 数控车毕业设计讲解Word文档下载推荐.docx
数控车毕业设计讲解Word文档下载推荐.docx
- 文档编号:22609792
- 上传时间:2023-02-04
- 格式:DOCX
- 页数:16
- 大小:98.86KB
数控车毕业设计讲解Word文档下载推荐.docx
《数控车毕业设计讲解Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《数控车毕业设计讲解Word文档下载推荐.docx(16页珍藏版)》请在冰豆网上搜索。
1.3.3左端螺纹路线7
1.3.4车内锥路线8
1.4确定加工参数8
1.4.1主轴转速9
1.4.2进给速度9
1.4.3背吃刀量9
1.5数控加工工序卡9
1.6编写加工程序10
1.6.1右端加工程序10
162左端加工程序12
第二章零件加工步骤14
1.1输入加工程序14
1.2进行对刀14
1.3自动加工并进行修调14
1.4完成所有步骤后最终形状14
结论15
参考文献16
Ra1.0
—l/Zi
10
25
A
70±
0J
技术要求
1未注尺寸公差按GR3804-M
零件加丄表面二i不应肓划瘟、擦恢、
2诲损伤零件表面的缺陷
3去際韦刺飞边
4未注僵角G2
Q
第一章零件加工工艺分析
1.1零件图工艺分析
零件结构工艺性是指在满足使用要求的前提下零件加工的可行性和经济性,即所设计的零件结构应便于加工成型并且成本低,效率高。
对零件进行结构工艺性分析时要充分反映数控加工的特色,一定要把重点放在零件和毛坯图纸初步设计与设计定型之间的工艺分析性审查与分析。
典型轴类零件
材料
出例
圈号
45#^
1:
1
制圈
湖崩皂吒职业財学融?
控技木专业
审械—
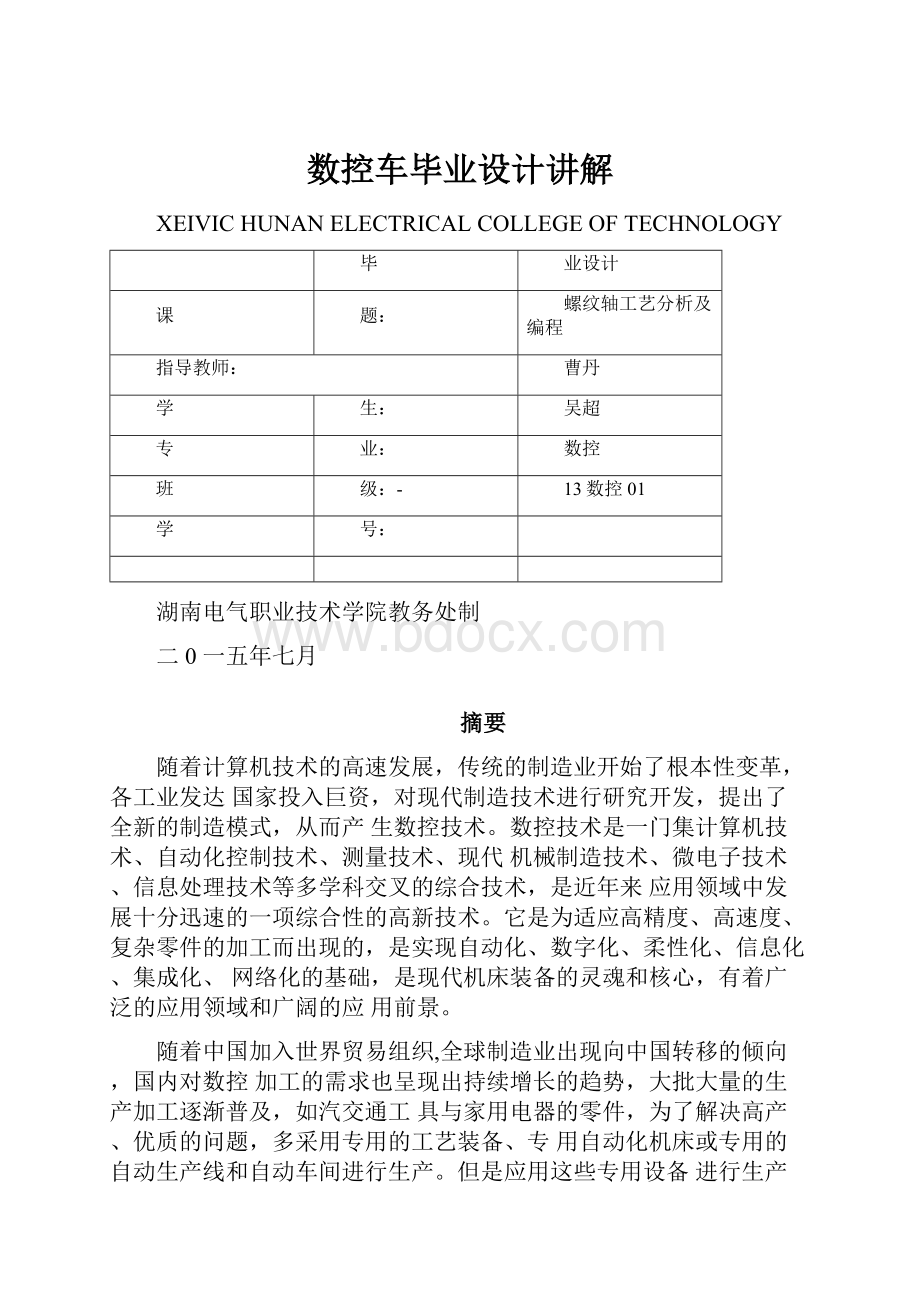
图1-1
1.1.1零件轮廓形状
由图1-1得知零件有外圆、孔、沟槽、螺纹、圆弧,因此得知所需刀具类型有外圆车刀、外沟槽刀、外三角形螺纹刀、钻头、内孔车刀。
1.1.2零件尺寸要求
由图1-1得知最大外圆要求©
45°
-0.039。
另一外圆要求©
30°
-0.039,内圆©
240+0.033长度要求200+0.13,总长要求70±
).1
1.1.3零件粗糙度和同轴度要求
由图1-1得知外圆©
40、©
300-0.039要求Ra1.6,其余表面为Ra3.2,©
30
的圆和©
45的圆要求同轴度为©
0.04,该零件需两次装夹,为保证同轴度,车右
端时应把©
45的园一起车至长度52
1.1.4毛坯
毛坯选用45钢。
45钢为优质碳素结构钢,硬度不高,易切削加工,模具中常用来做模板,稍子,导柱等,但需进行热处理。
45钢广泛的用于机械制造,这种钢机械性能很好。
但是这是一种中碳钢,淬火性能并不好。
如果需要表面硬度,又希望发挥45号刚的优质性能,常将45号
钢表面淬火,这样就能得到需要的表面硬度。
1.2装夹方案分析与确定
1.2.1夹具的选择
由于毛坯为棒料,采用三爪自定心卡盘夹紧定位,因零件须进行两次装夹才能完成。
因左端有螺纹且©
24的外圆长度又短不易装夹,所以先加工右端,再进行左端加工。
1.2.2加工顺序
在数控机床上加工的零件图形复杂多样,特别是轮廓有曲线的图形我们须对零件制定加工顺序,制定合格的顺序从而达到,质量优,效率高。
车削原则一般是先粗后精。
留精车余量逐步提高精度。
先近后远,毛坯离对刀点距离远短则是越近。
基面先行,基面一般是先加工处来的,因为零件其余尺寸都是以基准面进行测量,如果基准面没车好,就难以保证其余的尺寸。
