 焊接 目视检查验收标准17页word资料Word格式.docx
焊接 目视检查验收标准17页word资料Word格式.docx
- 文档编号:21864598
- 上传时间:2023-02-01
- 格式:DOCX
- 页数:22
- 大小:44.74KB
焊接 目视检查验收标准17页word资料Word格式.docx
《焊接 目视检查验收标准17页word资料Word格式.docx》由会员分享,可在线阅读,更多相关《焊接 目视检查验收标准17页word资料Word格式.docx(22页珍藏版)》请在冰豆网上搜索。
Inspecteditemsandacceptancecriteria
1
尺寸检查
Dimensioncheck
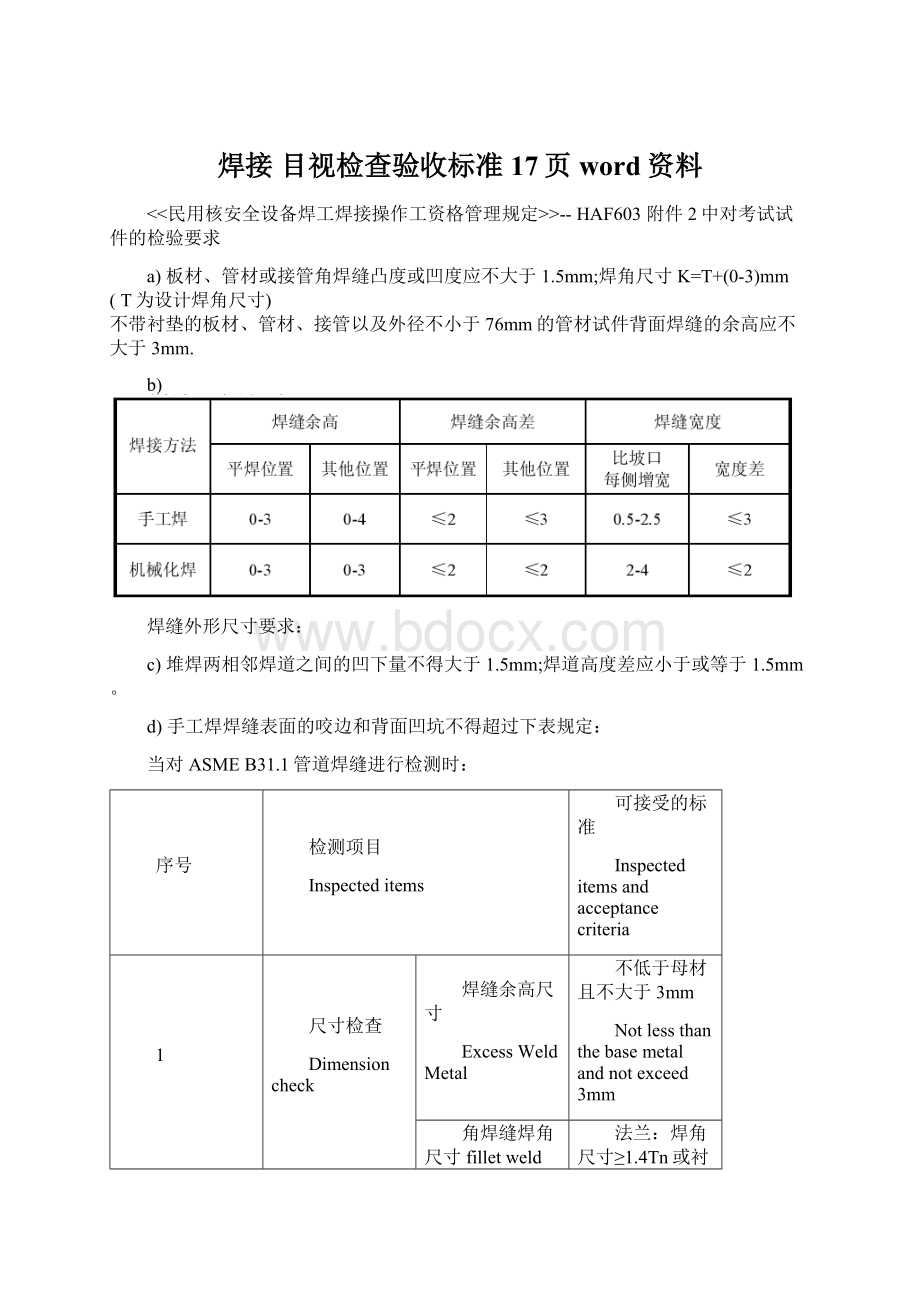
焊缝余高尺寸
ExcessWeldMetal
不低于母材且不大于3mm
Notlessthanthebasemetalandnotexceed3mm
角焊缝焊角尺寸filletweldsize
法兰:
焊角尺寸≥1.4Tn或衬套壁厚两者中的较小者。
Tn=管道的公称壁厚
除法兰以外的承插焊,焊角尺寸≥1.09Tn或插座壁厚两者中的较小者。
2
表面咬边SurfaceUnder
深度不大于1/32”(1mm)
undercutonsurfacewhichisgreaterthan1⁄32
in.(1.0mm)deep
3
表面焊接气孔Surfacewelding
应无None
4
焊接裂纹NoWeldingCrack
5
未焊透(仅适用于易于看到的内表面)IncompletePenetration(appliesonlywheninsidesurfaceisreadilyaccessible);
6
表面未熔合surfacelackoffusion
7
线性缺陷lineardefect
不大于3/16”(5mm)
8
圆形缺陷circulardefect
尺寸不大于3/16”(5mm),指示表面缩孔或者等于或多于四个分散的指示,其边缘间隔间距在任何方向等于或小于1/16”(2mm)
surfaceporositywithroundedindications
havingdimensionslesserthan3⁄16in.(5.0mm)orfourormoreroundedindicationsseparatedby1⁄16in.(2.0mm)orlessedgetoedgeinanydirection.
当采用《钢结构焊接规范--碳钢》(AWSD1.1)进行检测时
检测项目及可接受的标准
静荷载非管材连接
周期荷载非管材连接
管材连接(所有荷载)
禁止裂纹
任何裂纹都不合格,无论尺寸及部位
x
