm,均分于角档。
2.横向收缩量6mm,中间四格各1㎜,其余0.5㎜。
3.除主梁、底顶梁、门轴柱、斜接柱、纵梁、次梁、面板放收缩余量外,其余不放收
缩余量。
三.平行焊缝错开较薄板厚度的4倍以上且不小于100。
四.底顶梁腹板门柱轴端一节(δ24)按另出图下坯料后转金工刨斜坡及坡囗后参加
附:
底顶梁腹板整长拼接。
1.闸门《构件拼装公差》;
五.高度分二节发运。
2.门叶节间定位联接图;
六.斜接柱翼板(序24)下料矫平直后,转左、右支垫垫板(WZ-RZM-01—02
序19、21)配对定位焊接,刨平面及配钻各孔后参加门叶结构定位,点焊,工地焊接。
3.焊接工序卡片;
4.《人字闸门的公差或极限偏差》。
5.《一二类焊缝预热温度》
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标准化(日期)
标记
处数
更改文件号
签字
日期
第2页
102
下料
一.要求:
1.划线前核对材料的材质、规格,去除切割区域的铁锈、油漆等。
1.坡囗钝边尺寸误差<
±
1
2.划线时应放切割余量,划线尺寸的误差应<0.5mm。
2.坡囗角度偏差<±
3°
3.对角尺寸误差<1mm。
3.图纸设计的平行焊缝<200时按图纸施工
4.板材禁止徒手切割。
4.标识:
图号、序号、名称、数量
5.钢板或型钢切断面为待焊边缘时,切断面应无对焊缝质量有不利影响的缺陷,断面
粗糙度Ra≤50μm,长度方向的直线度公差应不大于边棱长度的0.5/1000,且不大于
1.5mm。
厚度方向的垂直度公差,当板厚δ≤24mm时,不大于0.5mm。
δ>24mm
零件的极限偏差
基本尺寸
极限偏差
切边
刨(铣)边缘
≤1000
2.0
0.5
>1000~2000
2.5
1.0
>2000~3150
1.5
>3150
3.0
时,不大于1㎜。
若局部存在少量较深的割痕时,允许采用电焊方法进行焊补,但
补焊必须遵守有关焊接的规定,焊后应磨平。
6.钢板或型钢切断面为非焊接边缘时,切断面应光滑、整齐、无毛刺;
长度方向的直
线度公差应不大于表中尺寸公差的一半;
厚度方向的垂直度公差应不大于厚度的
1/10,且不大于2.0mm。
7.焊缝坡口的尺寸应符合GB985《气焊、手工焊电弧焊及气体保护焊焊缝坡口形式
第3页
和尺寸》和GB986《埋弧焊焊缝坡口的基本形式和尺寸》的有关规定。
8.钢板零件的边棱之间平行度和垂直度公差为相应尺寸公差的一半。
二.接料要求:
1.梁的上、下翼板的长度拼接缝和腹板的长度拼接缝应错开150mm以上。
2.平行焊缝错开较薄板厚度的4倍以上且不小于100。
3.翼板折弯处、圆弧处不得拼接。
4.接料长应超过500。
5.接料应另放收缩、修割余量。
6.料対接的对边错位<
1mm。
7.主梁、边梁的腹板及翼板的对接焊缝、吊耳板的对接焊缝、端柱隔板与主梁腹板及端板的組合焊缝:
应达到一类焊缝要求,超声波探伤,达到GB11345规定的BⅠ级,无损检测合格。
8.面板的对接焊缝:
应达到二类焊缝要求,超声波探伤,达到GB11345规定的BⅡ级,无损检测合格。
19.图纸未标注的厚度≥6mm的材料(隔板等)对接须开坡口焊接,焊缝应焊透。
第4页
103
零件下料
1.面板A(序1):
厚度按图,按面板来料排料划线,分节的平行焊缝错开不小于150,半自动切割,对接坡囗半自动切割或刨边,如釆用刨边则应另放刨边余量并划出铇边位置线冲眼标记备刨,拼接焊后的周边应有修正余量各20㎜,在焊好矫平后切去,仅剩宽、高两方向的收缩余量。
半自动切割机
1.纵向拼接缝和纵梁腹板错开100㎜以上
2.对角尺寸偏差±
1㎜
3.分上下两节下料
2.面板B(序2):
厚度按图、宽度放样定尺寸并放切割铇边余量8mm、高度放收缩切割余量8mm划线,内孔割出半自动切割;
划出铇边位置线并冲眼标记备刨,两端坡囗半自动切割。
