 过程FMEA板神电线Word文档格式.docx
过程FMEA板神电线Word文档格式.docx
- 文档编号:21870851
- 上传时间:2023-02-01
- 格式:DOCX
- 页数:28
- 大小:20.60KB
过程FMEA板神电线Word文档格式.docx
《过程FMEA板神电线Word文档格式.docx》由会员分享,可在线阅读,更多相关《过程FMEA板神电线Word文档格式.docx(28页珍藏版)》请在冰豆网上搜索。
R
P
N
建议措施
责任及
目标完成
日期
措施结果
采取的措施
S
O
D
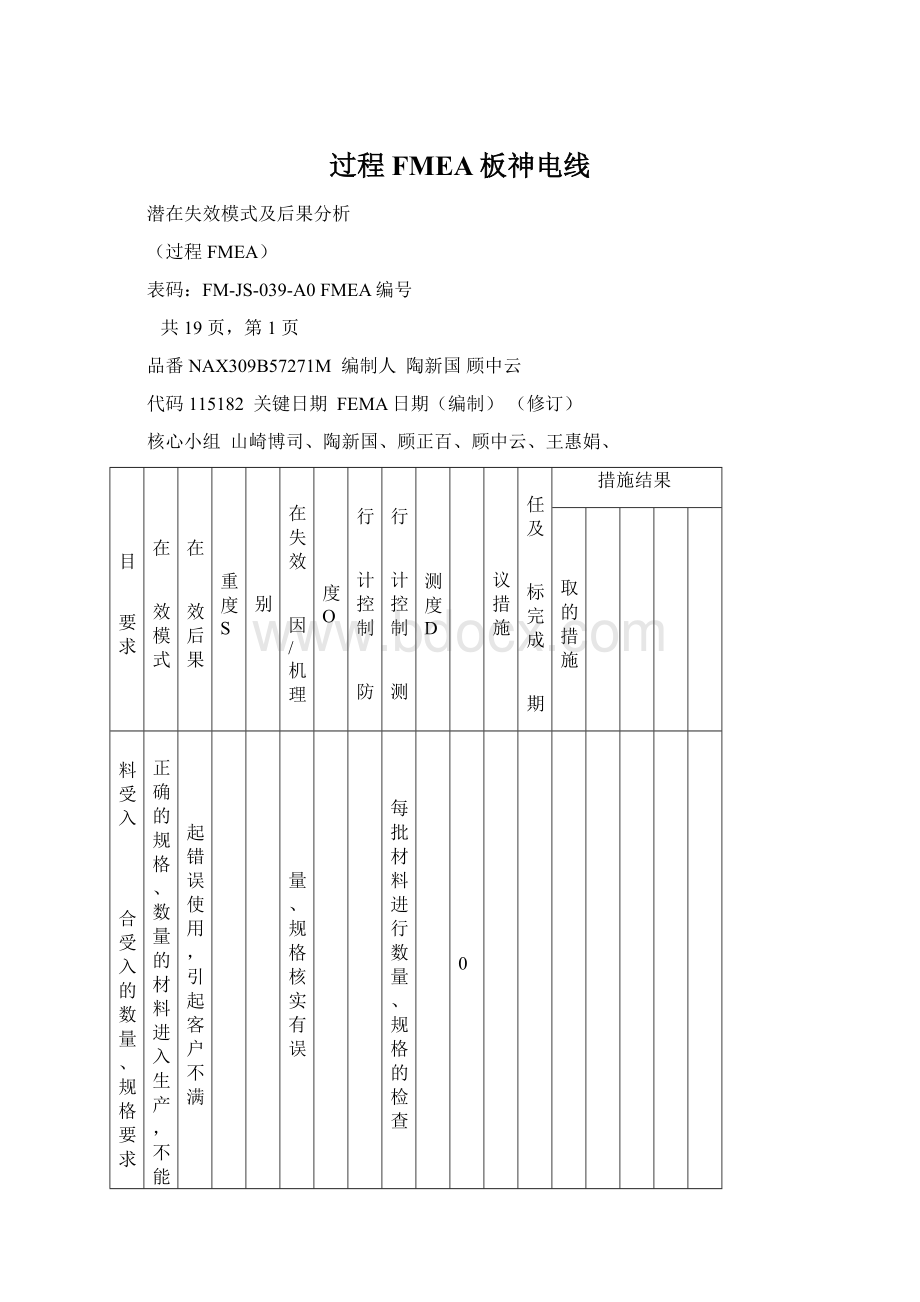
材料受入
符合受入的数量、规格要求
不正确的规格、数量的材料进入生产,不能正常生产
引起错误使用,引起客户不满
5
数量、规格核实有误
2
对每批材料进行数量、规格的检查
20
注:
RPN≤60可接受,RPN>60不可接受。
“●”为与安全有关的主要特性,“△”为与安全无关的主要特性。
上海阪神电线有限公司
共19页,第2页
品番NAX309B57271M编制人陶新国顾中云
2芯屏蔽线
切断
达到规定的长度要求,符合图纸要求。
长度不符合要求
引起组立不妥,不能达到客户要求
6
切断时
长度测量有误
每次切断前确认
切断长度,对每件进行
测量
4
48
共19页,第3页
线
切断、剥皮
达到规定的切断、剥皮长度要求,符合图纸要求。
切断、剥皮长度不符合要求
电线变形
影响组立,产品不能达到顾客设计要求
1、切断时长度设置有误,自动机调整不妥、或运行不稳定
2、送线轮过紧
3
按照预防维护的方法进行
保养
每次切断前确认切断长度的设置,对首件进行
36
共19页,第4页
各种套管切断
达到规定的长度要求,符合产品要求。
切断长度不符合要求
套管过长或过短,无法到达产品要求,套入不配合
切断时长度设置有误,机器运行不稳定
每三月对切断机进行一次维护
每次切断前确认设置的切断长度,对首末件进行测量
30
共19页,第5页
2芯线屏蔽线外皮剥离
按照切压指示书要求
剥皮长度不符合
要求
无法到达产品要求
剥皮时长度设置有误,机器运行不稳定
对产品生产中进行抽检,每月对剥皮机进行保养
全数检验
共19页,第6页
屏蔽线
加工处理
按照作业要求
整理不妥,心线损伤
导通不良,耐压不良。
竹签过细,没有按照要求整理
全数目测
共19页,第7页
收缩套管套入屏蔽线收缩
达到收缩要求规范
收缩位置、松紧不合要求
收缩位置不合要求,影响压着,过松起不到保护屏蔽线的作用
收缩温度、时间没有达到要求,操作不合要求
每次作业前检查热收缩治具
作业员对每件产品进行目测、手测的方法进行全数检测;
并设有抽检。
40
共19页,第8页
波纹
套管穿入
按照图纸要求
误套、尺寸不符合要求
引起客户不满
切断有误,套管使用错误
作业人员对每件产品
进行自检
16
共19页,第9页
青、黄线压着部剥皮
达到规定
的剥皮要求
剥皮长度不符合要求、芯线切断、芯线切伤、切口、切痕不整齐
引起压着不良、引起导通不良
1、剥线钳
磨损
2、剥皮操作方法不是规范
作业前查看剥线钳是否磨损
安排作业中对
产品进行抽检
54
各种防水圈
穿入电线
防水圈
浮起
进水
客户不满
绝缘层
损伤
作业员对每件产品进行目测检查
共19页,第10页
各种端子压着加工
达到客户要求的压着要求
C/H压着不符合要求
断芯线
7
●
模具调整不当
按照保养计划对模具进行保养
对首件产品(压着品)进行拉力、压着尺寸的测量
42