焊缝/母材的熔合
焊缝的相邻焊层之间及焊缝金属与母材之间必须完全熔合
弧坑横截面
除了超出断续角焊缝有效长度的断续角焊缝的端部外,所有弧坑必须填焊至规定的焊缝尺寸
焊缝轮廓形状
必须符合AWSD1.1中5.24节的要求
检验的时间
所有钢焊缝的目检可以在完工焊缝冷却到环境温度时进行。
ASTMA514、A517钢和A709100级及100W级钢焊缝的验收则必须在焊缝完工后至少48小时以后进行目检。
焊缝尺寸不足
任何连续角焊缝的尺寸当其小于规定的公称尺寸(L)而符合下述规定数值(U),则可不补偿。
LU
规定的公称焊缝尺寸in.(mm)在L基础上允许的减小量in.(mm)
≤3/16(5)≤1/16
(2)
1/4(6)≥3/32(2.5)
≥5/16(8)≥1/8(3)
所有情况下,焊缝尺寸不足的部分严禁超过焊缝长度的10%。
大梁腹板和翼缘板连接的焊缝上,在梁的两端、长度等于两倍翼缘板宽度的范围内必须禁止焊缝尺寸不足
咬边
(A)厚度小于1in.(25mm)的材料上的咬边严禁超过1/32in.(1mm),但允许下述例外:
在任何12in.(300mm)长度范围内任何累积长度达到2in.(50mm)的咬边严禁超过1/16in.(2mm)。
厚度等于或者大于1in.(25mm)的材料,任何长度焊缝的咬边严禁超过1/16in.(2mm)
(B)主要构件中,在任何设计荷载情况下,焊缝与拉应力成横向关系时,咬边深度严禁大于0.01in.(0.25mm)。
对于所有其他情况,咬边深度严禁大于1/32in.(1mm)
气孔
(A)焊缝与计算拉应力成横向关系的对接接头完全熔透(CJP)坡口焊缝,严禁有可见管状气孔。
对于所有其他坡口焊缝和角焊缝,直径等于或大于1/32in.(1mm)的可见管状气孔直径的总和,在任何1in(25mm)长焊缝范围内严禁超过3/8in.(10mm),而在任何12in.(300mm)长焊缝范围内严禁超过3/4in(20mm)
(B)角焊缝中管状气孔出现频度为每4in.(100mm)焊缝长度严禁超过1个,且最大直径严禁超过3/32in.(2.5mm)。
下述情况例外:
对于连接加劲材于腹板的角焊缝,在任何1英寸长焊缝范围内管状气孔直径总和严禁超过3/8in.(10mm),而任何12in.(300mm)长焊缝内严禁超过3/4in.(20mm)
(C)与计算拉应力成横向关系的对接接头完全熔合(CJP)坡口焊缝严禁有管状气孔。
对于所有其他坡口焊缝,管状气孔出现频度为每4in.(100mm)长度内严禁超过1个,且最大气孔直径严禁超过3/32in.(2.5mm)
注释:
x指所适合的连接类型,空白即为此栏不适用
当采用<
钢结构焊接规范--碳钢>
(AWSD1.1)对WPS的焊缝进行检测时
序号NO.
