 冲压模具课程设计Word格式.docx
冲压模具课程设计Word格式.docx
- 文档编号:21968577
- 上传时间:2023-02-02
- 格式:DOCX
- 页数:34
- 大小:595.75KB
冲压模具课程设计Word格式.docx
《冲压模具课程设计Word格式.docx》由会员分享,可在线阅读,更多相关《冲压模具课程设计Word格式.docx(34页珍藏版)》请在冰豆网上搜索。
+
=
=188(mm)
式中:
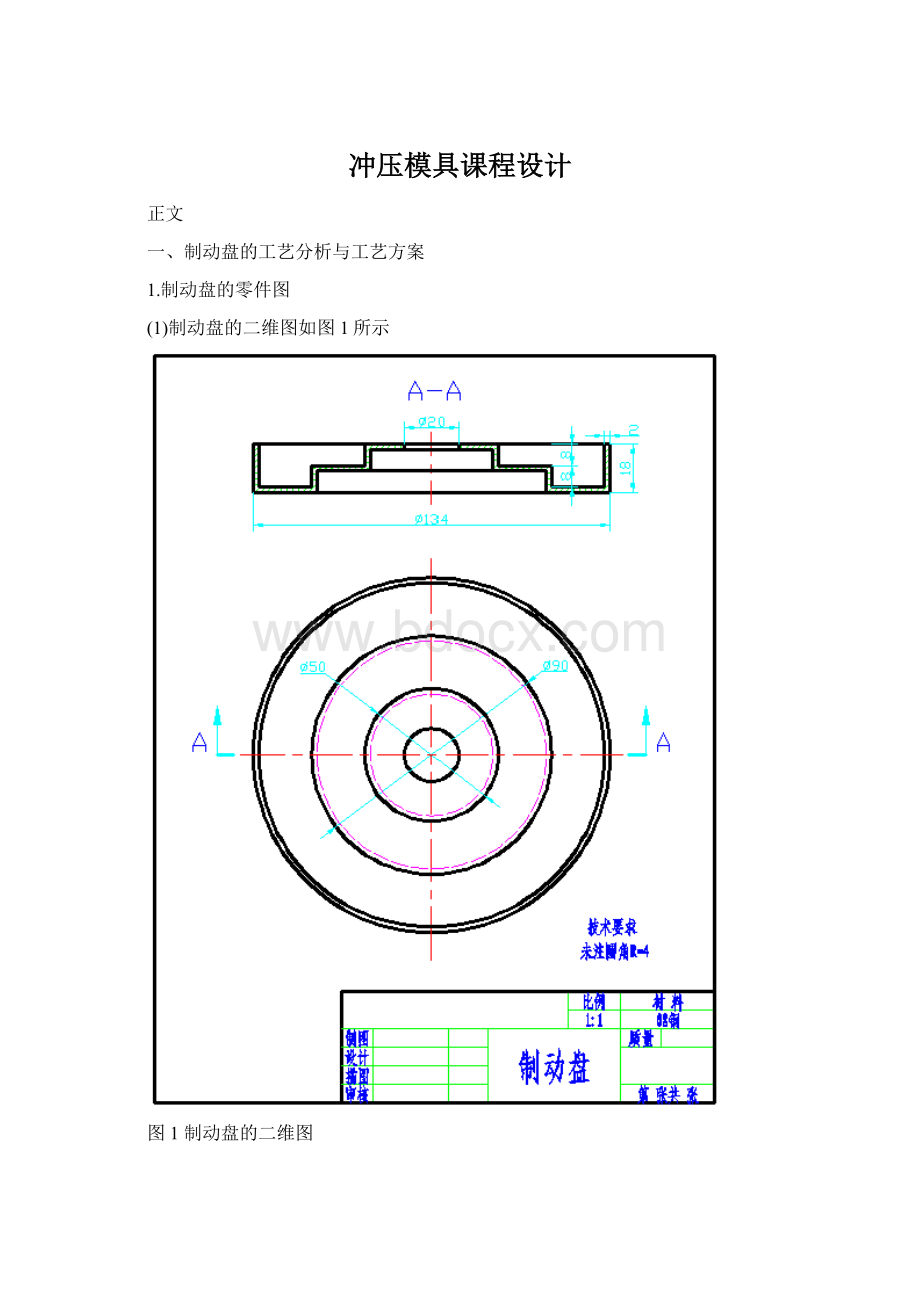
d—为制动盘外形尺寸;
H—为制动盘总高度;
h1—为上凸圆高度;
h2—为下凸圆高度;
d1—为上凸圆尺寸;
d2—为下凸圆尺寸。
2.确定修边余量
该件h=18mm,d=134mm。
所以相对高度Δh=h/d=18/134=0.134mm<
t=2mm。
所以制动盘拉深时不需要修边余量。
3.排样图的设计
查《冲压工艺与模具设计》表2-10,确定搭边值:
两工件间的搭边:
a=1.5mm
工件边缘搭边:
a1=2mm.
