 钣金喷涂件检验规范Word下载.docx
钣金喷涂件检验规范Word下载.docx
- 文档编号:22249764
- 上传时间:2023-02-03
- 格式:DOCX
- 页数:73
- 大小:35.45KB
钣金喷涂件检验规范Word下载.docx
《钣金喷涂件检验规范Word下载.docx》由会员分享,可在线阅读,更多相关《钣金喷涂件检验规范Word下载.docx(73页珍藏版)》请在冰豆网上搜索。
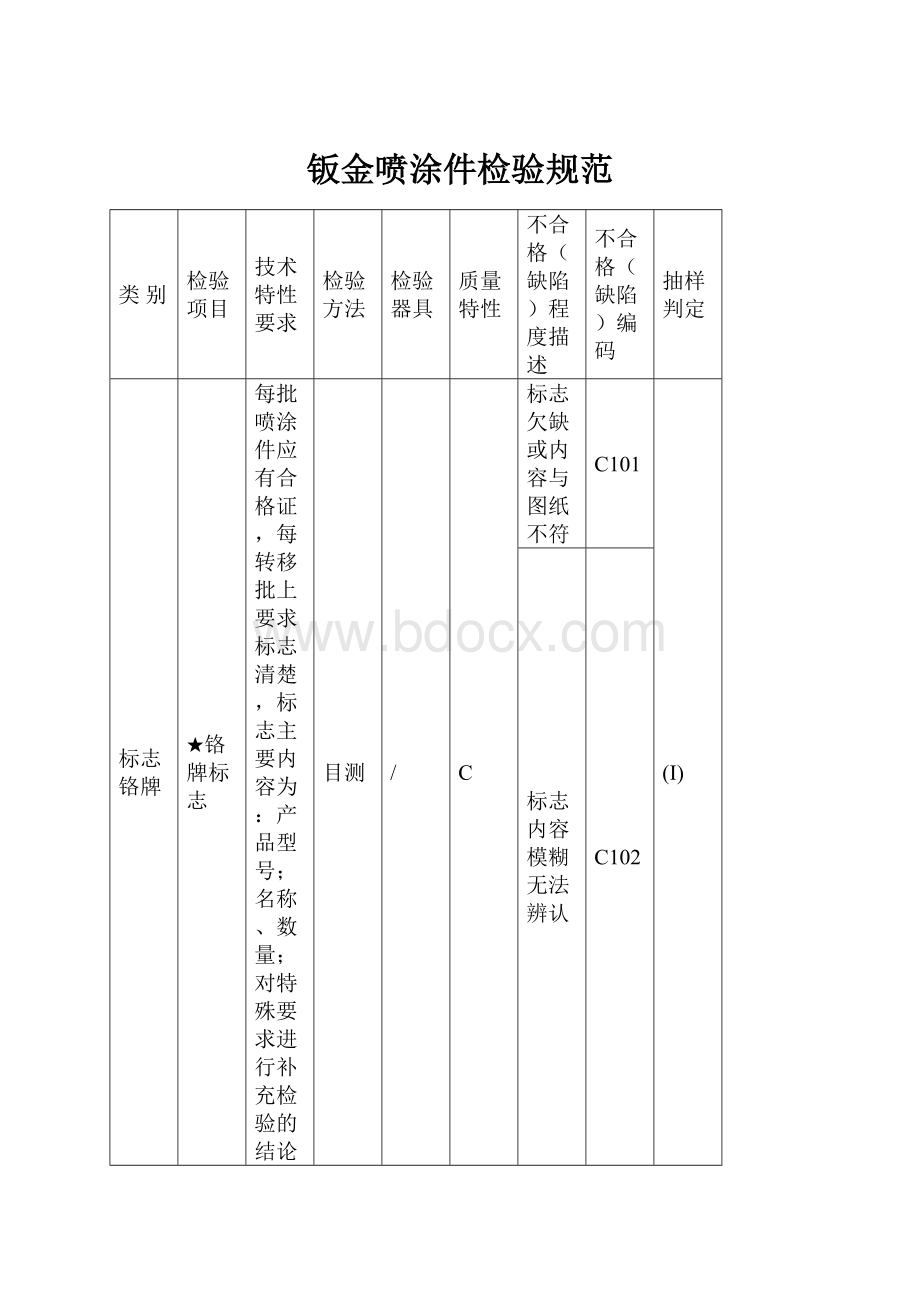
★焊点质量
1、焊点的大小及排列应符合图纸要求。
2、焊点应平整圆整,无焊穿、松焊、虚焊及周边严重飞溅现象。
3、非喷涂钣金件焊点应涂银油,无明显生锈现象;
喷涂件用钣金毛胚半成品焊点不涂银油。
目测、测量、手扳
卡尺
B
焊穿,松焊,脱焊,在外观装配可见部位焊点周边严重飞溅
B304
结构尺寸
★结构尺寸
结构尺寸符合图纸或封样件或相应的技术标准要求
游标卡尺、千分尺、卷尺
结构尺寸不符合
B401
★海绵件尺寸
C403
性能要求
★涂层基体材料
1.表面涂装的全部户外用钣金类零件及部分户内用钣金类零件,基材要求使用非钝化热镀锌板,其它方面符合《金属冷冲压件技术条件》中有关技术要求。
热镀锌板要求符合《连续热镀锌钢板及钢带》2.柜机室内机左右侧板,基材要求使用冷轧板喷涂(可以使用非钝化热镀锌板和电镀锌板),其它方面符合《金属冷冲压件技术条件》中有关技术要求。
冷轧板性能要求符合《冷连轧薄钢板及钢带》,热镀锌板要求符合《连续热镀锌钢板及钢带》,电镀锌板要求符合《连续电镀锌钢板及钢带》。
镀锌板:
先将喷涂件部分涂层破坏掉,然后将10%盐酸溶液(含%SbCl3)分别滴加于涂层破坏露出基材的部位以及进行比对的热镀锌板材料表面。
如果立即有大量气泡冒出,且冒气泡的时间与热镀锌板基本相等,则为热镀锌板;
否则不是热镀锌板。
冷轧板:
用10%盐酸溶液(含%SbCl3)滴在除去涂层的试样表面,无冒泡则为冷轧板。
试剂、烧杯、滴管
涂层基底材料不符合
B501
(2;
0,1)
★涂层厚度
a)外观件外表面、底盘、及特殊要求部件涂层厚度要求50μm~250μm(含返工件);
阴极电泳涂装的涂层厚度要求15μm~40μm(含返工件)。
b)阀安装板内侧和左支撑角内侧、使用冷轧板室内机左右侧板内侧涂层厚度要求不小于40μm,使用非钝化热镀锌板或电镀锌板内侧涂层厚度要求不小于10μm。
c)外观件内表面四周距产品边缘10mm以内不允许发青。
d)其他部件内表面涂层允许发青,涂膜厚度不小于20μm(包括镀锌层和磷化膜)。
e)大型商用空调10HP(含10HP)以上室外机部件内表面涂层厚度要求不小于40μm(包括镀锌层和磷化膜)。
附表2
测厚仪
厚度不符合
B502
(10;
涂层材料
特殊要求(如部分机内件)除外,要求使用纯聚酯粉末涂料,纯聚酯粉末涂料成膜前要求见附表5规定
见附表5
涂层本身材料不符合
B503
★焊接性能
螺钉焊接:
用胶棒将焊在底盘上的压缩机螺钉或焊在蜗壳后板上的电机螺钉,用力敲击使之承受外力矩及向下冲击力,螺钉倾钭一定角度(约15°
