 某变速箱厂总平面设施布置设计Word文档格式.docx
某变速箱厂总平面设施布置设计Word文档格式.docx
- 文档编号:22334044
- 上传时间:2023-02-03
- 格式:DOCX
- 页数:39
- 大小:743.48KB
某变速箱厂总平面设施布置设计Word文档格式.docx
《某变速箱厂总平面设施布置设计Word文档格式.docx》由会员分享,可在线阅读,更多相关《某变速箱厂总平面设施布置设计Word文档格式.docx(39页珍藏版)》请在冰豆网上搜索。
0.022
防松垫片
Q215
0.010
34
轴端盖圆
0.050
33
0.020
32
通气器
0.030
31
视孔盖
30
垫片
橡胶纸
29
机盖
HT200
2.500
28
600000
0.006
27
0.016
26
0.103
25
机座
3.000
24
轴承
0.450
23
挡油圈
22
毡封油圈
羊毛毡
21
键
Q275
0.080
20
定距环
0.090
19
密封盖
18
可穿透端盖
HT150
0.040
17
调整垫片
08F
16
螺塞
15
14
游标尺
13
大齿轮
40
1.000
12
11
轴
0.800
10
9
2400000
0.025
8
端盖
7
6
齿轮轴
1.400
5
4
1200000
0.014
3
2
1
2、作业单位的划分
根据变速箱的结构及工艺特点,设立如表2所示的11个作业单位,分别承担原料储存、备料、热处理、加工与装配、产品性能试验、生产管理等各项生产任务。
表2作业单位建筑汇总表
作业单位名称
用途
建筑面积
/(mxm)
备注
原材料库
储存钢材,铸锭
20x30
露天
铸造车间
铸造
12x24
热处理车间
热处理
12x12
机加工车间
车、铣、钻
12x36
精密车间
精镗、磨销
标准件、半成品库
储存外购件、半成品
组装车间
组装变速箱
锻造车间
锻造
成品库
成品储存
办公、服务楼
办公楼、食堂等
80x60
设备维修车间
机床维修
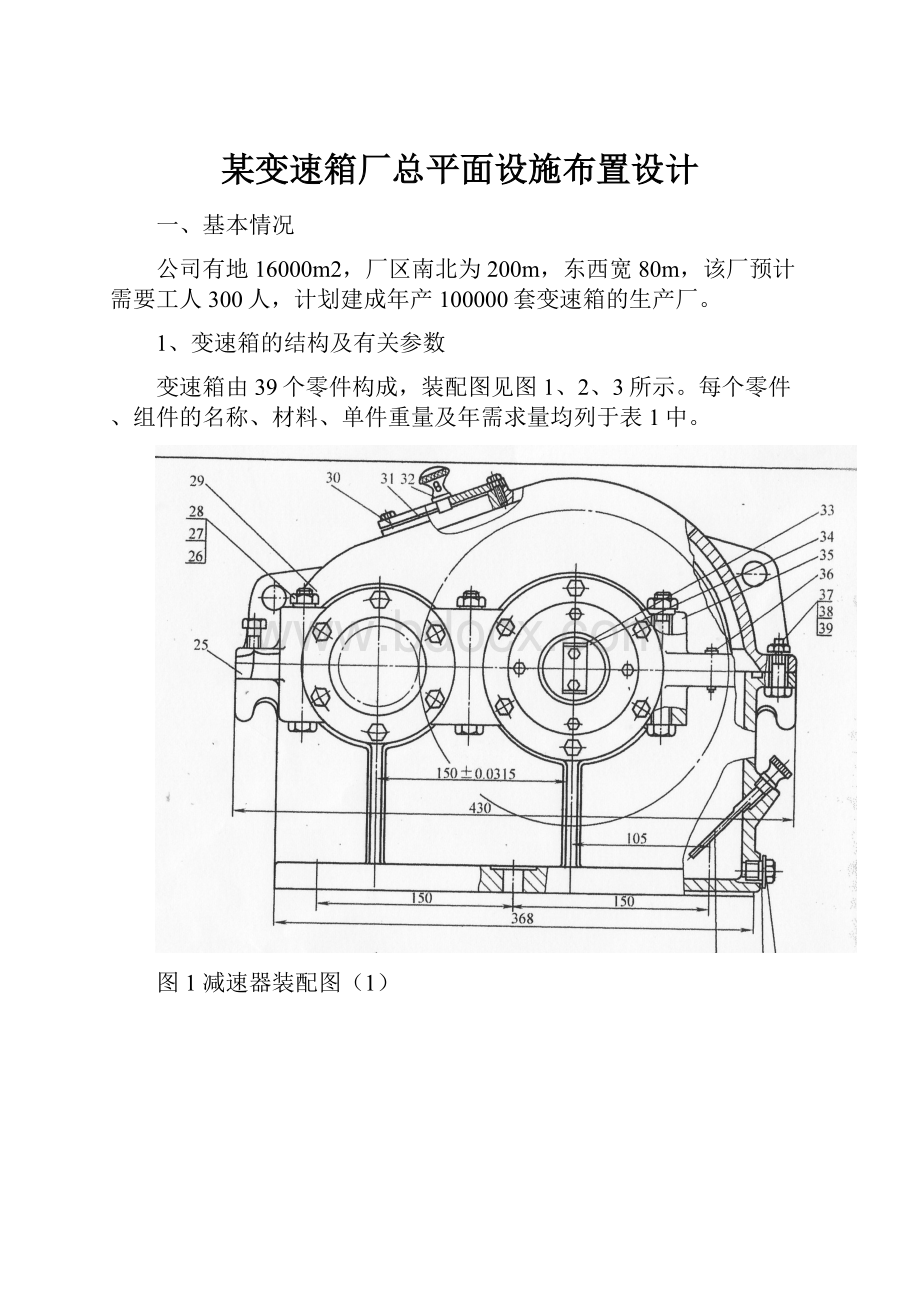
3、变速箱生产工艺过程
变速箱结果比较简单,因此,生产工艺过程也比较简单,总的工艺过程可分为:
零、组件的制作与外购;
半成品暂存、组装;
性能试验与成品存储等阶段。
零件的制作与外购:
变速箱上的标准件、异型件如塑料护盖、铝制标牌等都是采用外购、外协的方法获得,入厂后由半成品库保存,其他零件由本厂自制,其工艺过程分别见表3至表8所示。
表中各工艺加工前工件重量=该工序加工后工件的重量/该工序材料利用率。
表3机盖加工工艺过程表
件号
单件质量/kg
年产总质量
250000
工序内容
工序材料利用率(%)
备料
80
粗铣、镗、钻
精铣、镗
98
半成品库
暂存
表4机座加工工艺过程表
表5大齿轮加工工艺过程表
粗铣、插齿、钻
渗碳淬火
磨
表6轴加工工艺过程表
80000
粗车、磨、铣
精车
95
表7齿轮轴加工工艺过程表
140000
表8端盖加工工艺过程表
计划年产量/kg
5000
60
标准件、外购件与半成品暂存:
生产出的零、组件经检验合格后,送入半成品库暂存。
