 压力管道热处理规程文档格式.docx
压力管道热处理规程文档格式.docx
- 文档编号:21867276
- 上传时间:2023-02-01
- 格式:DOCX
- 页数:6
- 大小:78.13KB
压力管道热处理规程文档格式.docx
《压力管道热处理规程文档格式.docx》由会员分享,可在线阅读,更多相关《压力管道热处理规程文档格式.docx(6页珍藏版)》请在冰豆网上搜索。
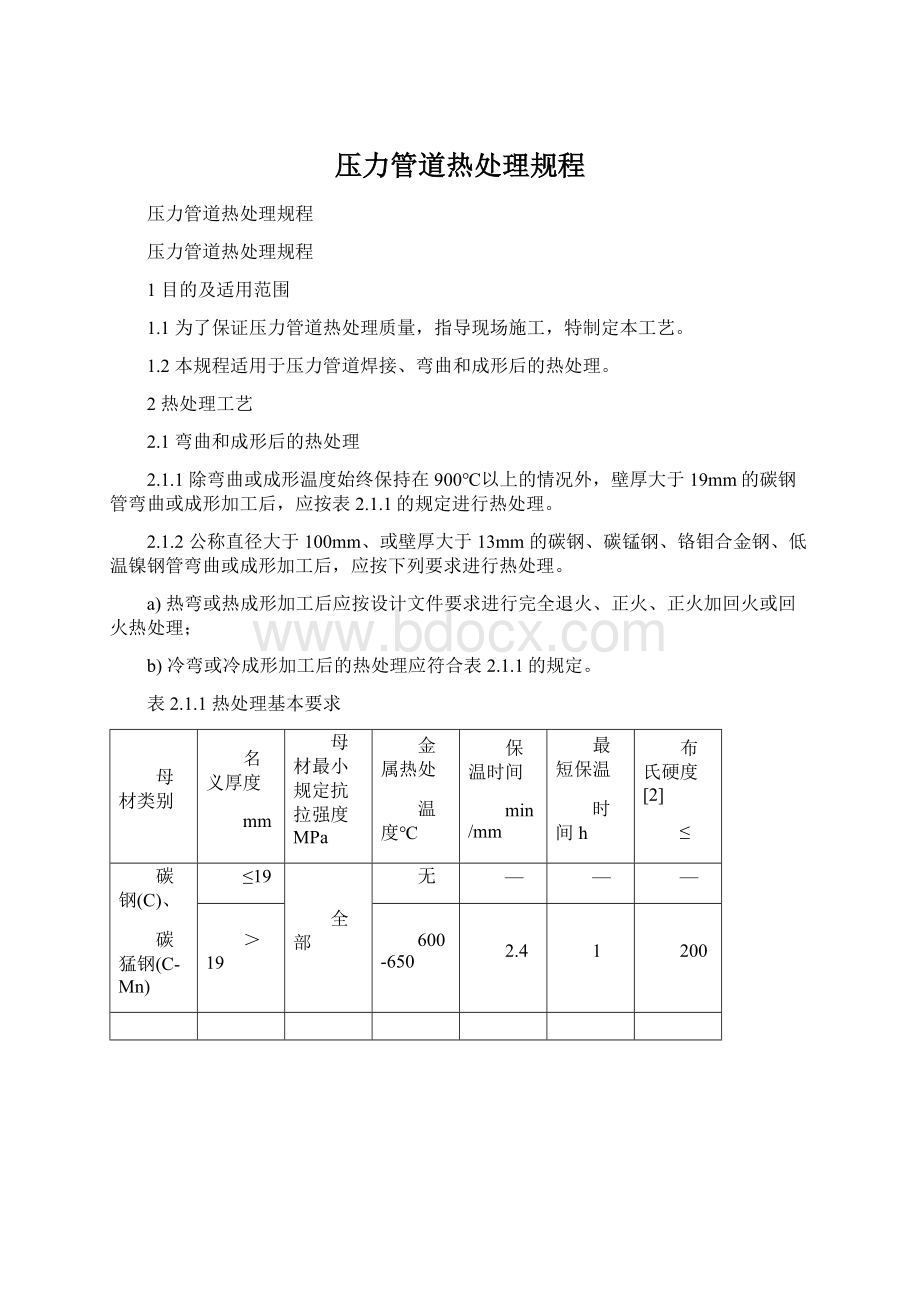
表2.1.1热处理基本要求
母材类别
名义厚度
mm
母材最小规定抗拉强度MPa
金属热处
温度℃
保温时间
min/mm
最短保温
时间h
布氏硬度[2]
≤
碳钢(C)、
碳猛钢(C-Mn)
≤19
全部
无
—
>19
600-650
2.4
1
200
2.1.5成形应变率的计算
a)管子弯曲,取下列较大值:
应变率(%)=
应变率(%)=
b)以板成形的圆筒、锥体或管子:
c)以板成形的凸型封判断、折边等双向变形的元件:
d)管子扩口、缩口或引伸,镦粗,取下列绝对值的最大值:
①环向应变
②轴向应变
③径向应变
应变率(%)=
式中:
——管子外径,mm;
——管子中心线弯曲半径,mm;
——板材名义厚度,mm;
——管子初始平均厚度,mm;
——成形后管子最小厚度,mm;
——成形后圆筒或管子的外径,mm;
——成形后最小曲率斗径(厚度中心处),mm;
——管子变形区初始长度,mm;
——成型后管子变形区的长度,mm。
2.1.6对于有应力腐蚀倾向或对消除应力较高要求的管道,在弯曲或成形加工后,应按设计文件的规定进行热处理。
2.2焊后热处理
2.2.1焊后热处理的基本要求
a)焊后热处理工艺应在焊接工艺规程中规定,并经焊接工艺评定验证。
b)焊后热处理温度应符合表2.1.1的规定。
c)调质钢焊接接头的焊后热处理温度应低于其回火温度。
d)铁素体钢之间的异种钢焊接接头的焊后热处理,应按表2.1.1两者之中的较高热处理温度进行,但不应超过另一侧钢材的临界点Ac1。
e)有应力腐蚀倾向的焊接接头应进行焊后热处理。
f)对容易产生焊接延迟裂纹的钢材,焊后应及时进行处理。
当不能及时进行焊后热处理时,应在焊后立即均匀加热至200℃~350℃,并保温缓冷。
加热保温范围应与焊后热处理要求相同。
2.2.2热处理厚度
按表2.1.1进行焊后热处理时,热处理厚度应为焊接接头处较厚的工件厚度,但下列情况除外:
a)支管连接时,热处理厚度应是主管或支管的厚度,而不计入支管连接件(包括整体补强或非整体补强件)的厚度。
但如果任一截面上支管连接的焊缝厚度大于表2.1.1所列厚度的2倍时,应进行焊后热处理。
