 空气冷却塔Word文件下载.docx
空气冷却塔Word文件下载.docx
- 文档编号:21846233
- 上传时间:2023-02-01
- 格式:DOCX
- 页数:44
- 大小:45.31KB
空气冷却塔Word文件下载.docx
《空气冷却塔Word文件下载.docx》由会员分享,可在线阅读,更多相关《空气冷却塔Word文件下载.docx(44页珍藏版)》请在冰豆网上搜索。
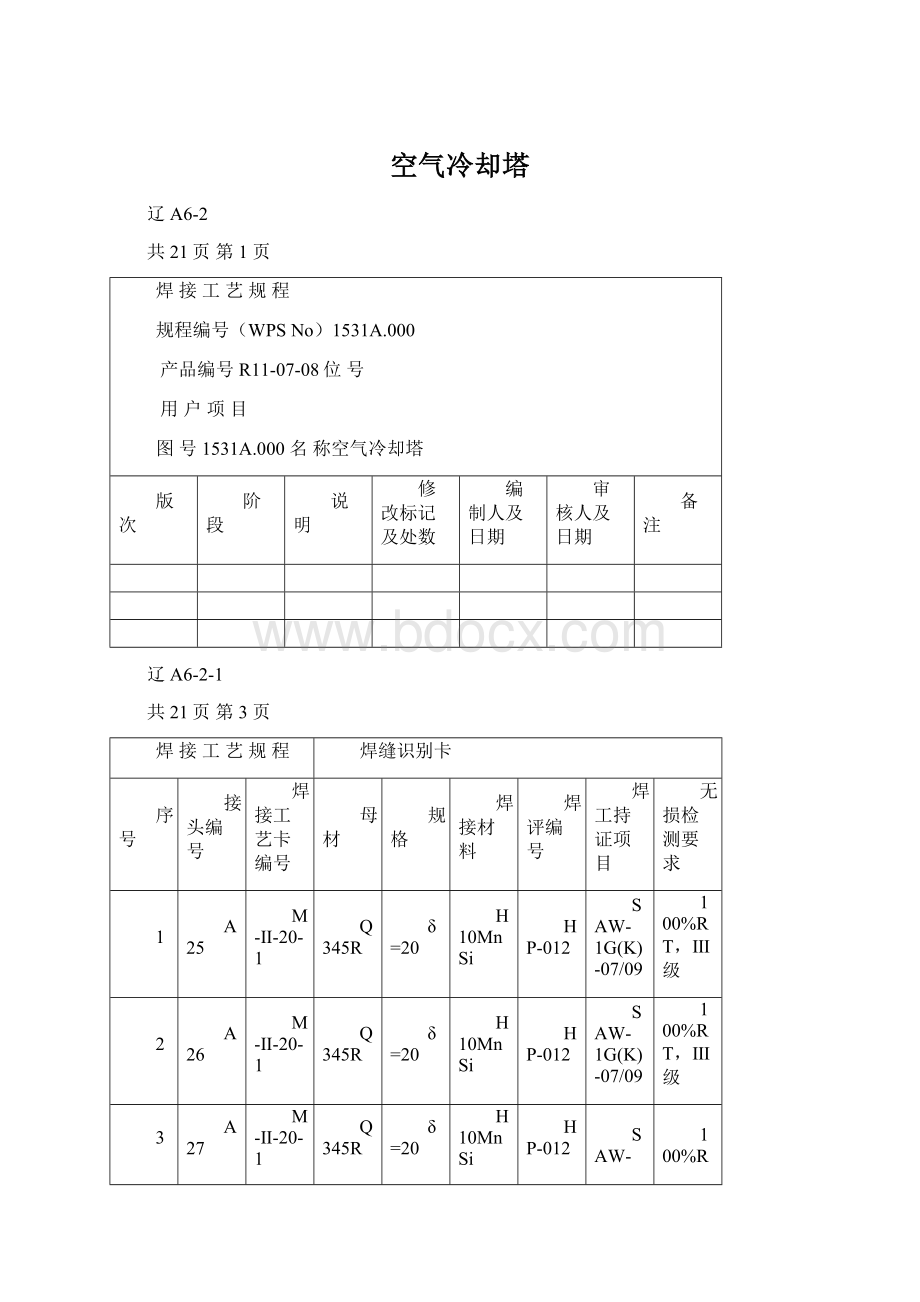
Q345R
δ=20
H10MnSi
HP-012
SAW-1G(K)-07/09
100%RT,Ⅲ级
2
A26
3
A27
4
A28
5
A1-A2
M-Ⅱ-18-2
δ=18
20%RT,Ⅲ级
6
A3-A4
7
A5-A6
8
A7-A8
9
A9-A10
10
A11-A12
11
A13-A14
12
A15-A16
13
A17-A18
14
A19-A20
15
A21-A22
16
A23-A24
17
B1
M-Ⅱ-20/18-3
δ=20/δ=18
共21页第4页
18
B2
19
B4
M-Ⅱ-18-4
20
B5
21
B6
22
B7
23
B8
24
B10
25
B11
26
B12
27
B13
28
B14
29
B9
SM-Ⅱ-18-5
J507
HP-008
SMAW-FeⅡ-3G-12-Fef3J
30
A29-1-2
S-Ⅱ-16-6
δ=16
HP-002
31
A30-1-2
32
A31
S-Ⅱ-8-7
δ=8
33
A32
34
A33
共21页第5页
35
A34
S-Ⅱ-8-7GTAW-FeⅡ-6G-6/57-02
36
A35
37
A36
38
A37
39
B23
S-Ⅰ-12/10-8
δ=12/δ=10
J422
HP-001
40
B24
S-Ⅰ-10-8
δ=10
41
B3-1-2
M-Ⅱ-10-9
