 产品和过程审核Word格式文档下载.docx
产品和过程审核Word格式文档下载.docx
- 文档编号:22316413
- 上传时间:2023-02-03
- 格式:DOCX
- 页数:72
- 大小:50.69KB
产品和过程审核Word格式文档下载.docx
《产品和过程审核Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《产品和过程审核Word格式文档下载.docx(72页珍藏版)》请在冰豆网上搜索。
产品包装标识不合格
表面质量
表面挺括、饱满、整洁
面料缝合牢固,平齐吻合
座椅内外表面不存在任何危及人生安全的尖锐物
总成焊接牢固,表面清洁,无焊渣、焊熘
涂层牢固,无色差,无划伤
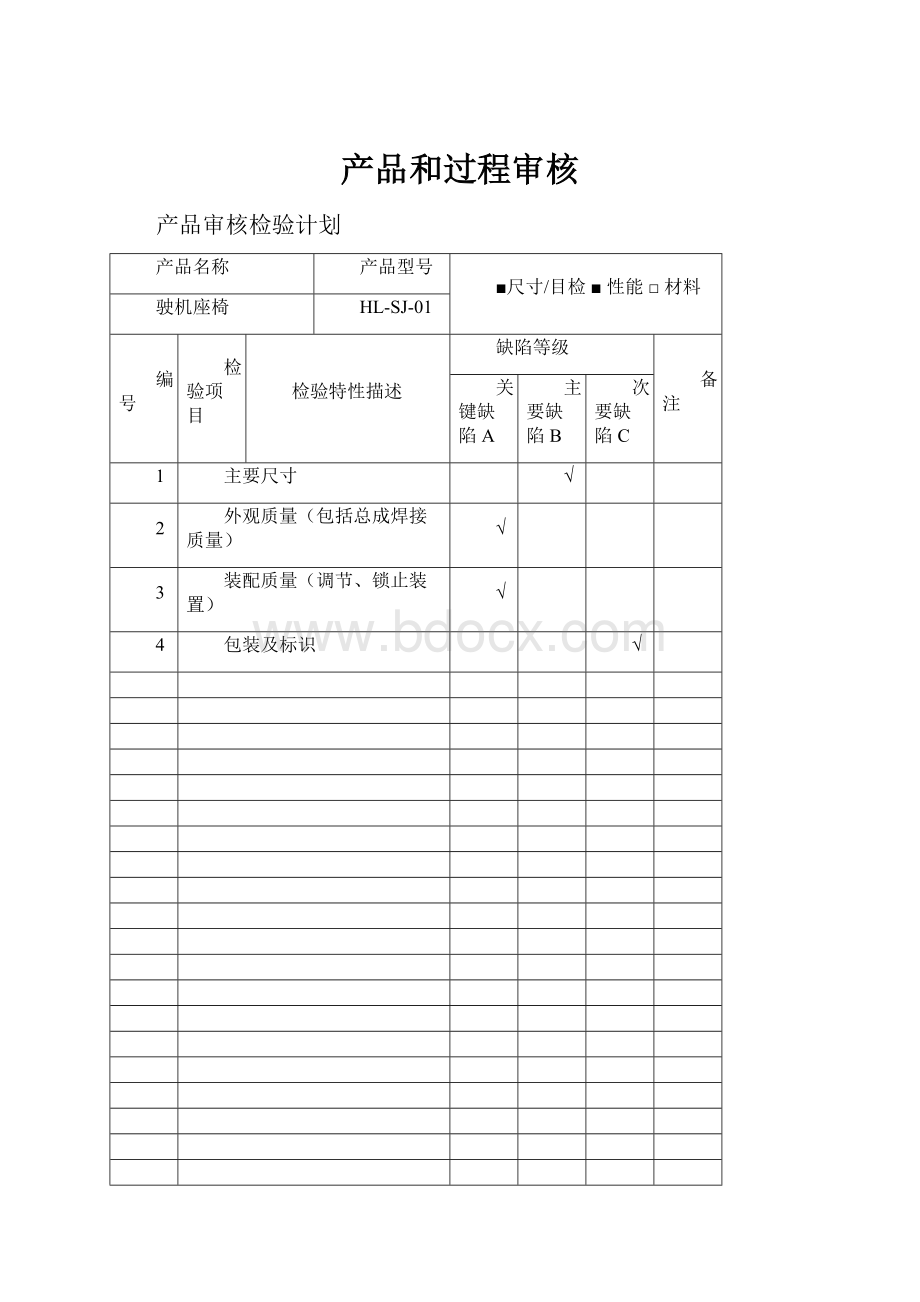
尺寸
重要尺寸(SC、Z)
一般尺寸
间隙尺寸、毛刺尺寸
产品功能特性
靠背前后上下平齐
靠背松紧适当,前后回位灵活,无失效现象
横移顺畅
调节器灵活自如,限位有效
装配牢固,无错装、漏装
注:
1)尺寸精度和配合精度分为两种缺陷等级时,超差大于公差50%者为重一级缺陷,否则为轻一级缺陷;
2)表面质量缺陷分为两种等级时,按严重度区分,工作表面质量缺陷为重一级,其他表面缺陷为轻一级;
3)没有按内包装标准要求包装为重一级,包装质量缺陷为轻一级(不符合顾客要求的对外包装的特殊标识为重一级);
4)当测量设备轻微损坏不影响测量结果时为轻一级,否则为重一级;
编制/日期:
沈洪涛2013/07/8审核/日期:
徐兵2013/07/8批准/日期:
王海涛2013/07/8
产品审核计划表
编制
审核
批准
审核目的:
通过对产品的客观评价,获得本公司产品的质量信息,确保产品的质量水平。
审核范围:
适用于对已检验合格入库产品进行定量和定性分析的产品质量审核。
审核员:
郧文龙
被审部门人员:
审核安排
时间
抽样地点
产品名称/型号
数量
审核员
备注
2013.9.11
成品库
编制:
审批:
产品质量审核记录单
HL/JY-08-08
取样时间
取样地点
生产日期
序号
检验内容及要求
检验仪器
及方法
检验结果
fp
QKZ
包装及
标识
目测
合格
外观质量
目测、手触
装配质量
(调节、锁止装置)
工作台
手测
目测
外形尺寸
885*720*1120mm
卷尺
总宽
880±
880
椅脚高
240±
240
安装尺寸固定式
730±
730
安装尺寸滑轨式
715±
715
座椅高
440±
5
钢直尺
440
座椅深
座垫宽
靠背高
731
靠背宽
420±
422
靠背调整角度
105°
-125°
角度尺
110°
横移行程
70±
71
产品一致性
产品名称、型号规格与获证产品名称一致
一致
产品结构与型式试验样品一致
关键零部件和材料与产品描述一致
缺陷加权
∑FP
∑QKZ
A=关键缺陷;
