 数 控 铣 床 教案Word下载.docx
数 控 铣 床 教案Word下载.docx
- 文档编号:21947105
- 上传时间:2023-02-01
- 格式:DOCX
- 页数:27
- 大小:866.69KB
数 控 铣 床 教案Word下载.docx
《数 控 铣 床 教案Word下载.docx》由会员分享,可在线阅读,更多相关《数 控 铣 床 教案Word下载.docx(27页珍藏版)》请在冰豆网上搜索。
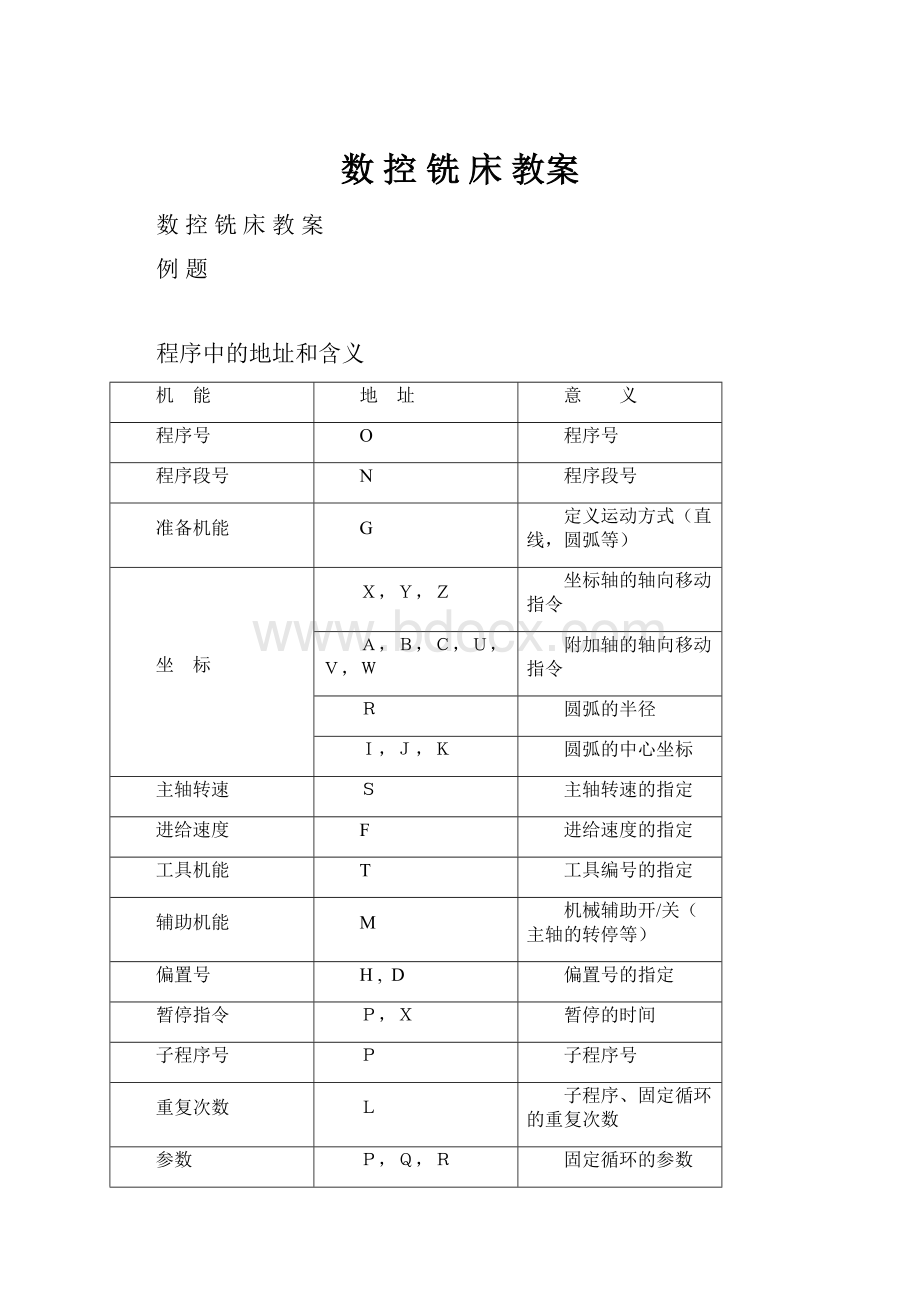
坐标轴的轴向移动指令
A,B,C,U,V,W
附加轴的轴向移动指令
R
圆弧的半径
I,J,K
圆弧的中心坐标
主轴转速
S
主轴转速的指定
进给速度
F
进给速度的指定
工具机能
T
工具编号的指定
辅助机能
M
机械辅助开/关(主轴的转停等)
偏置号
H,D
偏置号的指定
暂停指令
P,X
暂停的时间
子程序号
P
重复次数
L
子程序、固定循环的重复次数
参数
P,Q,R
固定循环的参数
FANUCseries常用准备机能(G代码表)
代码
组合
意义
G00
01
快速移动
G01
直线插补
G02
圆弧插补CW
G03
圆弧插补CCW
G04
00
延时功能
G17
02
XY平面
G18
XZ平面
G19
YZ平面
G28
自动返回参考点(机床原点)
G40
07
刀具半径补偿取消
G41
刀具半径补偿左
G42
刀具半径补偿右
G43
08
刀具长度补偿+
G44
刀具长度补偿-
G49
刀具长度补偿取消
G54
12
选取工作坐标系1
G55
选取工作坐标系2
G56
选取工作坐标系3
G57
选取工作坐标系4
G58
选取工作坐标系5
G59
选取工作坐标系6
G80
固定循环
固定循环取消
G81
钻孔固定循环(普通)
G73
钻孔固定循环(断削)
G83
钻孔固定循环(深孔)
G74
攻丝固定循环左旋
G84
攻丝固定循环右旋
G98
固定循环退刀回初始平面
G99
固定循环退刀回参考平面
G90
03
绝对值指令
G91