定期订购的标准件和外协件均存放在半成品库。
组装:
所有零件、组件在组装车间集中组装成变速箱成品。
性能测试:
所有组装出的变速箱均需进行性能试验,不合格的就在组装车间进行修复,合格后送入成品库,即不考虑成品组装不了的情况。
产品存储:
所有合格变速箱存放在成品库等待出厂。
二、产品——产量分析
生产的产品品种的多少及每种产品产量的高低,决定了工厂的生产类型,进而影响着工厂设备的布置形式。
根据以上已知条件可知,待布置设计的变速箱厂的产品品种单一,产量较大,其年产量为100000台,属于大批量生产,适合按产品的原则布置,宜采用流水线的组织形式。
三、产品工艺过程分析
1、计算物流量
通过对产品的加工、组装、检验等各种加工阶段以及各工艺过程路线的分析,计算每个工艺过程各工序加工前工件单位质量及产生的废料重量,并根据全年生产量计算全年物流量。
具体计算过程如表1所示。
毛重/kg
废料/kg
铸造废料
锻造废料
机加工废料
精加工废料
全年总质量
2.500/(0.8*0.8*0.98)=3.9860
3.9860*0.2=0.7972
3.9860*0.8*0.2=0.6378
3.9860*0.8*0.8*0.02=0.0510
1.486*100000=148600
3.000/(0.8*0.8*0.98)=4.7832
4.7832*0.2=0.9566
4.7832*0.8*0.2
=0.7653
4.7832*0.8*0.8*0.02=0.0612
1.783*100000=178310
1.000/(0.8*0.8*0.98)=1.5944
1.5944*0.2
=0.3189
1.5944*0.8*0.2+1.5944*0.8*0.8*0.02=0.0204
0.595*100000=59440
0.800/(0.8*0.95*0.98)
=1.0741
1.074*0.2+1.074*0.8*0.95*0.02=0.0163
1.074*0.8*0.05=0.0430
0.274*100000=27410
1.400/(0.8*0.95*0.98)
=1.8797
1.8797*0.2+1.8797*0.8*0.95*0.02=0.0286
1.8797*0.8*0.05=0.0752
0.480*10000=47970
0.050/(0.6*0.8)
=0.1042
0.10424*0.4=0.0417
0.10424*0.6*0.2=0.0125
0.0542*100000=5420
2、绘制各零件的工艺过程图
根据各零件的加工工艺过程与物流量,绘制各零件的工艺过程如图1——图6所示。
图中序号分别为:
1—原材料库,2—铸造车间,3—热处理车间,4—机加工车间,5—精密车间,6—半成品库,8—锻造车间。
图6端盖物流量
0.0417
原材料
3、绘制产品总工艺过程图
变速箱总的生产过程可分为零件的加工阶段——总装阶段——性能实验阶段,所有零件,组件在组装车间集中组装。
将变速箱所有工艺过程汇总在一张图上,得到变速箱总工艺过程如图7所示。
该图清楚的表示出变速器生产的全过程以及各工序单位之间的物流情况,为进一步进行深入的物流分析奠定了基础。
