 桁架机械手综合训练指导书文档格式.docx
桁架机械手综合训练指导书文档格式.docx
- 文档编号:22116284
- 上传时间:2023-02-02
- 格式:DOCX
- 页数:22
- 大小:552.41KB
桁架机械手综合训练指导书文档格式.docx
《桁架机械手综合训练指导书文档格式.docx》由会员分享,可在线阅读,更多相关《桁架机械手综合训练指导书文档格式.docx(22页珍藏版)》请在冰豆网上搜索。
●电感开关的接线方式、感应材质距离及输出电压的正负
●光电对射开关的接线方式、感应材质距离及输出电压的正负
●传感器在滚轴丝杆有效行程内的安装与感应
1.4.2直线滑轨、滚轴丝杆的安装与调试
●滚轴丝杆与电机的连接及固定
●直线滑轨的安装及作用
●运动控制中其他部件的安装及应用
1.4.3气动元件的安装与调试
●气动元件间的管路连接
●气动方向控制回路的安装
●气动三联件(又称气源处理装置)的安装与应用
●气动夹爪在实际生产中的应用
1.4.4伺服电机及驱动器的安装与调试
●伺服电机及伺服驱动器的安装与接线方法
●伺服驱动器的参数调节
●伺服电机在机械设备运动控制中的应用
1.4.5PLC可编程控制器的应用
●学习PLC的接线方法
●学习PLC逻辑编程
●学习PLC脉冲输出控制
●学习PLC控制器在自动化机械中的应用
1.5设备配置
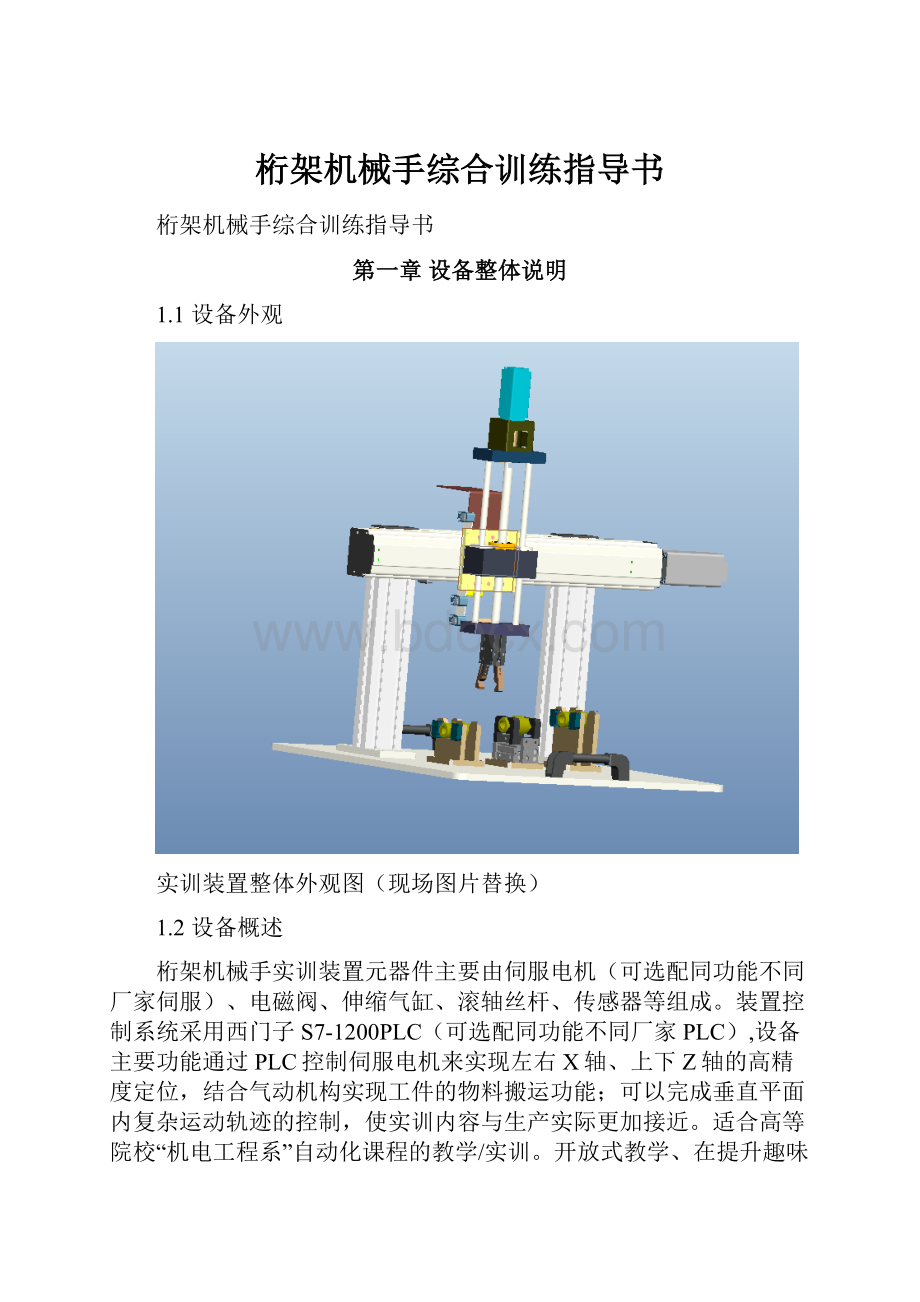
桁架机械手实训装置配置了可编程控制器(PLC)、电器控制装置、驱动器控制、传感器控制、机械手模块等实训机构。
整个装置为模块化结构提供开放式实训平台。
1.6技术参数
1、输入电源:
AC220±
10%;
2、控制电压:
DC24V;
3、整机功率:
<
1KW;
4、气源压力:
0.75MPa;
6、采用高绝缘的安全型插座及带绝缘护套的高强度安全型实验导线;
7、安全保护措施:
具有接地保护、漏电保护等功能,安全性符合相关的国家标准。
第二章桁架机械手机构说明
2.1工作原理
初次上电后,装置进行复位过程,桁架搬运机械手处于零位(光电开关发出信号)。
在按钮模块上按下启动按钮,由PLC程序触发伺服电机驱动器使仓储机械手运动。
2.3机械手搬运模块
2.3.1结构说明
Ø
步进电机1:
用于驱动左右来回移动;
伺服电机2:
用于驱动上下来回移动;
PX1:
电感式接近开关,用于检测左右移动限位,当手移动到最左方时,PX1发出左方限位信号;
