 中国技能大赛第六届全国数控技能大赛技术Word下载.docx
中国技能大赛第六届全国数控技能大赛技术Word下载.docx
- 文档编号:22175256
- 上传时间:2023-02-02
- 格式:DOCX
- 页数:13
- 大小:27.13KB
中国技能大赛第六届全国数控技能大赛技术Word下载.docx
《中国技能大赛第六届全国数控技能大赛技术Word下载.docx》由会员分享,可在线阅读,更多相关《中国技能大赛第六届全国数控技能大赛技术Word下载.docx(13页珍藏版)》请在冰豆网上搜索。
(原VMC850B)
广数GSK25i
24
8
(五轴)
大连VDW500
HEIDENHAIN-i- TNC-530
——
4
14
2
1
沈阳VMC0656e
HEIDENHAIN-i-TNC-530
沈阳i5
5
冠泓DU650
SIEMENS840Dsl
2.数控机床装调维修工项目功能部件及机床配备情况
功能部件及设备名称
厂家
数量(台/套)
备注
立式加工中心滑座部件
大连机床集团有限责任公司
6
立式加工中心主轴部件
BV75立式加工中心
北京机电院机床有限公司
配备FANUC系统
(二)数控机床生产厂家、型号及主要参数(仅供参考,如需更详细参数请向厂家咨询)
1.数控车床参数
参数及配置
型号
CKA6150
最高转速(r/min)
2200
定位精度(mm)
X0.03、Z0.04
重复定位精度(mm)
X0.012、Z0.016
最大进给速度(m/min)
X4、Z5
行程(mm)
X280、Z650
刀架形式/刀体规格(mm)
4工位外置刀架(刀体规格为25×
25)
尾座锥孔型号
莫氏5号锥孔
夹具
方圆牌250三爪卡盘
2.数控铣床参数
XD-40
工作台尺寸(mm)
800×
420
刀柄规格
BT-40
8000
X0.020、Y0.016、Z0.020
X0.008、Y0.006、Z0.008
X600、Y420、Z520
X24、Y24、Z20
3.加工中心(四轴)参数
沈阳机床股份有限公司
i5M4.5(原VMC850B)
1000×
500
主轴最高转速(r/min)
X0.010、Y0.010、Z0.010
X0.008、Y0.008、Z0.008
X850、Y560、Z560
快速移动速度(m/min)
X32、Y32、Z30
进给速度(mm/min)
1~10000
数控转台台面直径(mm)
Φ210
数控转台中心高(mm)
160
尾座
莫氏4号顶尖
4.加工中心(五轴)参数
厂家
大连机床集团
有限责任公司
山东冠泓
数控装备有限公司
VDW500
VMC0656e
DU650
12000
定位精度X/Y/Z(mm)
0.015
0.01
重复定位精度X/Y/Z(mm)
0.006
0.005
X800、Y500、Z450
X600、Y560、Z450
X620、Y520、Z460