四、物流分析
1、绘制从至表
根据变速箱工艺过程表,绘制出变速箱工艺过程物流从至表。
如表所示。
表变速箱加工工艺从至表(单位:
t)
至
从
合计
887.3
295.4
159.5
1342.2
707.7
326.6
551.1
102.0
797.5
320.0
127.6
1347.1
224.5
550.0
774.5
1299.2
326.5
1457.3
1022
870.0
287.1
7448.6
编制(日期)
审核(日期)
2、绘制物流强度汇总表
根据产品的工艺过程和物流从至表,统计各单位之间的物流强度,并将物流强度汇总到物流强度汇总表之中。
表物流强度汇总表
作业单位对(路线)
物流强度/t
1—2
4—5
797.7
1—4
4—6
1—8
4—8
2—4
5—6
3—4
6—7
3—5
7—9
3、划分物流强度等级
将各作业单位对的物流强度按大小排序,自从达填入物流强度分析表中,根据物流强度分别划分物流强度等级。
作业单位对或称为物流路线的物流强度等级,应按物流路线比例或承担的物流量比例来去确定。
针对变速箱的工艺过程图,利用表5-2中统计的物流量,按由小到大的顺序绘制物流强度分析表5-3,表5-2中未出现的作业单位之间不存在固定的物流,因此,物流强度等级为U级。
表5-3物流强度分析表
物流强度(单位:
15030045060075090010501200
物流强
度等级
A
E
I
O
4、绘制作业单位物流相关图
根据以上分析,绘制作业单位物流相关表,如图5-1所示。
图5-1作业单位物流相关图
五、作业单位非物流相互关系分析
针对变速箱生产特点,制定各作业单位间相互关系密切程度理由如表6-1所示。
根据表6-2制定变速箱“基准相互关系”(见表6-2),在此基础上建立非物流作业单位相互关系图,如图6-1所示。
表6-1变速箱各作业单位关系密切程度理由
编号
理由
工作流程的连续性
安全及污染
生产服务
振动,噪声,烟尘
物料搬运
人员联系
管理方便
信息传递
表6-2作业单位基准相互关系等级表
符号
含义
比例
绝对重要
2—5
特别重要
3—10
重要
5—15
O
一般密切程度
10—25
U
不重要
45—80
X
负的密切程度
不希望接近
图6-1作业单位非物流相关图
六、作业单位综合相互关系分析
从表5-4和表6-3可知,变速箱厂作业单位物流相互关系关与非物流相互关系不一致。
为了确定各作业单位之间综合相互关系密切程度,需要将两表合作后再进行分析判断。
其合并过程如下:
1、选取加权值
加权值的大小反映工厂布置时考虑因素的侧重点,对于变速箱厂来说,物流因素(m)影响并不明显大于其它非物流因素(n)的影响,因此,取加权值m:
n=1:
2、综合相互关系的计算
根据该厂各作业单位对之间物流与非物流关系等级的高低进行量化,并加权求和,求出综合相互关系如表7-1所示。
当作业单位数目为11时,总作业单位对数为:
N=11*(11-1)/2=55,式中,N为作业单位对数。
因此,表7-1中将有55各作业单位对,即将有55个相互关系。
表7-1作业单位之间综合相互关系计算表
作业单位对
关系密切
综合关系
物流关系加权值:
非物流关系加权值:
分数
等级
1—3
1—5
1—6
1—7
1—9
1—10
1—11
2—3
2—6
2—7
2—8
2—9
2—10
-1
2—11
3—6
3—7
3—8
3—9
3—10
3—11
4—7
4—9
4—10
4—11
5—7
5—8
5—9
5—10
5—11
6—8
6—9
6—10
6—11
7—8
7—10
7—11
8—9
8—10
8—11
9—10
9—11
10—11
3、划分关系密级
在表7-1中,综合关系分数取值范围为-1—8,按分数排列得出各分数段所占比例如表7-2所示,在此基础上与表7-3中推荐的综合相互关系密级程度划分比例进行对比,若各等级相差太大,则需要对表7-1中作业单位对之间的关系密切程度作适当的调整,使各等级比例与表7-3中推荐的比例尽量接近。
表7-2综合相互关系密级等级划分
总分
关系等级
作业单位对数
百分比(%)
3.6
5.4
7.4
9.1
0—1
65.4
表7-3综合相互关系密级与划分比例
作业单位对数比例(%)
绝对必要靠近
特别重要靠近
一般
20—85
不希望靠近
0—10
4、建立作业单位综合相互关系表
将图7-1中的综合相互关系总分转化为关系密级等级,绘制成作业单位综合相互关系图,如图7-1所示。
图7-1作业单位综合相关关系图
七、工厂总平面布置
1、综合接近程度
由于变速箱厂作业单位之间相互关系数目较多,为绘图方便,先计算各作业单位的综合接近程度,如表8-1所示。
综合接近程度分数越高,说明该作业单位越应该靠近布置图的中心;
分数越低,说明该作业单位应该远离布置图的中心,最好处于布置图的边缘。
因此,布置设计应该按综合接近程度分数高低顺序进行,即按综合接近程度分数高低顺序来布置作业单位顺序。
表8-1综合接近程度排序表


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 变速箱 平面 设施 布置 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
富平县博达红霞现代农业生态示范园项目可行性研究报告.docx
-
高中历史 第8单元 19世纪以来的世界文学艺术 第24课 音乐与影视艺术试题 新人教版必修3.docx
-
关于感受的语句摘抄.docx
-
五一劳动节活动总结.docx
-
七年级生物营养物质的吸收和利用.docx
-
井架安装方案缆风绳.docx
-
口算卡.docx
-
高中毕业生班主任评语精选范文.docx
-
华为INtess呼叫中心白皮书.docx
-
基于单片机的智能窗帘控制系统设计毕业设计.docx
-
广西桂林市学年高一语文上学期期中试题.docx
-
全国自考国际贸易理论与实务试题及答案.docx
-
化工厂领导安全生产演讲稿范文.docx
-
江苏省常州市届高三地理一轮复习第三章6农业作业含答案及解析.docx
-
河南科技大学儿科复习重点.docx
-
某小城镇建设基础设施项目建设可行性研究报告.docx
-
民事诉讼法试题库概要.docx
-
中班下学期工作总结与中班下学期教师个人工作总结汇编doc.docx
-
化学会考复习.docx