PX2:
电感式接近开关,用于检测零点限位,当回零到最达时,PX2发出回零完成限位信号;
PX3:
电感式接近开关,用于检测左右移动限位,当手移动到最右方时,PX3发出右方限位信号;
PX4:
扁平式接近开关,用于检测上下移动限位,当手移动到最下方时,PX4发出下方限位信号;
PX5:
扁平式接近开关,用于检测零点限位,当回零到最达时,PX5发出回零完成限位信号;
PX6:
扁平式接近开关,用于检测上下移动限位,当手移动到最上方时,PX6发出上方限位信号;
设定工作流程:
在按钮模块上按下启动按钮,由PLC程序触发步进电机驱动器使仓储机械手运动。
2.3.2PLC参考程序
详细PLC程序请见虚拟仿真电脑
2.3.3气动原理图
气动控制回路作为仓储机械手出入库机构的执行机构,由PLC控制工件出入库的功能。
电路接线及气动控制回路的工作原理如下图所示:
(JL-811气动原理图)增加二位五通电磁阀说明
2.4调试重点
●在安装伺服电机时,要保持与滚珠丝杆的同轴度,避免电机运转不畅。
●认真阅读步进电机驱动器说明书,了解驱动器的工作原理,做到相关参数能正常设置。
●所有限位开关都要做到有信号灯亮显示,无信号灯灭不显示。
2.5调试运行
在编写、传输、调试程序过程中,能进一步了解掌握设备调试的方法、技巧及注意点,培养严谨的作风。
1)在下载、运行程序前,必须认真检查程序。
在检查程序时,重点检查:
各个执行机构之间是否会发生冲突,采用了什么样措施避免冲突,同一执行机构在不同阶段所做的动作是否区分开了。
2)只有在认真、全面检查了程序,并且再也查不出错误的时候,才可以运行程序,进行实际调试,不可以在不经过检查的情况下直接在设备上运行所编写的程序,如果程序存在问题,很容易造成设备损毁和人员伤害。
3)在调试过程中,仔细观察执行机构的动作,并且在调试运行记录表中做好实时记录,作为分析的依据,来分析程序可能存在的问题。
如果程序能够实现预期的控制功能,则应该多运行几次,检查运行的可靠性以及进行程序优化。
4)总结经验,把调试过程中遇到的问题、解决的方法记录下来。
5)在运行过程中,应该在现场设备时刻注意运行情况,一旦发生执行机构相互冲突事件,应该及时采取措施,如急停、切断执行机构控制信号、切断气源和切断总电源等,以避免造成设备的损毁。
2.6故障诊断
在调试程序过程中,会遇到一些常见问题,下面列举一些常见问题解决办法:
1)为什么按下启动按钮,设备并未开始运行?