步距为S=D+a=188+1.5=189.5mm
条样宽度B=(D+2a1)=(188+2×
2)=192mm
排样图如图5所示
图5制动盘排样图
一个步距内的材料利用率
η=A/BS×
100%
=3.14×
(942-102)/(192×
189.5)×
=75.4%
4.判断能否一次拉成
总拉深系数m=d/D=134/188=0.71
工件相对料厚t/D=2/188=0.011
查《冲模设计应用实例》的表4-33判断拉深时是否需要压边
因0.045(1-m)=0.045×
(1-0.71)=0.01=1.0%<
t/D=1.1%,
故不需要加压边圈。
查《冲压工艺与模具设计》表4-11知首次极限拉深系数m1=0.53,
因为m>
m1,故制动盘可一次拉深成型。
5.冲压力与压力中心计算
(1)冲压力的计算
查《冲压模具应用实例》附表1,查得08钢抗剪强度τ=300MPa,抗拉强度σ=350Mpa。
冲孔力:
F冲=L孔t=3.14×
20×
2×
300=37.7KN
查《冲压工艺与模具设计》表1-7,卸料力系数K1=0.04,推件力系数K2=0.05,n取3。
卸料力F卸=K1F冲=0.04×
37.7=1.5KN
推件力F推=nK2F冲=3×
0.05×
37.7=5.6KN
落料力F落=L落tτ=3.14×
188×
300=354KN
查《冲压工艺与模具设计》表4-1,查得拉深力修正系数k=0.6
拉深力F拉=πdtσk=3.14×
134×
350×
0.6=176.7KN
总压力F总=F冲+F卸+F推+F落+F拉=37.7+1.5+5.6+354+176.7=575.5KN
压力机的工称压力F≥1.3F总=1.3×
575.5=748KN
故压力机的工称压力要大于748KN。
(2)压力中心的计算
因为此冲孔、拉深件为中心对称图形,所以圆心即是压力中心。
6.制动盘级进拉深模工作部分刃口尺寸计算
落料部分以落料凹模为基准计算,落料凸模按间隙值配制,冲孔部分已冲孔凸模为基准计算,冲孔凹模按间隙值配制,既以落料凹模、冲孔凸模为基准,凹凸模按间隙值配制。
(1)冲裁模的刃口尺寸计算
该制件精度为IT14级,查《冲压工艺与模具设计》表2-21得补偿刃口磨损系数X=0.5
所以凸模刃口尺寸d凸=(dmin+XΔ)0-Δ/4=(20+0.5×
0.52)0-Δ/4=20.260-0.13
查表1-4得冲裁间隙为0.240mm
凹模刃口尺寸按凸模实际尺寸配作,保证单边间隙为0.240mm.