X30、Y30、Z30
X20、Y20、Z20
X42、Y42、Z42
Φ500
Φ400
Φ650
摆动轴
A轴+20°
/-100°
A轴±
115°
B轴-60º
~+110º
旋转轴
C轴n×
360º
(三)刀具
赛场配备的刀具由山特维克可乐满(SANDVIKCOROMANT)提供。
(四)工具系统
1.赛场配备的刀柄由成都千木数控刀具有限公司提供。
2.赛场配备的组合夹具由北京蓝新特夹具技术有限公司提供。
(五)测量设备
1.数控机床装调维修工项目测量设备双频激光干涉仪、球杆仪由雷尼绍(上海)贸易有限公司提供。
2.测量设备三坐标测量机、粗糙度检测仪、高度检测仪由泰西(北京)精密技术有限公司提供。
(六)CAD/CAM及仿真软件
1.CAXA数控车2013(大赛专用版)、CAXA制造工程师2013(大赛专用版),由北京数码大方科技股份有限公司提供。
2.DelcamPowerSHAPE2014、DelcamFeatureCAM2014、DelcamPowerMILL2014,由英国Delcam公司中国总部提供。
3.学生组用仿真软件VNUC5.0,由北京市斐克科技有限责任公司提供。
4.职工、教师组用仿真软件VERICUT7.3,由北京市斐克科技有限责任公司提供。
5.MasterCAMX7,由美国CNCsoftware,inc.提供。
注:
允许选手自带其他正版软件(需要提供相关证明),但需在报名时向大赛办公室申请。
二、比赛内容
本届比赛以考核学生、教师和职工的综合职业能力为核心,注重零件精度、加工细节和工艺过程的考核。
(一)理论比赛内容与题型
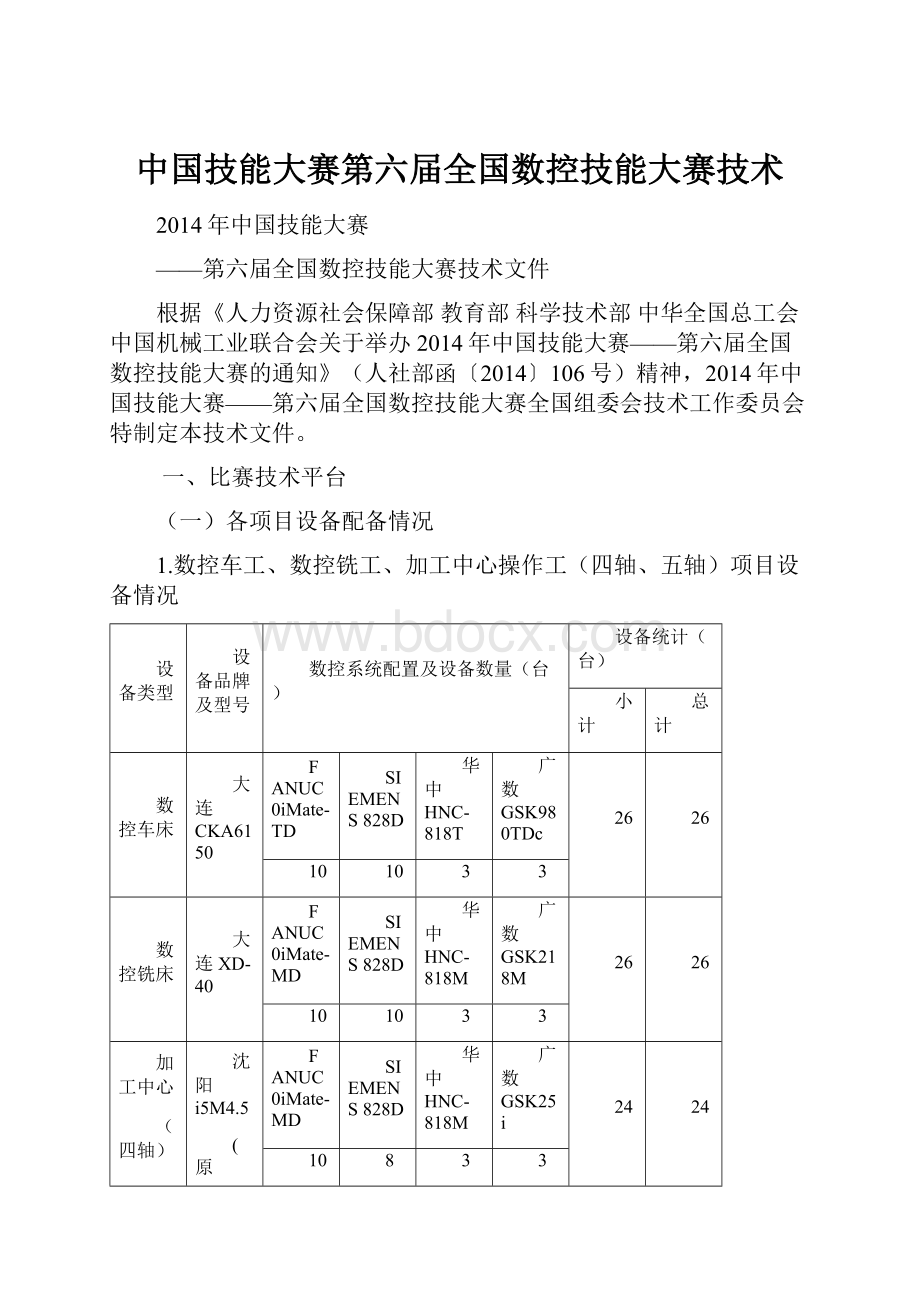
1.数控车工、数控铣工、加工中心操作工(四轴、五轴)项目。
(1)数控机床及工作原理(组成结构、插补原理、控制原理、伺服系统)。
(2)数控加工工艺(加工工艺规范、工件装夹与夹具应用、刀具选用及切削参数选择与应用、材料及热处理、零件检测)。
(3)编程技术(程序格式、常用指令、子程序、固定循环、变量编程)。
(4)数控机床操作与功能调整技术。
(5)现代制造技术:
高速加工、多轴加工、复合加工、微细加工。
(6)考试题型:
选择题、判断题、综合应用题。
2.数控机床装调维修工项目。
(1)数控机床及工作原理(组成结构、插补原理、控制原理、伺服系统)。
(2)数控机床操作与功能调整技术。
(3)现代制造技术:
(4)数控机床电气电路原理,数控机床气、液、仪工作原理。
(5)数控机床精度与检测、数控机床故障诊断与维修。
(二)软件应用比赛内容
(1)CAM软件应用:
典型零件CAM软件的建模、轨迹生成、后置处理以及数控代码生成。
(2)仿真软件应用:
加工过程仿真、程序验证、干涉检查、质量检测和工艺优化。
(1)数控机床控制电路图识读。
(2)数控机床PLC程序识读、编写、修改、验证。
(三)实操比赛内容
1.数控车工项目。