a.查看PLC电源是否打开,PLC是否为RUN状态;
b.查看设备处在一个什么工作状态;
c.查看设备急停是否已旋上来;
d.气源气压是否满足条件;
d.若以上情况都没有出现,则重新下载PLC程序,根据实际情况判断。
2)为什么设备不能正常回零?
a.查看PLC处于Stop/Run的工作状态(若为Stop需拨至Run);
b.查看X、Z轴是否在两个极限为之间若不在需要人工手动将X、Z轴移动到两限位之间;
c.若以上情况都没有出现,则重新下载PLC程序,根据实际情况判断。
第三章设备电气控制说明(三天综合训练内容)
3.1电器控制模块
所有模块可单独与其它工作模块组合使用达到不同的组合方式,满足不同的功能组合需求。
所有的工作模块的电器组件连接线方式为:
工作模块>
→→<
组件接口>
集装接线端>
桌面开放端口板>
PLC开放接口>
。
当中每个工作模块的组件接线端与对应的每一个接线端口都进行明确的标号,在接入<
上时采用外开放式接线端子、这样从集装接线端引接过来的各个连接线可以轻松的接入到<
桌面开放面板>
上可自行任意的连接和更换,丛而使得整套系统相对复杂的线路变得简单、清晰而且具有很好灵活性和开放性。
系统控制线由<
通过连接线与<
进行连接,这就使得PLC与工作模块上的组件进行连接时是可以自由选择
3.1.1电气电路组成
电气电路由电源、PLC输入/出、步进电机输入/出、按钮、继电器组成,面板所有接口均与下方的元器件对应连接,在使用时选择正确的接线方法连接即可。
由于面板上的控制元件接口都是直接从电气元件中接出,所以在使用时需先充分阅读各个元器件的硬件接线方法和使用方法。
请勿盲目接线,以防错误接线造成对元件不可逆转的损坏。
3.1.2电气模块组成
控制面板:
此面板用于设备开放端口与控制面板之间的连接及操作。
开放端口:
起到一个集成转接作用,在站点上的每一个模块所有需连接元件的连接线必须经过此处进行转换成可与控制面板连接的端口。
面板中所有端口都有与它对应的接线端子,这样大大减少了在实训过成中多而复杂的线路,使得每一个电气元件的连接线都以开放形式陈列在外。
与控制面板连接时只需通过专用连接线进行对号连接即可。
连接导线:
用于将各个电器元件之间电源与信号连接,装置配置有0.4M、0.6M、1M多种不同颜色和长度的导线,根据需要进行选择应用。
3.2警示灯
警示灯采用外径60的标准型产品,有点亮和常亮型两系列可供选择,指示灯与蜂鸣器可同步工作,也可独立工作。
外壳采用优良性能的工业塑料,增强了耐用性,安全性,直交型棱镜设计,有较好散光性。
报警器还采用底座式固定,特殊连接设计,具备了一定的抗震功能。
光源类型采用发光二极管和白炽灯两种。
还可按实际需求,调整固定杆长度和结构层次,个体之间连接严紧,外形美观。
警示灯可用于多种多样的机器及报警监视等各种警示监控场所。
接线说明:
1、警示灯为DC24V供电,不要在其它超压或欠压电源中使用。
(使用前仔细阅读报警灯使用说明)
2、警示灯共有绿色和红色两种颜色。
引出线五根,其中并在一起的两根粗线是电源线(红线接“+24”,黑红双色线接“GND”),其余三根是信号控制线(棕色线为控制信号公共端,如果将控制信号线中的红色线和棕色线接通,则红灯闪烁,将控制信号线中的绿色线和棕色线接通,则绿灯闪烁
3.3电磁阀
电磁阀所带手控开关有锁定(LOCK)和开启(PUSH)2种位置。