b)对用于平焊法兰、承插焊法兰、公称直径小于等于50mm的管子连接角焊缝和螺纹接头的密封焊缝、以及管道支吊架与管道的连接焊缝,如果任一截面的焊缝,如果任一截面的焊缝厚度大于表2.1.1所列厚度的2倍时,应进行焊后热处理。
但下述情况可不要求热处理。
①碳钢材料,当焊缝厚度小于或等于16mm时,任意厚度的母材都不需要进行热处理。
②铬钼合金钢材料(Cr≤10%),当焊缝厚度小于或等于13mm时,如果预热温度不低于规范推荐的最低值,且母材规定的最小抗拉强度小于490Mpa,则任意厚度的母材都不需要进行热处理。
③对于铁素体钢材料,当焊缝采用奥氏体或镍基填充金属时,不需要进行热处理,但应保证操作条件(如高温下不同线膨胀系数或腐蚀等)对焊缝不产生有害影响。
2.3加热和冷却
2.3.1热处理时,应保证温度的均匀性和对温度的控制,可采用炉内加热、局部火焰加热、电阻或电感应等加热方法,也可采用炉冷、空冷、局部加热、隔热或其他合适的方法来控制冷却速率。
2.3.2一般情况下,热处理的加热和冷却速率应符合以下规定:
a)当温度升至400℃以上时,加热速率应不大于205(25/T)℃/h,且应不大于205℃/h(T为热处理部位的最大厚度,下同)。
b)保温后的冷却速率应不大于260(25/T)℃/h,,且应不大于260℃/h,400℃以下可自然冷却。
2.4热处理温度的测量
2.4.1热处理温度应采热电偶或其他合适的方法进行测量。
2.4.2宜采用自动测温记录仪在整个热处理过程中连续测量并记录热处理温度,测温记录仪在使用前应经校验合格。
2.5硬度检查
2.5.1要求焊后热处理的焊接接头,热弯和热成形加工的管道元件,热处理后应测量硬度值,焊接接头的硬度测定区域应包括焊缝和热影响区,热影响区的测定区域应紧邻熔合线。
2.5.2硬度检查的数量应满足以下要求:
a)表2.1.1中有硬度值要求的材料,炉内热处理的每一热处理炉次应至少抽查10%进行硬度值测定,局部热处理者应100%进行硬度值测定。
b)表2.1.1中未注明硬度值要求的材料,每炉(批)次应至少抽查10%进行硬度值测定。
2.5.3除设计另有规定外,焊接接头热处理后的硬度值应符合下列规定:
a)表2.1.1中有硬度值要求的材料,焊缝和热影响区的硬度值应符合表2.1.1的规定。
b)表2.1.1中未明注硬度值要求的材料,焊缝和热影响区的硬度值,碳钢不应大于母材硬度值的120%;
其他材料不应大于母材硬度值的125%。
2.5.4异种金属材料焊接时,两侧母材和焊接接头均应符合表2.1.1规定的各自硬度值规定。
2.6替代热处理
正火、正火加回火或退火可代替焊接、弯曲或成形后的消除应力热处理,但焊接接头和母材的力学性能应符合相应标准的规定。
2.7热处理基本要求的变更