(1)轴类、盘类、环类和异型结构零件加工。
(2)平面、圆柱面、圆锥面、沟槽和螺纹等要素加工。
(3)单件及组合件加工。
(4)尺寸和位置精度不高于IT6级,表面粗糙度不超过Ra0.4μm。
2.数控铣工项目。
(1)平面、圆弧面、曲面、凸台、腔槽及螺纹加工。
(2)钻、扩、铰、镗加工。
(4)尺寸和位置精度不高于IT6级,表面粗糙度不超过Ra0.8μm。
3.加工中心操作工(四轴)项目。
(1)零件圆周部位孔形、槽型和异型结构加工。
(2)零件连接、配合部位加工。
(3)需要第四轴参与插补的加工部位。
(4)单件及组合件加工。
(5)尺寸和位置精度不高于IT6级,表面粗糙度不超过Ra0.8μm。
4.加工中心操作工(五轴)项目考核要点。
(1)典型、特殊角度部位加工,孔形、槽形、特殊型面加工。
(2)需要五轴联动的特征要素加工。
(3)具备特定功能的组合件加工。
5.数控机床装调维修工项目。
(1)功能部件的装配、检测与调整。
(2)加工中心故障诊断与排除。
(3)几何精度检测与调整、定位精度检测与补偿。
(4)数控系统功能设定、调试与验证。
三、比赛规则
(一)理论比赛
1.理论知识比赛以答卷(闭卷)方式进行。
同一个项目的各组别采用相同试卷,比赛时间为120分钟。
满分100分,占总成绩的20%。
2.参赛选手凭本人身份证和参赛证进入考场,在比赛试卷上规定位置填写姓名、准考证号。
试卷其他位置不得有任何暗示参赛选手身份的记号或符号,否则成绩无效。
3.试题答案须在答题纸上填写,草稿纸由现场人员统一提供。
参赛选手自带黑色签字笔、手工绘图相关工具和只有计算功能的计算器,其他任何资料和电子产品禁止带入考场,否则成绩无效。
(二)软件应用比赛
1.软件应用比赛在计算机机房进行。
每位参赛选手一个机位,同一个项目各组别采用相同试卷。
比赛时间120分钟,满分为100分,占总成绩的15%。
2.软件种类及版本原则上由大赛组委会统一推荐。
考虑到实际应用领域不同,参赛选手可以自带正版CAM软件(必须在报名时提出书面申请)。
3.参赛选手必须按参赛试卷上的要求存储全部数据。
不按要求存储数据,导致数据丢失者,按成绩无效处理。
4.如确因计算机故障导致参赛选手中断或终止比赛,由大赛裁判长视具体情况做出处理决定。
(三)实操比赛
1.数控车工、数控铣工、加工中心操作工(四轴、五轴)项目。
(1)数控车工、数控铣工、加工中心操作工(四轴、五轴)实操比赛采用现场实际操作方式,按图纸要求完成试件加工,比赛时间360分钟。
比赛分两个阶段:
第一阶段为单件加工。
时间90分钟,满分15分;
第二阶段为组合件加工。
时间270分钟,满分85分。
实操比赛成绩满分共100分,占总成绩的65%。
实操比赛样题在赛前30天公布。
(2)为方便参赛选手熟悉比赛环境和设备,正常发挥水平,在参赛选手进入赛场,正式比赛前30分钟内,参赛选手可进行熟悉机床、刀具准备等工作,但不能进行工件装夹和试件加工。