1.3零件加工路线
由于每个零件结构形状不同,各表面的技术要求也有所不同,故加工时,其定位方式则各有差异。
一般加工外形时,以内定位,加工内形是又以外形定位。
因而可根据定位方式的不同来化分工序。
此为轴类零件,毛坯为圆棒料,考虑到既要编程简单,又要提高加工精度此零件可用G71加工出圆柱部分。
1.3.1右端路线
132左端路线图
133左端螺纹
134车内锥路线
1.4确定加工参数
数控编程时,编程人员必须确定每道工序的切削用量,并以指令的形式写人程序中。
切削用量包括主轴转速、背吃刀量及进给速度等。
对于不同的加工方法,需要选用不同的切削用量。
切削用量的选择原则是:
保证零件加工精度和表面粗糙度,充分发挥刀具切削性能,保证合理的刀具耐用度,并充分发挥机床的性能,最大限度提高生产率,降低成本
1.4.1主轴转速(n)
根据表查得,硬质合金刀具材料切削中碳钢件时,切削速度取100~130m/min,根据公式n=1000u(nd)及加工经验,并根据实际情况,本课题粗加工时主轴转速选取600r/min,精加工时主轴转速选取1000r/min,切槽时主轴转速选取200r/min。
切削速度参考表
零件材料
刀具材料
ap/mm
0.038~0.13
2.4~0.38
4.7~2.4
9.5~4.7
f/(mm。
r-1)
0.13~0.05
0.38~0.13
0.75~0.38
1.30~0.76
uc/(m.min'
)
低碳钢
咼速钢
——
70~90
45~60
20~40
硬质合金
165~215
120~165
90~12
中碳钢
30~40
r15~20
100~130
75~105
55~75
灰铸钢
35~46
25~35
20~25
105~135
:
60~75
黄铜青铜
85~105
70~85
45~70
185~215
150~185
120~150
铝合金
70~105
[30~45
135~215
90~135
60~90
1.4.2进给速度(f)
粗加工是,为提高生产效率,在保证工件质量的前提下,可选择较高的进给
速度,粗车时一般取为0.3~0.5mm/r,精车时常取0.1~0.3mm/r,切槽时宜取0.05~0.1mm/r。
1.4.3背吃刀量@p)
在车床主体夹具刀具和零件这一系列刚性允许的条件下,进可能选取较大的
背吃刀量,以减少走刀次数提高生产效率。
本零件选取背吃刀量粗加工选取2mm,精加工选取0.2。
1.5数控加工工艺卡
程序编制是零件图纸到编制零件加工程序和制作介质的全部过程,整个程序由人工完成。
一台数控机床之所以能自动加工不同形状、不同尺寸、不同技术要求的零件,全在编制人员根据零件图的要求,在制定工艺的基础上,将每一把刀具每一次走刀的运动参数及工艺参数,按运动的顺序与所用机床规定的指令代码及程序格式编制成加工程序,输入到机床的数控装置,机床才能准确无误的加工出正确的零件。
工步
号
工步内容(走刀路线)
功匕匕G厶冃
T刀具
/、
切削用量
转速
/(mm.r-1)
进给速度
背吃刀量
/mm
1
夹住棒料一头,留出长度约45mm(手动加工),调出程序
2
粗精车右端面
G1
T01
600
0.3
3
粗车右端面外轮廓
G71
4
精车右端外轮廓
G70
1000
0.1
0.2
5
手动钻20的通孔
6
粗车右端内轮廓
T02
400
7
精车右端内轮廓
700
8
调头加工左端,夹住右端©
40的外圆
9
粗精车左端面
粗车左端外轮廓
11
精车左端外轮廓
12
切外沟槽
G01
T03