检测项目及可接受标准
焊缝必须无裂纹。
Theweldshallbefreeofcracks.
所有弧坑必须填至焊缝横截面饱满。
Allcratersshallbefilledtothefullcrosssectionoftheweld.
焊缝表面必须与母材表面齐平。
焊缝必须与母材平顺的熔为一体。
咬边严禁超过1/32in.(1mm),焊缝余高严禁超过1/8in.(3mm)
Thefaceoftheweldshallbeflushwiththesurfaceofthebasemetal,andtheweldshallmergesmoothlywiththebasemetal.Undercutshallnotexceed1/32in.[1mm].Weldreinforcementshallnotexceed1/8in.[3mm].
必须检查焊缝根部,且该部位严禁有裂纹,不熔合或者未充分熔透。
如果焊缝的总厚度等于或者大于母材,则容许的根部表面凹陷如下。
Therootoftheweldshallbeinspected,andthereshallbenoevidenceofcracks,incompletefusion,orinadequatejointpenetration.Aconcaverootsurfaceisallowedwithinthelimitsshownbelow,providedthetotalweldthicknessisequaltoorgreaterthanthatofthebasemetal.
根部表面凹陷严禁超过1/16in.(2mm),最大根部的熔塌严禁超过1/8in.(3mm)。
对于管材T\K\Y形连接,根部熔透凸起认为是合适的,严禁因此拒收。
Themaximumrootsurfaceconcavityshallbe1/16in.[2mm],andthemaximummelt-throughshallbe1/18in.[3mm].FortubularT-,Y-,andK-connections,melt-throughattherootisconsidereddesirableandshallnotbecauseforrejection.
当焊缝采用《钢结构焊接规范--不锈钢》(AWSD1.6)进行检测时
静载
Staticallyloaded
周期性荷载Cyclicallyloaded
目视检查应在完成焊接的焊缝冷却到环境温度后进行
Visualinspectionofweldsinallsteelsmaybeginimmediatelyafterthecompletedweldshavecooledtoambienttemperature.
焊缝无裂纹Theweldshallhavenocracks.
Thoroughfusionshallexistbetweenadjacentlayersofweldmetalandbetweenweldmetalandbasemetal.
Allcratersshallbefilledtothefullcrosssectionoftheweld,exceptfortheendsoffilletweldsoutsidetheireffectivelength.
焊缝轮廓形状必须符合AWSD1.6第5.11章节的要求
Weldprofilesshallbeinaccordancewith5.11.
咬边不应超出以下尺寸的要求
(1)厚度小于3/16in.(5mm)的材料上的咬边不超过0.01in.(0.25mm)
(2)厚度大于等于3/16in.(5mm)小于1in.(25mm)的材料上的咬边不超过1/32in.(1mm)
(3)厚度大于1/2in.(12mm)的材料上,深度不超过1/16in.(2mm),且在任意12in.(300mm)的范围内累计长度不得超过2in.(50mm)
(4)厚度大于等于1in.(25mm)的材料上的咬边不超过1/16in.(2mm)
Undercutshallnotexceedthefollowingdimensions:
(1)0.01in.[0.25mm]formateriallessthan3/16in.[5mm]
(2)1/32in.[1mm]formaterialequaltoorgreaterthan3/16in.[5mm]andlessthan1in.[25mm]
(3)1/16in.[2mm]ispermittedforanaccumulatedlengthof2in.[50mm]inany12in.[300mm]inmaterialgreaterthan1/2in.[12mm]
(4)1/16in[2mm]formaterialequaltoorgreaterthan1in.[25mm]
当焊缝接受横向的拉伸设计荷载时,如设计文件有规定,咬边不应超过0.01mmin.[0.25mm]。
其他的咬边不应超过1/32in.[1mm]。
Inprimarymembers,asdefinedincontractdocuments,undercutshallbenomorethan0.01mmin.[0.25mm]deepwhentheweldistransversetotensilestressunderanydesignloadingcondition,asshownonthedrawing.Undercutshallbenomorethan1/32in.[1mm]deepforallothercases.
