 液压传动课程设计指导书Word格式.docx
液压传动课程设计指导书Word格式.docx
- 文档编号:22251654
- 上传时间:2023-02-03
- 格式:DOCX
- 页数:18
- 大小:902.20KB
液压传动课程设计指导书Word格式.docx
《液压传动课程设计指导书Word格式.docx》由会员分享,可在线阅读,更多相关《液压传动课程设计指导书Word格式.docx(18页珍藏版)》请在冰豆网上搜索。
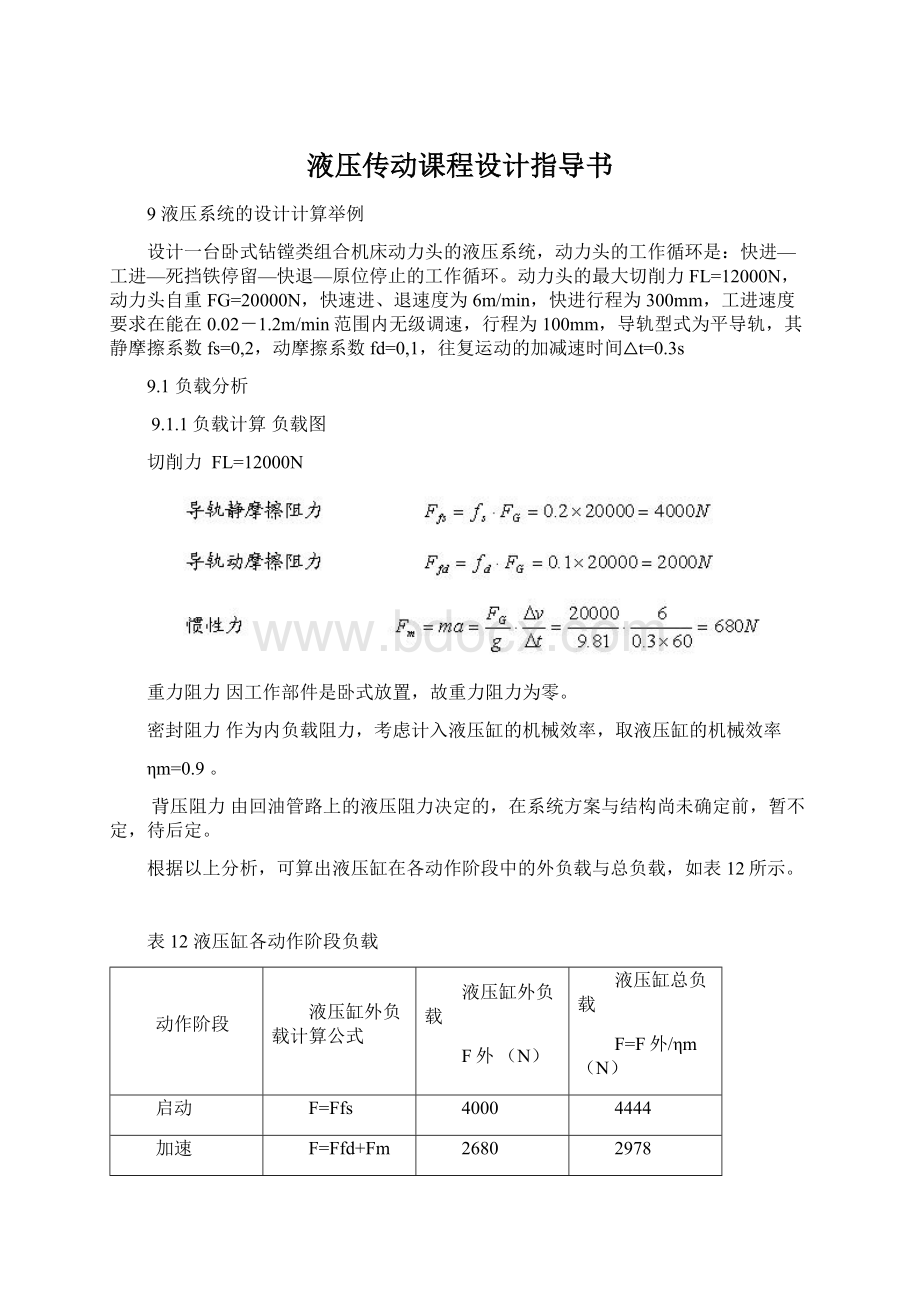
启动
F=Ffs
4000
4444
加速
F=Ffd+Fm
2680
2978
快速
F=Ffd
2000
2222
工进
F=FL+Ffd
14000
15556
快退
注:
表中ηm=0.9
根据表12的数值可绘制出F-l负载图,如图20所示。
9.1.2速度分析速度图
据题义,快速进、退速度相等,即v1=v3=6m/min,行程分别应为l1=300mm,l3=400mm;
工进速度v2=0.02~1.2m/min,v2max=1.2m/min,v2min=0.02m/min,行程为l2=100mm;
根据这些数据可绘制出如图21所示的v-l速度图。
9.2初步确定液压缸的结构尺寸
9.2.1初选液压缸的工作压力
由表3、表4可知,组合机床的最大负载为15556N时宜初选液压缸的工作压力p1=3MPa。
9.2.2计算确定液压缸的主要结构尺寸
因要求v1=v3,故选用单杆活塞油缸,快进时液压缸作差动连接,快退时液压缸有杆腔进油,无杆腔回油,这是须A1=2A2,(d=0.707D)。
因为是钻镗类组合机床,为了防止钻孔加工时,孔钻通时的滑台突然前冲,挥有路中应有背压。
由表2暂取背压0.6MPa。
查得调速阀(Q-10B~Q100B)的最小稳定流量为Qvmin=0.05L/min=0.05×
10-3m3/min,由式
由此可见,这类调速阀无论是放在进油路还是放在回油路上,液压缸的有效作用面积A1、A2均可满足工作部件最低稳定速度的要求。
9.3液压缸的工况分析与工况图
液压缸整个工作循环中各阶段所需的流量、压力和功率的实际值如表13所示。
根据上表可绘制液压缸的工况图如图22所示。
9.4拟订液压系统原理图
9.4.1选择液压基本回路
1)调速回路与油源形式的选择
由工况图9-13可以看出,该机床液压系统的功率小(<
1kW),速度较低;
钻镗加工是连续切削。
切削力变化小。
故采用节流调速的开式回路是合适的。
为了防止钻通时工件部件突然前冲,增加运动的平稳性,系统采用调速阀的进油节流调速回路,并在回油路中加背压阀,如图23所示。
2)油源控制形式及其压力控制回路
由工况还可以看出,该系统由低压大流量和高压小流量两个阶段组成,其最大流量与最小流量之比Qmax/Qmin=17.1/(0.113~0.8)=2.51~151.3,而相应的时间之比t工/t快=(5~300)/4=1.25~75。
一般较多的工况是出现在v2=0.02~1.2m/min的平均值情况,若按此平均值考虑,上述的比值仍然很大。
因此为了节能,考虑采用双联叶片泵油源供油。
在进油节流调速回路与双泵供油形式确定的情况下,油源的压力控制回路也就基本确定,如图23所示。
该回路中的溢流阀是根据系统工进时泵的最高工作压力调定,则液控顺序阀的调定压力应高于快速空行程时的最高压力,而低于工作进给所需的压力。
当系统执行元件做快速运动时,溢流阀与液控顺序阀均关闭,使双泵同时供油;