350
0.05
13
车螺纹
G92
T04
500
1.6编写加工程序
程序号
编程系统
FANUCoi
序号
程序
简要说明
右端程序
N010
M3S600
主轴正转600r/min
N020
T0101
选择1号刀,并建立工件坐标系
N030
G00X100Z100
快速换刀点
N040
G00X51Z2
快速刀循环起点
N050
G71U2R2
G71粗加工循环N70到N120
N060
G71P70Q120U0.4W0.2F0.3
N070
G0X25
快速定位
N072
G1X30Z-0.5
倒角
N080
G1Z-22
加工©
30的外圆
N090
G2X36Z-25R3
加工R3的倒圆角
N100
G1X40
N110
G1Z-35
N112
G1X45Z-37.5
加工45度的斜角
N114
Z-52
45的外圆
N120
X51
退刀
N122
G0X100Z100
N130
M05
主轴停止
N140
M00
程序暂停,对粗加工进行测量
N150
重新调入1号刀
N160
M03S1000
启动主轴,转速1000r/min
N162
G0G42X51Z2
N170
G70P70Q120F0.1
精加工循环
N180
G0G40X100Z100
退刀到换刀点
N190
N200
程序暂停
N210
T0202M3S400
调入2号刀
N220
G00X19Z2
N230
G71U1.2R1
G71粗糙循环
N240
G71P250Q282U-0.4W0.2F0.2
粗加工循环从250到280
N250
G0X27
N260
G1Z0
N270
X24Z-11.39
加工17度的内锥面
N280
Z-20
24的内孔
N282
X19
N284
G0Z100X100
N300
N310
程序暂停,对零件进行测量
N320
T0202
重新调入2号刀
N330
M3S700
主轴正传,转速1000r/min
N332
G0G41X19Z2
N340
G70P250Q282F0.1
精车循环
N350
N360
N370
M30
程序停止
左端程序
建立工件坐标系
G71P70Q132U0.4W0.2F0.3
G00X19
G1X24Z-0.5
G01Z-5
24的外圆
X26
C2倒角起点
X29.8W-2
加工C2倒角
Z-19
加工M30螺纹的大径
X44
Z-20X46
倒角C0.5
N132
N134
M3S1000
主轴正转1000r/min
N172
G70P70Q132F0.1
G00G40X100Z100
T0303
换成3号切槽刀
S350M3
主轴正转350r/min
G00X48
G01X24F0.05
切槽
G04X1.0
槽底暂停一秒
快速退出
X100Z100
T0404M3S500
换4号螺纹刀
N290
G0X34Z2
车螺纹循环起点
G92X29.1Z-16F2
粗精车螺纹
X28.5
27.9
X27.5
X27.4
N380
主程序结束
第二章零件加工步骤
1.1输入加工程序
1.开机先检查机床,一切没问题后在打开总电源,然后再打开数控系统的电源,早显示屏上应出现机床的初始位置,再检查面板上的按钮功能是否正常,若正常,就可以进行下一步操作。
2回零,开机正常后,机床首先应该是进行回零操作。
3输入加工程序。
1.2进行对刀
设定工件坐标,进行式切对刀,并按下主功能的补偿健,进行参数设置的状态,将所用各把刀具的刀偏量x.z输入刀具的参数库里面,完成对刀。
1.3自动加工并进行测量修调
1选择主功能的自动执行功能