B=主要缺陷;
C=次要缺陷
A=系数10;
B=系数5;
C=系数1;
10
100%
日期:
SJ01
有轻微划伤
型号
950*720*1075mm
安装尺寸
765mm
440mm
450mm
445mm
座垫角
2°
720mm
425mm
肘靠高
200mm
肘靠宽
40mm
靠背与座垫夹角
105°
靠背角度调整范围
20°
座椅左右调整范围
70mm
98.2%
产品质量审核评价报告
HL/JY-08-09
产品型号
2013.9.11
产品名称
成品为
供货商
样品
2012.8.15
检验内容
n
检验数量
缺陷数
缺陷扣分
A类
B类
C类
6
7
8
9
11
12
13
14
15
16
17
18
19
20
21
22
23
24
∑
决定:
认可■
总结:
经审核发现被检查产品中有1项C类和1项B类的缺陷,按程序规程定的准则判定该批号产品符合规定的质量要求,给予放行。
对被查出的问题:
4工序,表面黑色的颜色拐角处均匀度不太理想。
召集外协操作工至现场说明要求,加强注意。
从本次产品审核的结果来看,本厂产品的质量基本稳定可靠,未出现大的质量缺陷,但由于是抽检,可能存在风险,我们将本厂的产品审核计划及顾客的要求继续进行产品审核。
需彩取的措施
是
否
完成日期
向外协商表明态度,要求改正
2013.12前
质量审核员
日期
报告分发对象:
各科室
1*5
98.2
过程审核日程安排表
审核小组成员
姓名
所在部门
组内职务
徐兵
品质部
审核组长
沈洪涛
综合办
林美娟
审核日程安排
日期/时间
工作内容
人员
2013.9.15早8:
00-8:
30
审核首次会议
各部门负责人
8:
30~下午4:
现场审核
生产现场
4:
30~5:
00
审核末次会议
现场审核安排
审核时间
审核部门
审核过程
30~12:
生产部
5个生产过程,对材料、加工要求、尺寸参数,工装模具、人员能力等
下午1:
00~4:
成品检验、检查资料
编制/日期
审批/日期
编号:
HL/QR-8-09
过程审核检查表
审核员(日期)
徐兵/13.9.15
第页共页
部门/工序
生产过程
审核内容
审核情况描述
评分
产品诞生过程
要素3:
过程开发策划;
要素4:
过程开发落实
批量生产
要素5:
供方/原材料
要素6:
生产每个工序编号如下:
6.1.1~6.1.5人员/素质
6.2.1~6.2.7生产设备/工装
6.3.1~6.3.5运输/搬运/贮存/包装
6.4.1~6.4.6缺陷分析/纠正措施/持续改进
要素7:
服务/顾客满意度
过程审核报告
HL/QR-08-10
徐兵
审核类型
过程审核
审核日期
2013.9.15
审核原因
3C初审整改
过程审核历史
过程审核结果:
符合率91%
级别A
审核结果说明:
过程审核评定标准
总符合率%90至10080至90小于80
对过程的评定:
符合有条件符合不符合
级别名称:
A---具有质量能力B---有条件的质量能力C—不具有质量能力
过程审核评述:
经审核,工厂的生产过程质量能力充分并受控,达到顾客的要求,审核中有一项为6分,对应要素为7.5,分析处理问题的人员,对相相应质量技术统计分析方法,不是很熟练,应作出相应的培训计划并实施。
但审核中采取的是抽问,可能存在着一定的偏大差,同时由于是首次审核,对各部门的审核及回答问题的判定打分有可能出现一定的偏高或偏低,所以对过程能力的控制还要加强。
我们将按工厂的过程审核计划及顾客的要求继续进行过程审核。
过程审核评分/符合率一览
备注:
过程审核结果一览表
HL/QR-8-11
首次
总符合率%
对过程的评定
级别名称
90至100
符合
A---具有质量能力
80至90
有条件符合
B---有条件的质量能力
小于80
不符合
C—不具有质量能力
HL/QR-8-12
A:
过程开发策划
Epe=94%
B:
nb
Ez=85.7%
生产
工序
要素
6.1.1
6.1.2
6.1.3
6.1.4
6.1.5
6.2.1
6.2.2
6.2.3
6.2.4
6.2.5
6.2.6
6.2.7
6.3.1
6.3.2
6.3.3
6.3.4
6.3.5
6.4.1
6.4.2
6.4.3
6.4.4
6.4.5
6.4.6
Eu1=88%
Eu2=93.3%
Eu


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 产品 过程 审核
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
四年级数学上册寒假作业69.docx
-
优质文档大学生暑假社会实践报告范文1500字精选多篇word版本 12页.docx
-
招标投标管理流程与表格工具.docx
-
上海杨浦一模上海市杨浦区届高三上学期期末考试一模物理试题及答案.docx
-
新北师大版五年级数学上册 小数除法 教案.docx
-
四年级数学下册口算天天练全面系统实用39.docx
-
乘胜前进正视不足严格自律企业员工试用期优秀工作总结与乘飞机要学点安全知识汇编doc.docx
-
不动产登记数据整合建库技术设计书.docx
-
山东省潍坊市学年高一上学期第一学段模块监测期中英语试题 Word版含答案.docx
-
中班游戏魔毯教案.docx
-
ExcelVBA实例教程#051不打开工作簿取得其他工作簿数据.docx
-
自考公共关系学重点笔记.docx
-
中国汽车数字化服务市场专题分析.docx
-
山西省新绛县第二中学学年高二下学期期中考试语文试题原卷版.docx
-
什么节日要烧纸钱模板 10页.docx
-
新教材部编人教版小学语文四年级上册6蝙蝠和雷达教案.docx
-
苏教版小学六年级上册数学期终总复习计划及教案.docx
-
市政污水处理工程案例分析.docx
-
一课一研总结.docx