2.7.1设计可根据具体工况条件,变更或调整消除应力热处理的基本要求,包括规定更为严格的要求(如对厚度较薄材料的热处理和硬度限制),也可放宽或消热处理和硬度试验要求。
2.7.2当放宽消除应力热处理和硬度试验要求时,应具备可供类比的成功使用经验,并考虑工作温度及其影响,热循环频率及其强度,柔性分析的应力水平,脆性破坏及其他有关因素。
此外,还应进行包括焊接工艺评定在内的有关试验。
2.8分段热处理
对于不能进行整体热处理的管理,允许分段热处理,分段处应有宽度大于或等于300mm的搭接带。
分段热处理时,炉外的部分应适当保温,并应防止产生较大的温度梯度。
2.9局部热处理
局部热处理时,加热范围应包括主管或支管的整个环形带,并应达到规定的温度,加热环形带应有足够的宽度。
焊接接头局部热处理的加热范围应为距离焊缝中心每侧不小于焊缝宽度的3倍,弯管局部热处理的加热范围应包括弯曲或成形部分及其两侧至少25mm的宽度,加热带以外部分应在100mm~150mm的范围内保温。
2.10重新热处理
热处理后如进行焊接返修、弯曲、成形加工,或硬度检查超过规定要求的焊缝,应重新进行热处理。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压力 管道 热处理 规程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
长江大学08-09概率论与数理统计试卷B参考答案与Word格式.doc
 医学影像学骨与软组织PPT课件下载推荐.ppt
医学影像学骨与软组织PPT课件下载推荐.ppt
-
医学影像-脑瘫的影像学表现PPT格式课件下载.ppt
-
医学影像学读片实训PPT文件格式下载.ppt
-
妊娠期糖尿病会议PPT文档格式.ppt
-
妊娠期甲状腺疾病PPT文件格式下载.ppt
-
医学影像学骨与软组织脑第二部分PPT课件下载推荐.ppt
-
妊娠期高血压疾病2小时PPT资料.ppt
-
陈国辉会计学原理课后习题答案Word格式.doc
-
妊娠期血小板减少症PPT格式课件下载.ppt
-
妊娠生理与麻醉PPT课件下载推荐.pptx
-
阿里巴巴财务管理分析Word格式文档下载.docx
-
零售业电子商务文献综述Word文档格式.doc
-
陕西省会计从业资格考试会计基础真题答案Word文档格式.doc
-
医学影像成像技术PPT课件下载推荐.ppt
-
妊娠期糖尿病的业务学习PPT文件格式下载.ppt
-
集装箱贸易中核对数字或校验码Word格式文档下载.doc
-
妊娠期高血压的诊断治疗PPT格式课件下载.ppt
-
妊娠特有疾病HELLP综合征PPT文件格式下载.ppt