)后焊点仍焊接牢固,无脱焊、松焊现象。
板材焊接:
用强力将焊接的两部分分开,焊接件必须在焊点四周脱裂,而焊点本身没有脱离。
见前面要求
胶棒
A
焊接性能不符合
A504
磷化膜
磷化后的工件磷化膜层应结晶致密、连续、均匀,在3%NaCl溶液中浸泡5min后室温放置,2小时内不生锈。
磷化后的工件允许以下缺陷:
由于局部的焊接、摩擦、存放、手接触以及表面加工状态的不同而造成颜色和结晶不均匀;
在焊接处和夹渣处无磷化膜;
磷化或后工件不允许以下缺陷:
梳松的磷化膜;
锈蚀或锈斑;
局部无磷化膜(焊接气孔和夹渣处除外)表面挂灰严重。
试剂、烧杯
磷化膜不符合
C505
★涂层硬度
1H以上
见附表7
硬度仪或铅笔
附着力不合格
B506
★涂层附着力
1.粉末静电喷涂件:
按GB/T9286规定试验,室温放置16小时后,用裁纸刀在试样表面划水平及垂直各10条切割线,形成等距方格,划格法要求涂膜附着力不大于0级(百格无脱落)。
按GB/T9286规定试验,划格法要求涂膜附着力不大于0级(百格无脱落)。
涂层厚度小于等于120µ
m时裁纸刀间隔为2mm,涂层厚度大于120µ
m时裁纸刀间隔为3mm,划格过程中刀刃始终垂直于样品表面,用力始终均匀,以划破涂膜见底材为准。
焊接处、拉深处、孔位等部位划格时不允许整格脱落。
戒刀、胶粘带
涂膜附着力不符合
B507
类别
★涂层光泽度
外观面高光表面涂层光泽度为85%~91%,外观面亚光表面涂层光泽度为30~40%,非外观面不作要求。
校准光泽计使其能正确读出高光泽工作标准板的光泽值,然后再读出低光泽工作标准板的光泽值。
在试验漆膜的平行于涂布方向的不同位置取三个读数,再用高光泽的工作标准板校准仪器以确保读数没有偏差。
若结果误差范围小于5个单位,则记录其平均值作为镜面光泽值。
否则再进行三次测定,记录全部六个值的平均值及极限值。
光泽度测试仪
光泽度不符合
B508
涂层抗冲击强度
室温下测试,涂膜抗冲击强度为N·
m,要求涂膜凹面无裂纹、皱纹、剥离现象,凸面无剥离但允许开裂。
取尺寸为30mm×
50mm×
(~)mm的样板,将涂漆试板漆膜朝上平放在铁钻上,试板受冲击部分距边缘不少于15mm,每个冲击点的边缘相距不得少于15mm。
中锤借控制装置固定在N·
m,按压控制纽,重锤即自由地落于冲头上。
提起重锤,取出样板。
同一试板进行三次试验。
然后用4倍放大镜观察,判断漆膜有无裂纹、皱纹及剥落等现象。
冲击仪
抗冲击不符合
B509
涂层柔韧性
涂膜厚度60~80µ
m采用120mm×
(5~50)mm×
(~)mm的镀锌板测试,要求使用不大于2mm的试验轴时,涂层表面无网纹、裂纹或由基材上剥离现象。
用双手将试板漆膜朝上,紧压于规定直径的轴棒上,利用两大拇指的力量在2-3s内绕轴棒弯曲试板,弯曲后两大拇指应对称于轴棒中心线。
柔韧性测定器
涂层柔韧性不符合
B511
涂层耐盐雾性
1、镀锌板喷涂件按GB/T1766评级。
工件边缘、划叉部位及焊接位以外的其他部位失光、粉化、脱落≤1级,生锈、起泡、开裂0级。