在角焊缝中,直径大于或等于1/32in.(1mm)的可见的管状密集性气孔的总和,在任意焊缝上不得超过3/8in.(10mm),并且在任意的12in.(300mm)内不得超过3/4in.(20mm)
Thesumofdiametersofvisiblepipingporosity1/3in.[1mm]orgreaterinfilletweldsshallnotexceed3/8in.[10mm]inanylinerinchofweldandshallnotexceed3/4in.[20mm]inany12in[300mm]lengthofwelds.
焊缝与计算拉应力成横向关系的对接接头完全熔透(CJP)坡口焊缝,严禁有可见管状气孔。
Completejointpenetrationgrooveweldsinbuttjointtransversetothedirectionofcomputedensilestressshallhavenovisiblepipingporosity.Forallothergrooveweldsthesumofthevisiblepipingporosity1/32in.[1mm]orgreaterindiametershallnotexceed3/8in.[10mm]inanylinearinchofweldandshallnotexceed3/4in[20mm]inany12in.[300mm]lengthofweld.
管状气孔出现的频率在每4in.[100mm]焊缝长度内为1个,且最大的尺寸不能超过3/32in.[2.5mm]。
特例:
对于加强板角焊缝,管状气孔的尺寸之和在任何长焊缝上不得超过3/8in.[10mm],且在任意12in.[300mm]焊缝长度内不得超过3/4in.[20mm]。
Thefrequencyofpipingporosityinfilletweldsshallnotexceedoneineach4in.[100mm]ofweldlengthandthemaximumdiametershallnotexceed3/32in.[2.5mm].
Exception:
forfilletweldsconnectingstiffenerstoweb,thesumofthediametersofpipingporosityshallnotexceed3/8in.[10mm]inanylinearinchofweldandshallnotexceed3/4in.[10mm]inanylinearinchofweldandshallnotexceed3/4in.[20mm]inany12in.[300mm]lengthofweld.
对于所有其他的管道坡口焊缝气孔率每4in.[100mm]不超过1个,最大直径不得超过3/32英寸[2.5mm]。
Completejointpenetrationgrooveweldsinbuttjointtransversetothedirectionofcomputedensilestressshallhavenovisiblepipingporosity.Forallothergrooveweldsthefrequencyofpipingporosityshallnotexceedonein4in.[100mm]oflengthandthemaximumdiametershallnotexceed3/32in.[2.5mm].
9
任意单一连续的角焊缝如小于规定值,且不超过1/16in.[2mm],如焊缝尺寸不足部分不超过焊缝长度的10%时可不进行修正。
大梁腹板和翼缘板连接的焊缝上,在梁的两端、长度等于两倍翼缘板宽度的范围内必须禁止焊缝尺寸不足。
Thefilletweldinanysinglecontinuousweldmaybelessthanthespecifiedfilletsizebyuptoandincluding1/16in.[2mm]withoutcorrection,providedthattheundersizeportionofthewelddoesnotexceed10%ofthelengthoftheweld.Onweb-to-flangeweldsongirders,filletweldsizeslessthanthespecifiedsizeshallbeprohibitedattheendforalengthtotwicethewidthoftheflange.
说明:
X表示适用的连接类型,空白标识此栏不适用
Generalnote:
An“x”indicatesapplicabilityfortheconnectiontype;
ashadedareaindicatesnon-applicability.
当采用《钢结构焊接规范——不锈钢》(AWSD1.6)对WPS的焊缝进行检查时
焊缝无裂纹
所有弧坑必须填至焊缝横截面饱满
咬边不超过1/32in.[1mm]。
焊缝余高不高于1/8in.[3mm]。
Undercutshallnotexceed1/32in.[1mm].
Weldreinforcementshallnotexceed1/8in.[3mm].