(2)拉深模尺寸计算
①拉深模的间隙
查表4-8得拉深模的单边间隙为z=1.1t=1.1×
2=2.2mm
则拉深模的间隙为Z=2t=2×
2.2=4.4mm
②拉深模的圆角半径
查《冲模设计应用实例》表4-13得:
凹模的圆角半径r凹=5t=5×
2=10mm
凸模的圆角半径r凸=2t=2×
2=4mm
③凹凸模工作部分的尺寸和公差
由于拉深件注的是外形尺寸,所以拉深凹模尺寸为
D凹=(Dmax-0.75Δ)+Δ/4=(134-0.75×
1)+1/4=133.25+0.250
拉深凸模的尺寸则按配作处理,保证单面拉深间隙为2.2mm,间隙取在凸模上。
7.制动盘级进拉深模工作零件结构及尺寸
(1)冲裁方式选择
第一工步是冲孔,冲裁模采用正装式,选用冲裁方式为弹压卸料顺出件,冲裁方式如图6所示
图6弹压卸料顺出件
第二工步为落料、拉深,拉深模采用倒装式,凹模采用逆出件直壁凹模,如图7所示
图7倒装直壁凹模
(2)冲裁凹模结构设计
①凹模孔口形式
选择常用的直刃壁空口凹模如图8所示
图8凹模孔口形式
②凹模孔口高度h=3t=3×
2=6mm
③凹模外形结构形式
一般圆形刃口凹模外形结构也为圆形。
④凹模板的厚度的计算
查《冲压工艺与模具设计》表2-18,凹模刃口周边修正系数k2=1,凹模材料修正系数k1=1.3.
H=k1k2
=1.3×
1×
=20mm.
⑤凹模的固定方法
此凹模为带台肩的圆形凹模,直接装入凹模固定板中,采用过渡配合(H7/m6)。
⑥凹模固定板的厚度
与凹模一直取20mm。
(3)冲裁凸模结构设计
①凸模的刃口形式
圆形凸模,加工成台阶式结构,由于冲裁直径较小,为了改善凸模强度和刚度,在中部增加一个过渡段。
②凸模的固定形式
该凸模以台肩与固定板固定,凸模与凸模固定板配合部分,采用过渡配合(H7/m6).
③凸模板厚度
Ht=(0.6~0.8)h=(0.6~0.8)×
20=12~16mm.也可取20mm。
④凸模长度的计算
L=h1+h2+h3=20+10+55=85mm.
其中:
h1为凸模固定板厚度;
h2为弹压卸料版厚度;
h3为弹簧自由高度。
(4)弹簧的选用
①根据模具结构初定4根弹簧,每根弹簧分担的卸料力为F卸/h=1500/4=375N
②根据预压力大于375N和模具结构尺寸,查《冲模设计与应用实例》附录C1选47号弹簧。
47号弹簧规格为:
外径D=32mm,钢丝直径d=4mm,自由高度H0=55mm。
(5)拉深凹模的外形尺寸
因为拉深凹模采用倒装式且拉深凹模的外缘需充当剪切刃的作用
所以其外形尺寸应与毛坯盘一致,取188mm。
(6)模柄的选用
采用压入式模柄,固定端与上模座孔采用H7/m6过渡配合,并加骑缝销防止转动,装配后模柄轴线与上模座垂直度比旋入式模柄好。
(7)模架的选用
由于采用横送料和模具采用级进模,所以模架选用对角导柱模架。
导柱分布在举行凹模的对角线方向,既可以横向送料,又可以纵向送料,为避免上、下模的方向装错,两导柱直径制成一大一小。
8.制动盘级进拉深模主要模具零件尺寸:
序号
名称
长×
宽×
高(mm)
材料
数量
1
上垫板
280×
10
T8A
2
凸模固定板
20
45钢
3
下垫板
40
4
凹模固定板
5
弹压卸料板
115×
6
上模座
400×
30
Q235
7
下模座
9.冲床的选用
根据总冲压力为748KN,选用J23-100开式双柱可顷冲床,并在工作台面上备制垫块,其主要工艺参数如下:
工称压力:
1000KN
滑块行程:
130mm
行程次数:
38次/分
最大闭合高度:
480mm
连杆调节长度:
100mm
工作台尺寸(前后×
左右):
710mm×
1080mm
三、制动盘级进拉深模主要结构设计及工作原理:
1.制动盘级进拉深模的装配图及工作原理
(1)制动盘级进拉深模的装配图如图9所示
图9制动盘级进拉深模装配图
(2)制动盘级进拉深模的工作原理
制动盘级进拉深模工作原理:
模具是按使用条料设计的,条料送进时由8挡料销定距。
在第1工位由18冲孔凸模与20冲孔凹模完成冲孔,同时由兼作上剪切刃的拉深凹模4与下剪切刃7将拉深毛坯与条料切断分离。
紧接着在第2工位由拉深凸模10将拉深毛坯压入拉深凹模4内,完成拉深加工。
在回程时,拉深完的工件由推杆5从拉深凹模内推出。
2.制动盘级进拉深模冲孔凸模结构设计
如图10所示
图10制动盘级进拉深模冲孔凸模
3.制动盘级进拉深模冲孔凹模结构设计
如图11所示
图11制动盘级进拉深模冲孔凹模
4.制动盘级进拉深模拉深凸模结构设计
如图12所示
图12制动盘级进拉深模拉深凸模
5.制动盘级进拉深模拉深凹模结构设计
如图13所示
图13制动盘级进拉深模拉深凹模
6.制动盘级进拉深模凸模固定板结构设计
如图14所示
图14制动盘级进拉深模凸模固定板
7.制动盘级进拉深模凹模固定板结构设计
如图15所示
图15制动盘级进拉深模凹模固定板
8.制动盘级进拉深模弹压卸料板结构设计
如图16所示
图16制动盘级进拉深模弹压卸料板
9.制动盘级进拉深模上垫板结构设计
如图17所示
图17制动盘级进拉深模上垫板
10.制动盘级进拉深模下垫板结构设计
如图18所示
图18制动盘级进拉深模下垫板
11.制动盘级进拉深模模柄结构设计
如图19所示
图19制动盘级进拉深模模柄
四、制动盘级进拉深模具的制造
1.制动盘级进拉深模冲孔凸模的制造
冲孔凸模加工工艺过程
材料:
Cr12MoV,硬度:
58~60HRC
工序名
工序内容
备料
毛坯锻成φ35mm×
90mm的圆棒料
热处理
退火
车端面钻中心孔
车两断面钻中心孔,保证长度尺寸85.4mm
车削
车外圆各部分,φ28mm、φ28mm、φ20mm外圆柱留磨削余量0.4mm,其余达图样尺寸
钳工
倒圆角,去毛刺
检验
淬火,硬度至58~60HRC
8
研中心孔
研两端中心孔
9
磨削
磨削φ28mm、φ28mm、φ20mm外圆柱表面达设计要求
制动盘级进拉深模冲孔凸模三维效果图如图20所示
图20冲孔凸模三维效果图
2.制动盘级进拉深模冲孔凹模的制造
冲孔凹模加工工艺过程
60~62HRC
毛坯锻成φ50mm×
25mm的圆棒料
车两断面钻中心孔,保证高度尺寸20mm
车外圆,φ40mm外圆柱留磨削余量0.4mm,其余达图样尺寸
钻孔
钻孔并镗孔,小孔留0.4mm的磨削余量
淬火、回火,硬度至60~62HRC
磨削φ40mm外圆柱表面和小孔内表面达设计要求,
制动盘级进拉深模冲孔凹模三维效果图如图21所示
图21冲孔凹模三维效果图
3.制动盘级进拉深模拉深凸模的制造
拉深凸模的加工工艺过程
Cr12,硬度:
58~62HRC
毛坯锻成φ145mm×
65mm的圆棒料
铣平面
铣上、下平面,保证尺寸60.8mm
车外圆,φ129.6mm外圆柱留磨削余量0.4mm,其余达图样尺寸
倒圆角至要求,去毛刺
划线
划上端及侧面通气孔线
钻通气孔
淬火,硬度至58~62HRC
磨削各表面达设计要求
11
制动盘级进拉深模拉深凸模三维效果图如图22所示
图22拉深凸模三维效果图