当执行元件做工进运动时,系统压力升高,液控顺序阀开启,使右泵通过液控顺序阀卸荷,单向阀关闭,使左泵向系统供油做工进运动,这种调压与卸荷功能的协调动作,使系统在完成快速进退和工进运动的同时达到节能的目的。
3)快速运动与换向回路
由于系统要求快进与快退速度相等,因此在双泵供油的基础上,快进时采用液压缸差动连接快速运动回路;
快退时采用液压缸有杆腔进油、无杆腔回油的快速运动回路;
并且将液压缸两腔作用面积比设计为A1=2A2。
由工况图可以看出,系统在快退时的进油量为17.1L/min,回油流量为17.1×
56.7/28.5=34.02L/min,系统流量不大,工作压力也不高,故采用电磁换向阀的换向回路。
为便于实现差动连接,采用三位五通电磁阀。
如图25所示。
由于液控顺序阀的调定压力比快进与快退时泵的工作压力高,但比工进时泵的工作压力低,确保快进时,形成差动连接回路,工进时断开此差动连接。
4)速度换接回路
由工况图中可以看出,当动力头部件从快进转为工进时,输入液压缸得到流量由27.64L/min降至0.8L/min,滑台速度变化较大,可选用行程阀来控制快进转工进的速度换接,以减少液压冲击。
当工进后转快退时,挡块在工进行程中仍将行程阀压下着,为了不影响快退速度,特在回路中设置一与调速阀并联的单向阀,使快退时能使液压缸的回油通过单向阀直接回油箱。
5)行程终点的控制方式
这台机床用于钻、镗孔(通孔与不通孔)加工,因此要求行程终点的定位精度高。
另外对于镗孔加工,为保证“清根”,使刀具在工进结束前,有一个短暂的停留时间,因此在行程终点采用死挡铁停留的控制方式。
如图26所示。
当运动部件碰到死挡铁后,系统压力升高,由压力继电器发出信号,操纵电磁铁动作,使电磁换向阀切换。
9.4.2将液压回路综合成液压系统
将上述选出的各回路组合画在一起,就可得出如图27所示得到液压系统原理图(不包括另外圈出的单向阀a。
将此图仔细检查一遍,发现还存在一些系统干扰和烦琐等问题,须做进一步的修正。
1)工进时,由于液压缸的进油管路与液控顺序阀、背压阀相通,而背压阀压力较低,使液压缸进油腔无法建立起应有的压力而无法工进,必须在回路中入图串接一个单向阀a,将进、回油路隔开。
2)两个液控顺序阀b与c,均是在工进时开启,使回油箱的油路接通,只要将顺序阀b与后面的背压阀位置对调一下,即可将两个液控顺序阀合并为一个,省去一个阀。
3)为压力阀的调压方便,应在所有需测压的地方添制压力表的测压管路,并连接到压力表开关上。
4)确定电磁铁与行程阀动作表,如表14所示。
9.5计算和选择液压元件
9.5.1确定液压泵的规格与电动机功率
1)液压泵工作压力的计算
(1)工进时液压泵最大工作压力的计算
由表13和工况图可知,工进时液压缸的最大工作压力为3.05MPa,如进油路上的压力损失取0.8MPa,,为了使压力继电器能可靠、有效地工作,取其调整压力比系统最大工作压力再高0.5MPa,则系统在工进时的最高工作压力应为
2)快速运动时液压泵最大工作压力的计算
双联泵中的大流量泵只有在快进和快退运动时才向系统供油。
由表9-10和工况图可知,快退时的工作压力比快进时大,为2.04MPa,如取快退时进油路上的压力损失为0.5MPa,则系统在快退时的最高工作压力应为
表14工况表
动作名称
信号来源
电磁铁
行程
阀9
1DT
2DT
YJ
快进
启动按钮
+
-
-+
当块压下行程开关
+
死挡铁停留
工作部件压在死挡铁处
-
—+
+