对接接头完全熔透(CJP)坡口焊缝,焊接根部必须检查。
必须没有明显可见的裂纹,不完全的熔合,未焊透。
如果总体的焊缝不低于母材,根部的凹陷是允许的。
ForCJPwithoutsteelbacking,therootoftheweldshallbeinspected,andthereshallbenoevidenceofcracks,incompletefusion,orinadequatejointpenetration.Aconcaverootsurfaceispermittedprovidedthetotalweldthicknessisequaltoorgreaterthanthatofthebasemetal.
最大熔塌不得超过1/8in.[3mm]。
Themaximummelt-throughshallnotexceed1/8in.[3mm].
对于采用ASMEIX的检测
可接受标准Acceptancecriteria
技能评定试样
外观检查应显示焊缝金属与母材全焊透或者全熔合
管板试样
外观易于接近的焊缝表面应在没有放大要求的情况下进行外观检测,焊缝应标明完全熔合,在整个管壁上没有烧伤的现象,没有裂纹或气孔
核级支架目视标准
目视检测验收标准
当进行目视检测时,验收标准应符合下列要求:
(a)裂痕或其他线性指示是不合格的。
(b)对于焊缝长度的四分之一,填角焊焊缝应小于规定的尺寸1/16英寸。
如果超大尺寸焊缝不干扰配合部件,超大尺寸填角焊焊缝是可接受的。
(c)在填角焊缝中,每4英寸焊段内有3/8英寸的未熔合和小于4英寸长的焊缝中有长度是1/4英寸的未熔合是可以接受的。
在填角焊缝和坡口焊缝中,焊接(开始和停止)中形成的圆端状况不应视为是未熔合指示和非相关指示。
(d)如果满足焊缝尺寸和融和标准,焊瘤是可以接受的。
当不能确定焊瘤长度中的熔合时,每4英寸焊段内焊瘤长度是3/8英寸和小于4英寸长的焊缝中焊瘤长度是1/4英寸是可以接受的。
(e)当满足焊缝尺寸时,焊口是可以接受的。
如果没有裂痕,超出指定焊缝长度的焊口是非相关指示。
(f)咬边合格要求如下:
(1)对于标称厚度为3/8英寸及更小的材料而言,对于焊缝总长度,构件一侧的咬边深度是1/32英寸或对于二分之一焊缝长度,构件一侧的咬边深度是1/32英寸,及对于在构件同侧四分之一的焊缝长度,咬边深度是1/16英寸是可以接受的。
两侧焊接的构件而且咬边位于构件的同一平面,咬边累积长度限制为一侧容许咬边长度。
熔透造成基材孔洞是不能接受的。
(2)对于标称厚度大于3/8英寸的材料而言,对于焊缝总长度,构件两侧咬边深度是1/32英寸及对于四分之一长度焊缝,咬边深度是1/16是可以接受的。
(g)仅主表面尺寸超过1/16英寸的表面气孔应视为相关的。
含有表面气孔的填角焊缝和坡口焊缝是不可接受的,如果:
(1)焊缝线性尺寸的气孔直径的总和为3/8英寸以上或12英寸焊缝为3/4英寸以上;
或者
(2)四个或多个气孔对齐,而且气孔的间距是1/16英寸或更小,边对边的。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 目视检查验收标准17页word资料 目视 检查 验收 标准 17 word 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
造林规划设计.docx
-
长沙理工大学电子电工实习报告.docx
-
幼儿四大发展阶段.docx
-
招标方案申请报告及其他单位样本.docx
-
幼儿园国庆节主题墙方案2篇.docx
-
幼儿园万圣节活动策划书.docx
-
浙江省丽水市莲都区事业单位考试《卫生专业技术岗位人员公共科目笔试》真题库.docx
-
渝北区草坪至统景二级公路YRCP2合同段施工组织设计.docx
-
浙江选考201X版高考化学大一轮复习 专题9 溶液中的离子反应 第二单元 盐类水解及其应用学案.docx
-
与《审计》密切的会计知识摘编.docx
-
蒸压加气混凝土砌块专项施工方案43305.docx
-
雨水污水管道标准施工.docx
-
整理度安全生产目标责任书doc.docx
-
整理欢庆八一建军节大型联欢晚会主持词.docx
-
语文高三《鞭贾》知识点归纳.docx
-
整理事故现场急救方法与基本知识.docx
-
语言教育.docx
-
正式劳动合同范本.docx
-
预埋钢板隐蔽报审表.docx