用刀片将样板划60°
夹角深透涂层,盐雾试验后,用刀片沿划叉部位刮开涂层腐蚀部分:
两边涂层剥离不超过6mm。
以划叉线垂直方向测量为准,检测部位如图所示区域A;
交叉中心部位涂层剥离不超过直径20mm的圆圈范围,检测部位如图所示区域B。
2、室内机冷轧板按GB/T1766评级。
工件边缘、划叉部位及焊接位以外的其他部位,失光、粉化、脱落≤1级,生锈、起泡、开裂0级。
以此考察粉末涂料的性能。
夹角深透涂层,盐雾试验后,线边泡80%区域不超过2mm区域。
沿划叉部位刮开涂层,两边涂层剥离不超过6mm。
以划叉线垂直方向测量为准,检测部位如图所示区域A。
以此考察前处理磷化效果。
按GB/T1771规定试验,温度35℃±
2℃,盐水浓度为50g/L±
1g/L,用过的溶液不能再用;
样品角度200±
50,样品尽可能成200
;
样品不能接触箱体,样品之间也不能相互接触;
样品上的液滴不能落到其他样品上。
盐雾不能直接喷射到样品上。
样板为75mm×
150mm,划叉“×
”的中心点应在样板的中心部位(38×
80处),如下图所示,划线时必须用力均匀,以划到底材为准,划线过程不允许有间断,直线长度不小于100mm,夹角为60º
(如下图所示);
零部件划叉部位必须是平面,且平面区域不少于70mm×
120mm。
涂层厚度60-80um..阴极电泳厚度大于15um.以两直线交点(交叉点)为圆心,画半径为50mm的圆弧与两直线交4点,连接此4点组成的矩形为检测区域。
室外件试验500h,室内件试验240h,在规定的试验时间结束时,样品拿出用清洁的水冲洗以除去表面残留的溶液。
盐雾箱
耐盐雾性不符合
B512
涂层耐酸碱性
1、镀锌板喷涂件
按GB/T1763规定试验,样件边缘用不干胶纸保护。
耐5%HCl试验240小时,按GB/T1766评级,涂层表面变色和失光≤1级,漆膜起泡、斑点、脱落、开裂等现象0级;
耐5%NaOH试验120小时,按GB/T1766评级,涂层表面变色≤1级,漆膜起泡、斑点、脱落、开裂等现象0级。
2、冷轧板喷涂件
按GB/T1763规定试验,样件边缘用用不干胶纸保护,5%HCl验240小时,5%NaOH试验120h,按GB/T1766评级,涂层表面漆膜起泡、斑点、脱落等现象0级。
见前面技术要求
烧杯
耐酸碱性不符合
B513
涂层湿热性
湿热试验1000h,按附表3、4评级,工件边缘及焊接位以外的其他部位变色≤2级,起泡≤1(S2)级,生锈0级、脱落0(S0)级。
将样板垂直悬挂与样板架上,样板正面不相接触。
放入预先调到温度为47±
1℃,相对湿度96±
2%的调温调湿箱中。
当回升到规定的温度、湿度时,开始计算试验时间。
试验中样板表面不应出现凝露。
连续试验48小时检查一次。
两次检查后,每隔72小时检查一次。
每次检查后,样板应变换位置。
试验1000小时后,对样板进行检查。
湿热箱
耐湿热性不符合
B514
涂层耐候性
Q-U-V试验500h。
使用UV-A光源,波长340nm,60℃×
8h光照、50℃×