端子变形
刀具磨损
冲压60万次换刀
作业员工作中,发现产品异样,查看刀具,如磨损即换刀
插入不良
操作不
规范
对压着的产品进行全数检查
I/H、I/W、C/W压着不符合要求
△
模具调
整不当
对首件产品进行拉
力、压着尺寸的测量
冲压60万次换刀
对产品进行
全数检查
拉力不足
端子与电线易分离
对产品进行拉力抽检
共19页,第11页
核心小组山崎博司、陶新国、顾正百、顾中云、王惠娟、
各种端子压着检查
按照产品尺寸要求,外观没有变型,毛刺。
不能插入,插入松
插入不良,影响导通,
1、端子
变形
2、端子
尺寸不符合要求
按照保养计划对压着机进行保养。
对所有已压着
的端子进行全数检查
放大镜
1
8
共19页,第12页
端子插入插座
插入紧密,没有误配线,按照图纸要求
插入松
导通不良
端子不良
每次插入的时候,进行回拉,工程全数检查,全数导通
误配线
线束可能导致相关电路的损坏造成顾客不满
电线颜色相近
相近颜色的由不同操作员操作
作业员100%
连续目测
共19页,第13页
组立
按照图纸尺寸要求进行组立
1、定位
套位置移动
2、内部
电线外露
使顾客对产品产生不满
没有严格按照包胶带的方法
每次生产前对组立板进行确认
组立板
45
共19页,第14页
工程检查
按照图纸对
产品进行检查
产品不能正常使用
引起顾客不满
插入松,寸法不对,误配线
对产品进行全尺寸检查
24
共19页,第15页
导通
产品的导通是否良好
不正常
引起
断芯线,端子变型,插入松
每次使用前,对导通板进行测量
全数导通,对已经进行
导通合格的产品做记号,并分箱放置
共19页,第16页
耐压检查
按照耐压要求试验进行耐压检查,符合产品的耐压性
产品耐压要求不能达到要求
泄漏,不符合安全要求
产品生产过程中电线损伤
每次作业前确定耐压导通仪正常工作
耐压导通仪
共19页,第17页
核心小组


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 过程 FMEA 电线
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
安全行车知识手册Word文件下载.docx
-
苏教版三年级数学万以内的乘法Word文件下载.docx
-
城管绩效考核Word格式文档下载.docx
-
安全施工规章制度范本标准版Word下载.docx
-
乘法单元教案北师大版小学三年级数学下册Word下载.docx
-
毕业设计基于51单片机温度上下限报警器设计论文Word文件下载.docx
-
班主任手册谈话记录Word文档下载推荐.docx
-
店铺股份转让协议书文档格式.docx
-
财务报表分析试题及答案Word文件下载.docx
-
大学生校园创业项目计划书实用word文档 34页Word文档下载推荐.docx
-
高考演讲稿3篇Word格式文档下载.docx
-
讲话稿在全市关工委观摩农村关心下一代工作推进会上的讲话Word下载.docx
-
给中班幼儿评语大全Word下载.docx
-
财务管理试题库答案Word下载.docx
-
工作总结车辆管理工作总结 精品文档格式.docx
-
财务三严三实自我批评内容与财务个人学习三严三实心得体会汇编Word格式.docx
-
部编本语文七年级下册期中综合检测题及答案Word下载.docx
-
南京导游词结尾Word文档下载推荐.docx
-
部编版九年级语文上册第五单元第十七课《中国人失掉自信力了吗》参考教案1Word格式.docx