此时间不计入比赛时间。
(3)在组合件加工阶段开始前,各参赛队每个项目1名教练(各省队报名表中登记的教练,担任裁判的不能兼任教练)可进入赛场对参赛选手指导,时间10分钟,不计入比赛时间。
(4)因设备故障原因导致参赛选手中断或终止比赛,由大赛裁判长视具体情况做出处理决定。
(5)比赛过程中,参赛选手若需休息、饮水或去洗手间,一律计算在比赛时间内,食品和饮水由赛场统一提供。
(6)比赛过程中,因参赛选手违规操作和工艺制定不当,对机床、夹具造成损坏,经裁判员判定,视情节轻重,做扣分直至终止比赛的处理,并由参赛选手承担相应的赔偿。
(7)如果参赛选手提前结束比赛,应举手向裁判员示意提前结束加工。
比赛终止时间由裁判员记录在案,参赛选手提前结束比赛后不得再进行任何加工。
(8)参赛选手在提交试件时应进行必要的清理,提交后裁判员在零件的指定位置做好标记并经参赛选手在登记簿上签字确认,以便检验和评分。
2.数控机床装调维修工项目。
(1)比赛时间360分钟。
实操比赛成绩满分100分,占总成绩的65%。
比赛样题在赛前30天公布。
(2)为方便参赛选手熟悉比赛环境和设备,正常发挥水平,在参赛选手进入赛场后,正式比赛前30分钟内,参赛选手可进行熟悉设备及准备等工作,此时间不计入比赛时间。
(3)在比赛过程中,各参赛队该项目1名教练(各省队报名表中登记的教练,担任裁判的不能兼任教练)可按规定进入赛场对参赛选手指导,时间10分钟,不计入比赛时间。
(6)比赛过程中,因参赛选手违规操作和工艺制定不当,对设备及检具造成损坏,经裁判员判定,视情节轻重,做扣分直至终止比赛的处理,并由参赛选手承担相应的赔偿。
(7)如果参赛选手提前结束比赛,应举手向裁判员示意提前结束操作。
比赛终止时间由裁判员记录在案,参赛选手提前结束比赛后不得再进行任何操作。
(9)数控机床装调维修工项目实操比赛由多环节组成。
在比赛过程中,如参赛选手无法完成某环节,为保证后续比赛的进行,参赛选手可主动向裁判员申请协助,由赛场指定人员协助完成,但须扣除相应得分。
比赛中参赛选手申请协助次数不得超过3次。
四、评判规则
(一)理论比赛评判
成绩评定由专家组组织裁判完成。
(二)软件应用比赛评判
(三)实操比赛评判
1.零件精度检测由专职检测人员应用检测设备和手工检具完成。
2.成绩评定由专家组组织裁判根据检测结果和评分表完成。
五、成绩组成
总成绩由理论比赛、软件应用比赛和实操比赛三部分组成。
其中,理论成绩占总成绩的20%,软件应用比赛成绩占总成绩的15%,实操成绩占总成绩的65%。
六、组队方式
1.以省、自治区、直辖市为单位组队参赛。
2.数控车工、数控铣工、加工中心操作工(四轴)项目为个人赛项,每个参赛队每项目最多可报8名选手参赛。
其中:
职工组3名、教师组2名、学生组3名(高等职业院校、中等职业学校、高级技校或技师学院3个小组各1名)。
3个赛项共24人。