4h冷凝为一个循环,按附表4评级,要求高光粉失光不大于1级,亚光粉失光不大于2级,变色0级,粉化0级,裂纹0级。
取尺寸为75mm*150mm*的样品,使用UV-A光源,然后把仪器设定在波长340nm,60℃×
4h冷凝为一个循环,试验500h后,检查试板的破坏现象。
光老化箱
耐候性不符合
B515
喷涂件寿命
将样件送国家认可的大气暴晒试验场(如海南万宁、四川江津等)进行天然暴晒试验,试验1年,按附表4评级要求涂膜失光不大于1级。
取尺寸为250mm*150mm的样品。
对样品作好原始记录,主要包括:
光泽度,开始试验日期。
然后把样品固定在暴露架上,使样品面向赤道,并与地面成45°
,为使样板表面接受最大的太阳辐射量,应把暴露架面与地平线成当地纬度角摆放。
试验三个月内,每半个月检查一次;
试验三个月后,每月检查一次,并作好记录。
暴露架
光泽度仪
喷涂件寿命不符合
B516
耐寒性试验
将试样在-30℃恒温环境下保存6小时,放置至室温后。
要求涂膜无裂纹、皱纹、剥离、起泡现象。
高低温试验箱
耐寒性不符合
B517
耐热水试验
将试样浸入95℃的热水中,20分钟以后,观察涂层表面应无裂纹、无起泡、无变色。
耐热水试验装置
耐热水试验不符合
B518
备注:
1、带“★”的项目为日常进货检验检验项目
2、本作业指导书依据企业标准、、、TG15-0105a
3、其中项目检验涂层光泽度、涂层抗冲击强度、涂层柔韧性、涂层耐酸碱性、涂层耐候性、喷涂件寿命对柜机室内机蒸发器右侧档板类喷涂件不做要求;
喷涂件寿命、耐寒性试验、热水试验对柜机室内机用冷板喷涂件不做要求。
编制/日期
审核/日期
会签/日期
批准/日期
标记
处数
更改文件号
签字
日期
附表1
物料类别号
钣金件
物料类别名称
钣金喷涂件
共13页
第7页
文件号
序号
缺陷
分体室外机及窗机外箱外表面
底盘
阀安装板
内表面(不含底盘、阀安)
1
桔皮
允许轻微桔皮
不考核
2
斑点(粉粒、砂粒、麻点、但不含黑点)
1.ф≤斑点不允许超过5个/100cm2且每件斑点数不超过10个
斑点不允许超过3个/100cm2且每件斑点数不超过6个
斑点不允许超过1个/100m2且每件斑点数不超过3个
4.ф>
斑点不允许出现
1、ф≤斑点不作考核
2、<
ф≤斑点不多于10个/件
3、ф>
1.ф≤斑点不超过5个/件
斑点不超过3个/件
斑点允许出现1个/件
5.对阀安装板内表面斑点不考核
ф>
3
黑点
1.ф≤黑点每个零件的每个表面不超过2个
<
ф≤黑点不允许出现在装机后机身正面和顶部,其它部位每面不允许超过1个/面
3.ф>
黑点不允许出现
4、折弯和双折弯部位阴角位允许存在轻微锌皮堆积和直径小于的气孔。
钝化热镀锌板喷涂件允许细小的气孔存在。
1.ф≤黑点不允许超过2个/件
2.<
ф≤黑点不允许超过1个/件
4
凹凸痕(由材料本身不平或压缩空气中水分引起)
1.ф≤2mm不超过3个/件
不超过2个/件
ф≤10mm不超过1个/件
4.对装机后正面和顶部,只允许出现ф≤的凹凸痕,且不超过3个/面
1、ф≤4mm不考核