4.制动盘级进拉深模拉深凹模的制造
拉深凹模的加工工艺过程
毛坯锻成φ200mm×
135mm的圆棒料
铣上、下平面,保证高度尺寸130.8mm
钻中心孔
车削外表面并留0.4mm的磨削余量
镗孔
镗内孔,φ133.25mm的孔留0.4mm的磨削余量
淬火、回火,硬度至58~62HRC
磨削φ133.25mm内表面和φ188mm外表面达设计要求,
制动盘级进拉深模拉深凹模三维效果图如图23所示
图23拉深凹模三维效果图
5.制动盘级进拉深模凸模固定板的制造
凸模固定板的加工工艺过程
45钢,硬度:
调质24~28HRC
毛坯锻成355mm×
285mm×
25mm的平行六面体
铣六面达350.3mm×
280.3mm×
20.3mm,并使两大平面与相邻两侧面基本垂直
划型孔、销孔、螺纹孔中心线
钻各孔,φ188mm、φ28mm留0.4mm的磨削余量
攻螺纹,去毛刺
磨削φ188mm、φ28mm内表面达设计要求
制动盘级进拉深模凸模固定板三维效果图如图24所示
图24凸模固定板三维效果图
6.制动盘级进拉深模凹模固定板的制造
凹模固定板的加工工艺过程
调质,硬度24~28HRC
划型孔、销孔、螺纹孔中心线,钻穿丝孔,攻螺纹
线切割
割安装固定孔
铣削
铣削固定孔背面的沉孔到要求
磨削表面达设计要求
制动盘级进拉深模凹模固定板三维效果图如图25所示
图25凹模固定板三维效果图
7.制动盘级进拉深模弹压卸料板的制造
弹压卸料板的加工工艺过程
43~48HRC
毛坯锻成285mm×
120mm×
15mm的平行六面体
铣六面达280.3mm×
120.3mm×
15.3mm,并使两大平面与相邻两侧面基本垂直
划各孔中心线
钻各孔
淬火,硬度43~48HRC
制动盘级进拉深模弹压卸料板三维效果图如图26所示
图26弹压卸料板三维效果图
8.制动盘级进拉深模上垫板的制造
上垫板的加工工艺过程
T8A,硬度:
淬火54~58HRC
12mm,并使两大平面与相邻两侧面基本垂直
磨上、下平面,厚度达10.6mm,并磨两相邻侧面使四面垂直
划型孔、销钉孔、螺纹孔中心线
镗大孔,钻各孔到要求
淬火硬度54~58HRC
磨削φ140mm及两大平面达设计要求
制动盘级进拉深模上垫板三维效果图如图27所示
图27上垫板三维效果图
9.制动盘级进拉深模下垫板的制造
下垫板的加工工艺过程
45mm的平行六面体
42mm,并使两大平面与相邻两侧面基本垂直
磨上、下平面,厚度达40.6mm,并磨两相邻侧面使四面垂直
①划型孔、销钉孔、螺纹孔中心线
②钻销孔、螺纹孔、穿丝孔
③攻螺纹到要求
线切割型孔
磨削厚度及型孔到要求
制动盘级进拉深模下垫板三维效果图如图28所示
图28下垫板三维效果图
10.制动盘级进拉深模模柄的制造
模柄的加工工艺过程
Q235,硬度:
锯床下料φ55mm×
车两端面钻中心孔,保证长度尺寸85mm
车外圆各部分,φ50mm、φ42mm外圆柱面留磨削余量0.4mm,其余达图要尺寸
配钻
配钻防转销孔
按热处理工艺进行,保证硬度58~60HRC
磨φ50mm、φ42mm达设计要求
制动盘级进拉深模模柄三维效果图如图29所示
图29模柄三维效果图
结论
通过对汽车制动盘级进拉深模具的设计,不仅让我熟悉了课本所学的知识,而且让我做到所学的知识运用到实践中,更让我了解了冲压模具设计的全过程和加工的各种要点,使我学到的许多专业理论知识得到了一定的应用,提高了我在设计制图方面的能力,同时也让我进一步掌握了AutoCAD和Pro/E软件的运用,使我在本次设计实践当中有一个质的飞跃。