3.加工中心操作工(五轴)项目为团队赛项(2人组成1队),每个参赛队最多派8名(4队)选手参赛。
职工组2名(1队)、院校组6名(3队,高等职业院校学生/教师、中等职业学校学生/教师、高级技校或技师学院学生/教师3个小组各组成1队)。
4.数控机床装调维修工项目为团队赛项(2人组成1队),每个参赛队最多派8名(4队)选手参赛。
职工组2名(1队),院校组6名(3队,高等职业院校学生/教师、中等职业学校学生/教师、高级技校或技师学院学生/教师3个小组各组成1队)。
5.每个参赛队最多报40名选手参赛。
附件
——第六届全国数控技能大赛支持厂家名单
1.大连机床集团有限责任公司
2.山东冠泓数控装备有限公司
3.沈阳机床股份有限公司
4.北京发那科机电有限公司
5.西门子(中国)有限公司
6.山特维克可乐满
7.北京数码大方科技股份有限公司
8.英国Delcam公司中国总部
9.美国CNCsoftware,inc.
10.广州数控设备有限公司
11.武汉华中数控股份有限公司
12.约翰内斯.海德汉博士(中国)有限公司
13.成都千木数控刀具有限公司
14.北京机电院机床有限公司
15.北京蓝新特夹具技术有限公司
16.雷尼绍(上海)贸易有限公司
17.泰西(北京)精密技术有限公司
18.北京市斐克科技有限责任公司


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 中国 技能 大赛 第六 全国 数控 技术
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
健康手环创业计划书文档格式.docx
-
生产主管年终述职报告pptWord文档下载推荐.docx
-
食堂物资采购招标书正本范本Word格式文档下载.docx
-
生产运作战略练习题答案Word文件下载.docx
-
简易信号发生器和简易频率计课程设计Word格式文档下载.docx
-
秋小一班评语详解Word文档格式.docx
-
社区中秋晚会讲话稿三篇Word格式文档下载.docx
-
施工企业岗位职责范本全套Word格式.docx
-
排列句子连词成句综合练习题Word格式.docx
-
数字电路课程设计自动循环计数器与灯光显示电路Word文档格式.docx
-
山东公务员笔试真题及参考答案山东公务员面试真题Word下载.docx
-
生物质电厂实习报告文档格式.docx
-
普通话考试命题三十篇Word下载.docx
-
太阳能光电建筑一体化实施方案的设计Word文件下载.docx
-
唐山工人医院护理质量管理委员会Word文档格式.docx
-
连云港市控制和查处违法建设实施办法Word格式.docx
-
史玉柱投资失败案例Word文件下载.docx
-
领导在种植开幕式发言与领导在科技奖励推进会发言汇编Word文档下载推荐.docx
-
青年五四奖章事迹材料范文Word文档格式.docx