ф≤10mm不超过6个/件
10mm不允许出现
ф≤4mm不超过2个
ф≤10mm不超过1个
4.对装机后正面和顶部,只允许出现ф≤的凹凸痕,且不超过3个
不考核
5
折痕(由材料本身或结构设计不合理引起的,难避免的)
1.正面和顶部允许出现长<
10mm折痕1处/面(手感不明显)
2.侧面和后面允许出现长<
20mm折痕1处/面(手感不明显)
1.外表面允许出现长度<
10mm折痕2处/件
2.内表面不考核
6
划伤痕(划痕宽度不大于2mm)
15mm,深度手感、目测不明显,不见底的划痕1处/面
20mm,深度不见底的划痕1处/面
允许出现长<
20mm深度不见底的划痕3处/件
允许出现长度<
20mm深度不见底的划痕1处/件
1.对未见底划痕不考核
2.对见底划痕,见底长度<
15mm宽度<
2mm的,允许出现2处/件
7
发青
1.顶盖边缘要求光滑,边缘不能看见有露出铁基的发青现象。
2.装机后可见部位不允许发青,机身侧面和后面外表面,或装机后不可见部位,因模具拉痕而出现流平缺陷的阴角位,其面积小于20mm2,目测距离400-500mm,不明显的可接收。
底盘和底脚边缘要求光滑,边缘不能看见有露出铁基的发青现象。
不允许
内表面四周距产品边缘15mm以内不允许发青;
内表面其他部位涂层允许发青。
阴角位喷涂层须肉眼可见有粉末遮盖。
8
露底
1.底盘与底脚叠和位允许露底,不允许有锈渍存在,正视底脚外部无露底现象。
不允许露底。
第8页
室外机及窗机外箱外表面
9
涂层厚度
外表面涂层厚度50~250um(含返工件),窗机附件类的内外表面喷涂厚度50-250um(含返工件)。
窗机外箱百叶周围100mm以内在其他性能符合要求时涂层厚度可不作要求,但手摸不能有明显粗糙感。
内外表面涂层厚度50~250µ
m(含返工件)
m
(含返工件)
左支撑角内侧涂层厚度要求不小于40μm。
其他部件内表面涂层厚度不小于20μm(不包括镀锌层)。
说明:
1.对于每件缺陷数的计算,当较大缺陷数在允许范围内时,计算较小缺陷数时,较大的缺陷数应包含在内
2.当黑点缺陷数在允许范围内时,计算斑点的缺陷数时应包含黑点数
3.轻微桔皮的判定:
1目测检验环境要求A、正常办公所需光线强度;
B、目测距离为400~500mm;
C、目光平视,工件平面与水平线夹角的120~140度左右。
目测检查A、无明显桔皮或鱼鳞状
2手感手感无明显凹凸。
附表3
107
第9页
剥落等级评定标准
斑点等级评定标准
等级
剥落面积,%
斑点密度
无斑点
≤
很少几个斑点
少量稀疏斑点
≤1
中等密度斑点
≤3
较多数量斑点
>
15
稠密斑点
附表4
第10页
失光等级评定标准
变色等级评定标准
粉化等级评定标准
失光程度(目测)
失光率,%
变色程度(目测)
色差值(NBS)
粉化状态
无失光
无变色
无粉化
很轻微失光
4-15
很轻微变色
很轻微,仪器加压重,或手指用力擦样板,试布或手指上刚可观察到的微量颜料粒子
轻微失光
16-30
轻微变色
轻微,仪器加压重,或手指用力擦样板,试布或手指沾有少量颜料粒子