增量值指令
G代码有下面两种:
类 型
意 思
一次性的G代码
限于被指令的程序段,该G代码有效.(00组合的G代码)
典型性的G代码
在同一组合的其它G代码出现或取消为止,该G代码有效.在同一程序段不能出现同组的G代码.
常用辅助功能M代码指令
代码
M00
程序停止
M01
程序选择停止
M02
程序结束(光标在程序尾)
M03
主轴正转
M04
主轴反转
M05
主轴停转
M06
换刀指令
M07
冷却液开(气冷)
M08
冷却液开(润滑液)
M09
冷却液关
M19
主轴定向停止
M21
X轴镜像
M22
Y轴镜像
M23
镜像取消
M30
程序结束(光标返回程序头)
M98
调用子程序
M99
子程序结束并返回主程序
例题一、绝对坐标G90与相对坐标G91方式
固定循环指令
编程基础


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 教案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
武林国际项目卫生间排水方式分析.docx
-
苏教版五年上册参考答案.docx
-
四年级下册四则运算教案.docx
-
软水处理器控制说明书n74润新63510.docx
-
苏教版小学数学6六年级下册全册教案.docx
-
年产5000吨金属铸造件生产技术改造项目.docx
-
台虎钳结构设计与改造学位论文.docx
-
通用版人教部编版八年级下语文第六单元检测卷含答案.docx
-
戊型肝炎病毒地危害性及流行状况分析报告.docx
-
糖代谢EMP+TCA+呼吸链327.docx
-
设备维修合同范本.docx
-
台州劳动合同0.docx
-
下厂实习报告1.docx
-
围护工程施工组织设计方案1.docx
-
下半年教研处总结.docx
-
体验vSphere6之5添加虚拟交换机及iSCSI存储.docx
-
期终总结报告.docx
-
五年级阅读.docx
-
期末真题浙江省杭州地区学年七年级下学期教学质量检测英语试题.docx