在进行设备调试时,使手控开关处于开启位置,可以使用手控开关对阀进行控制,从而实现对相应气路的控制,从而实现对相应气路的控制,以改变冲压缸等执行机构的控制,达到调试的目的。
(单控电磁阀原理图)
单向电控阀用来控制气缸单个方向运动,实现气缸的伸出、缩回运动。
与双向电控阀区别在双向电控阀初始位置是任意的可以随意控制两个位置,而单控阀初始位置是固定的只能控制一个方向。
双电控电磁阀与单电控电磁阀的区别在于:
对于单电控电磁阀,在无电控信号时,阀芯在弹簧力的作用下会被复位,而对于双电控电磁阀,在两端都无电控信号时,阀芯的位置是取决于前一个电控信号。
电磁阀组:
物料分拣单元的旋转气缸、双联气缸、升降气缸、气动手爪以及分料槽的推料气缸,用7个二位五通的带手控开关的单电控电磁阀控制,这7个控制阀集中安装在带有消声器的汇流板上,如下图所示。
这7个阀分别对旋转气缸、双联气缸、升降气缸以及分料仓的推料气缸的气路进行控制,以改变各自的动作状态。
(电磁阀组实物图)
3.4气源处理组件(三联件)
气源处理组件及其回路原理图分别如下图所示:
气源处理组件是气动控制系统中的基本组成器件,它的作用是除去压缩空气中所含的杂质及凝结水,调节并保持恒定的工作压力。
该气源处理组件的气路入口处安装一个快速气路开关,用于关闭气源。
在使用时,应注意经常检查过滤器中凝结水的水位,在超过最高标线以前,必须排放,以免被重新吸入。
手调式截气阀
出气接头
过滤及干燥系统
压力表
压力调节旋钮
进气接头
消声器
供油器
(气源处理组件实物图)
(气源处理组件的气动原理图)
气源处理组件输入气源来自空气压缩机,所提供的压力为0.6~1.0MPa,输出压力为0.6~0.8MPa可调。
输出的压缩空气通过快速三通接头和气管输送到各工作单元,提供它们的工作气源。
3.5单向节流阀
在气压传动系统中,有时需要控制气缸的运动速度,有时需要控制换向阀的切换时间和气动信号的传递速度;
这些都需要调节空气的流量来实现。
流量控制阀是通过改变阀的通流截面积来实现流量控制的元件。
流量控制阀包括节流阀、单向节流阀、排气节流阀和快速排气阀等。
(安装上节流阀的气缸)
为了使气缸的动作平稳可靠,气缸的作用气口都安装了限出型气缸节流阀。
气缸节流阀的作用是调节气缸的动作速度。
节流阀上带有气管的快速接头,只要将合适外径的气管往快速接头上一插就可以将管连接好了,使用时十分方便。
上图是安装了带快速接头的限出型气缸节流阀的气缸外观。
(节流阀连接和调整原理示意)
该图是一个双动气缸装有两个限出型气缸节流阀的连接和调节原理示意图,当调节节流阀A时,是调整气缸的伸出速度,而当调节节流阀B时,是调整气缸的缩回速度。
气缸的正确运动使物料分到相应的位置,只要交换进出气的方向就能改变气缸的伸出(缩回)运动,气缸两侧的磁性开关可以识别气缸是否已经运动到位。
3.6伺服电机驱动器使用说明
第四章设备传感器说明
4.1电感式接近开关
电感式接近开关属于一种有开关量输出的位置传感器,它由LC高频振荡器和放大处理电路组成,利用金属物体在接近这个能产生电磁场的振荡感应头时,使物体内部产生涡流。
这个涡流反作用于接近开关,使接近开关振荡能力衰减,内部电路的参数发生变化,由此识别出有无金属物体接近,进而控制开关的通或断。
这种接近开关所能检测的物体必须是金属物体。
工作流程图如下所示:
电感式接近开关工作原理图)
在实训装置中用到的电感式接近开关,它呈圆柱形外面是M12螺蚊,探测头能检测距离约5mm,当检测到有金属物体是时指示灯亮起。