明显失光
31-50
明显变色
明显,仪器加压重,或手指用力擦样板,试布或手指沾有校多颜料粒子
严重失光
51-80
较大变色
较重,仪器不加压重,或手指用力较轻擦样板,试布或手指沾有很多颜料粒子
完全失光
80
严重变色
严重,仪器不加压重,或手指用力较轻擦样板,试布或手指沾满大量颜料粒子,或样板出现露底
开裂评定标准
起泡等级评定标准
生锈等级的评定标准
开裂数量
起泡密度
生锈状况
锈点(斑)数量(个)
无可见的开裂
无泡
无锈点
刚有几条值得注意的开裂
很少,几个泡
很少,几个锈点
≤5
有少量的开裂
有少量泡
有少量锈点
6-10
有中等数量的开裂
有中等数量的泡
有中等数量锈点
11-15
有较多数量的开裂
有较多数量的泡
有较多数量锈点
16-20
密集型的开裂
密集型的泡
密集型锈点
20
失光率计算方法:
式中:
Ai为老化后光泽值,Ao为老化前光泽值。
附表5
共13页
第11页
成膜前
项目
指标
依据
测试仪器
外观
颜色均匀、松散不结块、无杂质
不挥发物含量
(105±
2℃,1h)≥99%
GB6554
粒度中值
(33~37)μm
ISO8130-11992(E)
激光粒度分布仪和振动筛法
流出性
≤15S
胶化时间
(105~135)s
GB/T16995
胶化时间测试箱
倾斜流动性
(45~55)mm
ISO8130-51992(E)
倾斜流动测试箱
真实密度
≤cm3
ISO8130-31992(E)
粉末真实密度测试仪
聚酯树脂含量
≥63%
分析方法:
CAFTIRXRD
钛白粉(金红石型)
≥25%
填料
≤12%
附表6
第12页
剩余锌层厚度检测方法
试验溶液
将化学纯六次甲基四胺溶解于500ml浓盐酸(ρ=ml)中,用蒸馏水稀释至1000ml。
取样
取边长55mm的方形或直径63mm的圆形试样。
试验步骤
1、试样使用丙酮将


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 喷涂 检验 规范
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
合同封面.docx
-
工程勘察设计申请表.docx
-
某不良地质场地强夯处理报告.docx
-
创新民主党派民主监督运行机制的思考.docx
-
广元市利州区杨家岩街道办事处.docx
-
火工品管理制度.docx
-
李白《把酒问月》.docx
-
春季学期新北师大版一年级语文下册2《家园》教案.docx
-
工服领用管理规定办法范本.docx
-
国际货运代理的成功之路.docx
-
波利亚怎样解题.docx
-
沥青混凝土路基路面施工方案.docx
-
河南省郑州市新世纪学校届高三英语专题总复习精选强化练习题二百四十.docx
-
翠岗中学初三年级化学教案.docx
-
工作态度不端正的保证书.docx
-
内装修一览表13.docx
-
红外线和紫外线的应用.docx
-
大班体育活动《好玩的方凳》文字稿 自评.docx
-
邻氨基苯甲酸的合成.docx