内孔割后刨边
3.面板B(序3):
厚度按图,宽度放样定尺寸并放切割铇边余量8mm、高度放收缩切割余量8mm划线,内孔割出半自动切割;
4.主梁后翼板(序4):
厚度按图、宽度放切割余量2mm、长度放收缩切割余量8mm划线,半自动切割,两端坡囗半自动切割。
5.主梁腹板(序5):
厚度按图,宽度放切割余量、长度放切割收缩余量8㎜,数控下料;
漏水孔按图划线,圆规切割;
割后划出门轴柱腹板、门轴柱隔板(序20、21、22、23)位置线及斜接柱腹板、斜接柱隔板(序25、26、27、28)位置线,正反面冲眼标记。
料下好后长应有收缩余量6㎜在面板A段
6.底顶梁后翼板(序6):
厚度按图,宽度放切割余量2mm、长度放收缩切割余量8mm划线,半自动切割,两端坡囗半自动切割。
生产指令号:
D
第5页
7.底顶梁腹板(序7):
a.图示门轴柱端一节(δ24)长度放切割收缩余量15㎜、宽度按来料宽下矩形料,下料后按另出工艺转金工刨对接斜坡及坡囗后参加料接;
b.斜接柱端一节(δ12)长度放切割收缩余量5㎜、宽度按来料宽下矩形料。
c.对接,焊后矫平,UT探伤,达到GB11345B1级;
d.以门轴柱端为基准,其余同主梁下料,(料下好后长度应有收缩余量6㎜)。
e.按另出的底顶梁门轴柱端一节图在接平的一面划出底枢中心的十字线,冲眼标记。
1.收缩余量放于面板A段
2.下料注意对称各1
3.对接焊好,UT合格后数控下料
8.筋板(序8、37):
厚度按图,宽度按图尺寸、长度放切割余量2mm划线,半自动切割。
9.次梁(序9):
长度放收缩及切割余量6mm划线,手工切割。
10.纵梁翼板(序10、12、14):
厚度按图,宽度放切割余量2mm、长度放切割余量1mm划线,半自动切割。
11.纵梁腹板(序11、13、15):
12.纵梁翼板(序16、17、18):
第6页
13.门轴柱翼板(序19):
14.门轴柱腹板(序20):
厚度按图、宽度放切割余量2mm、长度分三节下料,每节各放切割余量2mm划线,半自动切割。
下料后三节长度分别为2610、1590、638
15.门轴柱隔板(序21、22、23):
厚度按图,宽度放切割余量2mm,长度各放收缩切割余量4mm划线,半自动切割,两端坡囗半自动切割。
16.斜接柱翼板(序24):
17.斜接柱腹板(序25):
厚度按图,宽度放切割余量2mm、每节长度各放收缩切割余量4mm划线,半自动切割。
下料后三节长度分别为2622、1590、650
18.斜接柱隔板(序26、27、28):
19.节点板(序29、30、31、32、33):
厚度按图,长宽均按图放样划线,半自动切割。
21.背拉板(序34):
厚度按图,长度、宽度按图放样划线,半自动切割。
共应有二件长的,四件短的,短的四件中间一端开好对接坡口
第7页
22.筋板(序35、36)厚度按图、长度、宽度按图放样划线,半自动切割。
下料检验
1.按图及工艺要求检验各料尺寸。
2.料对接焊缝检验
质
检
闸门《零件的极限偏差》
104
矫正
1.各料矫平正:
厚板置于油压机矫正平面,厚板侧向及中板手工或火焰矫正。
2.需边料转刨边。
3.斜接柱翼板(序24)转中间止水支垫垫板配孔。
油压机
1.禁止用大锤直接砸工作;
2.火焰矫正温度580~650℃,同一位置不得再次加热;
3.达到《零件形位公差》要求,见工序号102。
105
刨边
按图及铆工划线刨边及刨坡口。
刨边机
刨后对角尺寸误差<1mm
109
检验
自检料平正度、反变形角度及坡囗。
达到《零件形位公差》要求,见工序号102。
第8页
110
单个构件拼装
1.面板A(序1)、主梁(序4、5)、底顶梁(序6、7)、纵梁(序10、11)、纵梁(序12、13)、纵梁(序14、15)、按叧出图拼装单个构件:
①各主梁、底顶梁拼装基准为:
梁长中心线和腹板厚度中心线及翼板上的腹板厚度中心位置线,注意底顶梁对称;