开关性能:
1.检测距离:
1~5mm
2.工作电压:
DC24V
3.工作电流:
5mA
4.响应频率:
5000HZ
5.输出驱动电流:
100mA,感性负载50mA
6.温度范围:
-10~70℃
1.该传感器为DC24V供电,不要在其它超压或欠压电源中使用(使用前仔细阅读传感器使用说明)。
2.该传感器为三线制接近开关,在使用时必须是棕色导线一端接在24V+端子上,蓝色导线一端接在24V-端子上,黑色导线一端接到可编程控制器输入端。
当检测有信号发生时,开关接通。
3.传感器棕蓝导线端绝对不能同时直接接在电源的“+”或“-”极上,这样当开关有信号发生时会产生短路,烧毁传感器或电源。
(详细请参阅该型号传感器使用说明书)。
4.2扁平式接近开关
扁平式接近开关亦称无接触开关,无触点行程开关。
它由振荡器和整形放大器组成,振荡器起振后在开关的感应头上产生一个交变的磁场,当金属接近感应区时,在金属体内产生涡流,从而吸收了振荡器的能量,使振荡器停振,由整形放大器转换成电信号,由而达到检测的目的。
在实训装置中用到的扁平式接近开关,它呈扁平状,尾端两孔用来固定开关,开关头部为感应区,感应区能检测到的距离约5mm,当检测到有金属物体是时指示灯亮起。
1、该传感器为DC24V供电,不要在其它超压或欠压电源中使用(使用前仔细阅读传感器使用说明)。
4.3限位式接近开关
限位式接近开关亦称无接触开关,无触点行程开关。
(限位式接近开关实物图)
在实训装置中用到的限位式接近开关,它呈扁平状,突出部分为感应区,探测头能检测到的距离约0-5mm,当检测到有物体时指示灯亮起,黑色信号线发生信号变化。
1~5mm
1、该传感器为DC24V供电,不要在其它超压或欠压电源中使用。
2、传感器为三线制接近开关,使用时必须正确连接传感器正、负极连接线,黑色信号线接入可编程控制器输入端口。
3、传感器黑色信号线不能直接接在电源的“+”“-”极上,这样当开关有信号发生时会产生短路,烧毁传感器或电源。
(详细请参阅该型号传感器使用说明书)
4.4磁感应开关
当磁性物质接近传感器时,传感器便会动作,并输出传感器信号。
若在气缸的活塞(或活塞杆)上安装上磁性物质,在气缸缸筒外面的两端位置各安装一个磁感应式接近开关,就可以用这两个传感器分别标识气缸运动的两个极限位置。
当气缸的活塞杆运动到哪一端时,哪一端的磁感应式接近开关就动作并发出电信号。
在PLC的自动控制中,可以利用该信号判断推料及顶料缸的运动状态或所处的位置,以确定工件是否被推出或气缸是否返回。
在传感器上设置有LED显示用于显示传感器的信号状态,供调试时使用。
传感器动作时,输出信号“1”,LED亮;
传感器不动作时,输出信号“0”,LED不亮。
传感器(也叫做磁性开关)的安装位置可以调整,调整方法是松开磁性开关的紧定螺钉,让磁性开关在气缸的滑轨里滑动,到达指定位置后,再旋紧紧定螺钉。
用磁性开关来检测活塞的位置,从设计、加工、安装、调试等方面,都比使用其它限位开关方式简单、省时。
而且响应速度快,动作时间为1.2ms;
耐冲击,冲击加速度可达300/2;
无漏电流存在。
但触点电阻小,一般为50—200毫欧,吸合功率小,过载能力较差,只适用于低压回路。
(CS1-S实物图)
1.安装时,不得让开关受过大的冲击力,如将开关抛扔等;
2.不要把连接导线与动力线(如电动机等)、高压线并在一起;