2选择执行程序
3显示工件坐标
4按下启动按钮
5在加工过程中遇到紧急情况,应立马按下急停按钮
6加工完成,取下工件,清洁机床
1.4完成所有步骤后最终形状
结论
毕业设计是大学学习的一个重要组成部分,每一名大学生在毕业之前都必须完成一份毕业设计,它是对我们学习成果的综合性总结和检阅。
在老师耐心的指导下,经过半个多月的努力,我顺利的完成了一份毕业设计。
在做毕业设计的过程中我翻阅了大量相关知识,我更加完善了自己的专业知识,把以往没有学会的知识重新学会,把学过的知识再次温习了一遍,进一步的巩固了自己的专业知识。
两年多来通过对数控专业的学习,不仅学会了相关的专业知识,也使我更加认识到数控这个新兴的行业在现代工业中的重要地位,大量的高精度零件、配件离不开数控,高精度的模具设计更是离不开数控加工中心,随着经济的发展,社会的进步更加高科技的五轴、六轴联动加工中心已经出现,它能加工出更多以往无法加工出的模具。
本次毕业设计,在向指导老师请教及她的精心指导过程中,我深刻体会到老师认真负责的工作态度,严谨的治学精神和深厚的理论知识水平。
在此期间,我学到的不仅是我们的专业知识,还从中学习了许多待人处事的道理、方法,通过对老师们社会阅历的了解,对我们这些刚刚大学毕业的学生今后的生活和工作有了很大的帮助。
在设计的过程中我们遇到的小困难也是层出不穷,在对这些困难的解决中,同学们共同分析、探讨,无形中,不仅使我们之间的关系更加融洽,更培养了我们的团队合作精神。
通过此次毕业设计,我受益非浅。
这对于我以后的工作和生活都有很大的帮助。
参考文献
【1】兰建设•机械制造工艺与夹具[M].北京.机械工业出版社,2012.
【2】黄云清.公差配合与技术测量[M].北京.机械工业出版社,2011.
【3】陈文凤.机械工程材料[M].北京.理工大学出版社,2010.
【4】刘绍忠.金工实训[M].长沙.中南大学出版社,2008.
【5】嵇宁加工编程与操作高等教育出版社;
2008
【6】赵长明数控加工工艺及设备北京:
高等教育出版社;
2003
【7】袁哲俊金属切削刀具上海:
上海科学技术出版社;
1993
【8】王爱玲数控机床加工工艺北京:
机械工业出版社;
2006
2013
【9】温够萍《AutoCAD2010使用教程》北京北京理工大学出版社
【10】靖华数控加工技术高等教育出版社;


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 毕业设计 讲解
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
juniper无线中文配置手册.docx
-
发展经济学复习题库.docx
-
MRP修改高级教程.docx
-
仿佛造句.docx
-
RC522通过SPI方式读写M1卡.docx
-
seresCOD中文说明书解析.docx
-
SYB创业计划书服务业.docx
-
妇产科护理质量评价标准.docx
-
vfp练习题.docx
-
WLAN典型建筑结构覆盖案例分析A筑物结构覆盖方案及成本分析草稿.docx
-
高考地理总复习优选试题51.docx
-
爱的句子大全.docx
-
高考真题化学试题.docx
-
安全警示牌样例范本模板.docx
-
高一历史马克思主义的诞生.docx
-
奥林匹克复习题.docx
-
高中教育最新高一语文下学期期末考试试题4.docx
-
高中物理基础知识点总结精选范文.docx
-
高中语文人教版必修四第3课《哈姆莱特》教案语文.docx