在做制动盘级进拉深模具设计的过程中,确实遇到了不少问题,学到的理论知识不知如何应用,不知道的专业知识还有很多,这让我觉得只依靠自己学到的知识是有限的,所以我翻阅了大量的专业资料,和同学们一起讨论,向老师请教,终于完成了这份不算完善的制动盘级进拉深模的设计。
完成制动盘级进拉深模的设计让我得出了一个结论:
知识必须应用到实践中才能实现其价值。
所以在以后的工作学习中,我要更加注意知识的积累与运用,扎扎实实的走好每一步。
参考文献
1.陈锡栋、靖颖怡主编.《冲模设计应用实例》.北京:
机械工业出版社,2004
2.钟毓斌主编.《冲压工艺与模具设计》.北京:
机械工业出版社,2000
3.周玲编.《冲孔设计实例详解》.北京:
化学工业出版社,2007
4.王孝培主编.《冲压手册》.北京:
机械工业出版社,1996
5.郑可锽主编.《实用冲压模具设计手册》.北京:
宇航出版社,1992
6.李硕本主编.《冲压工艺学》.北京:
机械工业出版社,1982
7.胡彦辉主编.《模具制造工艺学》.重庆:
重庆大学出版社,2007
8.李云程.《模具制造工艺学》.北京:
机械工业出版社,2001
致谢
在做毕业设计的过程中,一直得到了董兰老师的悉心指导。
董老师在冲压模具方面经验非常丰富,在做毕业设计的过程中,难免遇到许多比较低级的问题,董老师却极其耐心地予以解答。
董兰老师治学态度严谨,理论功底深厚,为人和蔼可亲,给我留下了深刻的印象。
并且在做毕业设计的过程中,董兰老师指出了不足和缺陷之处,不断对我得到的结论进行总结,不断提出新问题,使得我的毕业设计能够深入地进行下去,也使我接触到了许多理论和实际上的新问题,使我做了许多有益的思考。
在此表示诚挚的感谢和由衷的敬意。
此外,我还要感谢在整个过程中给予我帮助的许多同学。
附录
附录的主要内容有:
某些重要的原始数据、数学推导、计算程序、框图、结构图、零件图、装配图等。
青岛滨海学院
课程设计评阅、评审意见表
专 业:
模具设计与制造
学生姓名:
王海宾
题 目:
制动盘级进拉深模具设计与制造
指导教师评语:
成绩:
指导教师(签字):
年 月 日
答辩委员会(或答辩小组)评审意见:
组长(签字):


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 冲压 模具 课程设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
专业英语翻译教案.docx
-
口号标语之保持办公室卫生标语.docx
-
成人高考语文复习宝典之掌中宝4.docx
-
绵阳市人防工程建设管理办法.docx
-
银行支行全年安全保卫工作总结doc.docx
-
有线电视机顶盒.docx
-
幼儿园大班舞蹈教学工作总结多篇.docx
-
筑炉施工方案.docx
-
浅谈信用证欺诈发展与协调.docx
-
6年级寒假作业答案共10篇共15页.docx
-
七年级下册信息技术全册教案全册.docx
-
农业局创建市级文明单位复查的自查报告.docx
-
最新《护理科研》习题册共34页.docx
-
梦游天姥吟留别.docx
-
配套K12大班社会类幼儿教案.docx
-
区角材料集锦.docx
-
人教版六年级数学上册分数乘法练习题大全84.docx
-
民爆物品运输车辆驾驶员安全操作规程0408123159.docx
-
诚信做人到永远达标提能练习.docx