3.该传感器为二线制接近开关,在使用时必须是一端接在触发电源,另一端接在可编程控制器的输入端口;
(如:
当PLC输入COM端接“24V-”时,电感式接近开关的“24V+”线接在电源的24V+极,另一端则接到可编程控制器输入端。
)
4.带指示灯的有触点磁性开关,当电流超过最大电流时,发光二极管会损坏;
若电流在规定范围以下,发光二极管会变暗或不亮。
第五章桁架机械手两轴联动实训
一、实验目的
1.了解常用电器元件的使用。
2.了解步进和伺服电机的使用。
3.熟悉PLC控制。
4.体会桁架机械手的搬运过程。
二、实验器材
1.桁架机械手实训装置1套。
2.多心电缆线一根。
3.一字螺丝刀(小)一只。
三、实验原理
PLC根据事先下载的程序来输出高速脉冲到步进驱动器或伺服驱动器,步进驱动器或伺服驱动器使步进电机或伺服电机运转。
四、实验步骤
1.根据附表一用多心电缆线连接机构和电路板:
2.如下图插上电源插头,推上空开,给设备上电:
3.打开三联件。
4.如下图,上电后等待PLC初始化完成(run灯常亮绿灯),按下启动按钮,机械手回零完成后,放一个物料到原料仓里,机械手抓取物料到模拟加工进行加工,加工完成后,机械手把加工好的成品放入成品仓。
再次放一个物料到原料仓里,机械手将继续上述过程。
按下停止或急停,机械手停止;
急停旋起后或者不再按停止按钮,此时按下启动,机械手再次运行。
5.实训结束,关闭电源,整理试验台。
5.3伺服电机控制实训
2.了解伺服电机的使用。
PLC根据事先下载的程序来输出高速脉冲到伺服驱动器,伺服驱动器使伺服电机运转。
1.根据附表二用多心电缆线连接机构和电路板:
4.如下图,上电后等待PLC初始化完成(run灯常亮绿灯),按下启动按钮,机械手回零完成后,放一个物料到原料仓里,机械手抓取物料到模拟加工进行加工,加工完成后,机械手把加工好的成品放入成品仓。
5.观察伺服电机控制过程。
6.实训结束,关闭电源,整理试验台。
5.4步进电机控制实训
2.了解步进电机的使用。
PLC根据事先下载的程序来输出高速脉冲到步进驱动器,步进驱动器使步进电机运转。
1.根据附表三用多心电缆线连接机构和电路板:
3.打开三联件。
5.观察步进电机控制过程.


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 桁架 机械手 综合 训练 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
汕头市中考地理试题及答案.docx
-
施工员模拟题.docx
-
数据结构第四章.docx
-
三年级班级读书计划.docx
-
水电安装部分冬期施工方案设计.docx
-
人力资源管理师二级课后习题答案.docx
-
水电安装工程施工方案.docx
-
哪吒闹海小学语文教案.docx
-
人美版美术八下第十四课《艺术品的收藏和拍卖》word教案.docx
-
慢性非传染性疾病综合防控示范区考核评价工作手册.docx
-
食堂从业人员培训记录汇编.docx
-
名菜与营养.docx
-
某隧道二衬防排水施工组织设计secret.docx
-
山东省技术市场协会科技金桥奖.docx
-
山东省曲阜师大附中届高三下学期复习阶段性检测物理试题 扫描版含答案.docx
-
三年级下册书法教学计划与教案.docx
-
实验室安全考试题库电气类.docx
-
山东省临沂市中考物理模拟试题含答案.docx
-
商场联营合同.docx