压力继电器发讯
+—
原位停止
挡铁压下终点开关
表中“+”表示电磁铁通电,“-”表示电磁铁断电;
“-+”表示行程阀抬起至压下或压力继电器微动开关从断开至合上,“+-”相反。
表15液压元件型号与规格
序号
液压元件名称
通过的最大实际流量(L/min)
型号
规格
接口尺寸
数量
1
双联叶片泵
YB-10/12
(10/12)L/min
6.3MPa
2
滤油器
22
XU-40×
100
40L/min
100μm
3
单向阀
I-25B
25L/min
φ12
4
溢流阀
10
Y-25B
5
液控顺序阀
17.5
XY-25B
6
背压阀
X2F-B10D
20L/min
(0.5~1)MPa
φ10
7
三位五通电磁阀
44
35D-63BY
63L/min
φ18
8
I-63B
6.3MP
9
行程阀
22C-63BH
调速阀
Q-25B
(0.05~25)L/min
11
压力继电器
/
DP1-63B
调压范围
1~6.3MPa
φ11
12
压力表开关
K-6B
6.3MPa
φ4
13
压力表
Y-60
测量范围
M14×
1.5
表17液压元件在额定流量下的额定压力损失
元件
压力损失
△pvn(×
105Pa)
4


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 液压 传动 课程设计 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
信号与系统实验4.docx
-
饮料业务员工作总结与计划.docx
-
四年级下数学练习小数加减法.docx
-
河北省大名县第一中学学年高二历史下学期周考试题.docx
-
学年秋季学期教科版小学一年级科学上册教案全.docx
-
四至六年级词语归类.docx
-
英语专四真题及答案.docx
-
学年最新苏教版七年级数学上学期期中考试综合模拟测试题1及答案精编试题.docx
-
苏教版小学五年级下册科学教案.docx
-
河北省辛集中学届高三上学期第三次阶段考试英语试题Word版含答案.docx
-
影响顾客忠诚度的因素分析及策略探析.docx
-
血液生物化学探讨.docx
-
河南省名校届高三考前最后一卷理科综合 2.docx
-
锁定钢板在骨科创伤中应用的新进展.docx
-
优化方案届高三化学一轮复习教师文档 第7章 化学反应速率与化学平衡第1讲化学反应速率.docx
-
一等奖中考作文像爱妈妈一样爱你.docx
-
太忠中心完小第一次少先队活动记录.docx
-
黑龙江九年级第5单元第3课英文作文大全.docx
-
有限元分析技术课程大作业.docx
 党支部书记抓基层党建工作述职报告.docx
党支部书记抓基层党建工作述职报告.docx
- 最新西师版数学四年级下册教案Word文档下载推荐.docx
- 尊敬的各位老师大家下午好今天我就小学英语中的语音Word文件下载.docx
- 最新经济法基础模拟试题与答案文档格式.docx
- 最新高一数学上学期期中检测必修1+数学试题3优秀名师资料Word格式文档下载.docx
- 装配式结构住宅楼脚手架搭设方案Word格式文档下载.docx
- 最新人教部编版小学语文四年级上册21古诗三首说课稿Word格式文档下载.docx
- 重庆市中考英语真题试题A卷含答案新文档格式.docx
- 专题71 力考点题型解密解析版Word文档格式.docx
- 总务护士工作总结范文五篇Word格式.docx