②面板按排料拼装,拼装基准为:
门叶分节线和门宽中心线;
③各纵梁按图拼装单个构件,拼装基准为:
和主梁腹、翼板连接端及翼板上的腹板厚度中心位置线;
2.按另出的铆焊工序卡片点拼装分节定位用的联接板。
1.定位焊要求见工序号101工艺规范
2.《构件拼装公差》,见附表
3.对边错位<1mm
4.定位焊要有预热要求时见附表:
《一二类焊缝预热温度》,
5.定位焊长50~60mm,间距300~350,厚度不超过正式焊缝的一半,定位焊缝的要求同正式焊缝。
111
1.检验拼装质量,达到工序号110规范要求。
2.分节处的纵梁、边梁转钳工按铆焊工序卡片划钻铰各连接孔。
1.《构件拼装公差》见附表
2.钳工穿插钻铰孔
112
焊接
按图焊接,详见焊接工艺卡片。
纵梁偶数焊工对称施焊
113
焊缝检验,达到规范要求,要求见焊接工序卡片
第9页
114
单个构件用型钢矫正机及火焰矫正,达到《闸门零件和单个构件验收规范》要求。
1.火焰矫正温度650~680℃(暗红色),同一位置不得再次加热;
2.其它《构件拼装公差》,见附表
115
单个构件检验,达到《构件拼装公差》要求,
见附表
116
放样
1、面板A置于平台,测垫平,用过渡板点焊于两边樑处,联接上下节。
面板B、C按图分置紧贴两边面板A两边,一起放样。
2、放样基准门叶中心线(垂直线)和底横梁中心线(水平线)。
3、按图示尺寸1:
1放大样于面板,并要求:
a.高度方向收缩量为6mm,均分于角档。
b.横向收缩量6mm,中间四格各1㎜,其余0.5㎜。
c尺寸正确,误差<1mm;
对角尺寸误差<
1mm;
d门叶宽度中心线冲眼标记于二端并油漆记号备后续工序使用。
e.自检后交专检。
其它:
《平面闸门的公差或极限偏差》见附表
第10页
117
大样检验,达到工序号116要求,
118
门叶结构一次拼装
汇集各料,各单个构件、拼点顺序如下:
1.底梁2.主樑3.顶梁4.小樑5.纵梁6.面板b、面板c
7.门轴柱隔板8.门轴柱腹板9.门轴柱翼板10斜接柱隔板
11.斜接柱腹板12.斜接柱翼板13.其余未拼装的纵梁翼板
14筋板15.背拉板及盖住焊缝的节点板应等翼板、节点板对接缝焊后拼装
1.注意拼装间隙;
2.门轴柱隔板在面板侧为水封位置须拼平正
3.门叶纵向隔板错位≤3.0㎜
4.门叶底緣倾斜度≤3.0㎜
5.节间止水座面平面度≤2.0㎜
6.其余按《人字闸门的公差或极限偏差》见附表
7.斜接柱翼板为两扇门中间的水封座面,平面度偏差应调整至1㎜以内。
背拉板不拼装
119
焊前的拼装质量检验。
见工序号118
第11页
120
按图及技术


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 铁店港闸人字门 铆焊 工艺 分节 讲解
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
竞聘助理工程师演讲稿共10页.docx
-
外研版五年级上册第五册教案备课三年级起始.docx
-
酒店客房部培训资料.docx
-
完整版采暖工程施工组织设计.docx
-
军事理论复习提纲.docx
-
网络布线教案.docx
-
课外阅读课程纲要.docx
 如何进行客户资料收集与整理.ppt
如何进行客户资料收集与整理.ppt
-
危险化学品企业安全标准化工作内容12要素概要.docx
-
名品店铺管理制度.docx
-
人民路站附属结构施工基坑开挖方案监理审查前.docx
-
微机原理课程设计报告电子琴.docx
-
口腔正畸学复习考试重点.docx
-
日本金属材料牌号表示方法.docx
-
我爱夏天作文600字1.docx
-
如何听课评课和进行教学反思.docx
-
门窗工程质量验收.docx
-
五上语文第二单元.docx
-
三都建县50周年实施方案.docx