HP-003
100%MT
42
C11-1-7
S-Ⅱ-8-10
43
D20
S-Ⅱ-20-13
44
D11-1-7
S-Ⅱ-8/20-11
45
D3D9
46
D2D4D7
S-Ⅱ/Ⅰ-8/20-12
Q345R/20
J426
47
D13-1-2
48
D14-1-2
49
D15D16
50
C
S-Ⅰ-14
20/Q235B
51
D8
S-Ⅱ-15
辽A6-2-2
共21页第6页
焊接材料汇总表
母材
焊条电弧焊SMAW
埋弧焊SAW
气体保护焊MIG/TIG
焊条/规格
烘干温度℃
/时间h
焊丝/规格
焊剂
保护气体
纯度
Q345R+Q345R(16Mn)
J507/Ф4
350-400/1
H10MnSi/Ф4
HJ431
250-300/1
(Q345R)16Mn+20
J427/Ф3.2
J427/Ф4
容器技术特性
部位
设计压力MPa
设计温度℃
试验压力MPa
焊接接头系数
容器类别
筒体
0.6
120
1.0
0.85
Ⅰ类
辽A6-2-3
共21页第7页
接头焊接工艺卡
接头简图:
施焊要求
焊前将待焊区及附近20mm范围内的水分
图号
1531A.000-6/10
油污及赃物清除干净。
接头名称
封头拼接焊缝
点焊,焊点长40mm。
规范按点层。
接头编号
A25、A26、A27、A28
焊缝余高≤3
焊评编号
碳弧气刨清根。
焊工持证项目
背面焊缝余高≤3
焊缝外观检测。
检
验
本厂
监检
第三方或用户
焊缝进行20%X-RT射线检测,按JB/T
4730.2-2005Ⅲ级合格,技术等级AB级。
母材
(1)
厚度
预热温度
母材
(2)
层间温度
焊缝金属
(1)
焊后热处理
焊缝金属
(2)
焊接位置
平焊
层
道
焊接
方法
焊材及
尺寸
电流种类及极性
焊接电
流A
电弧
电压
V
焊接速度
气体保护焊
备注
钨极直径mm
喷嘴直径mm
气体
成分
气体流量L/min
脉冲
频率
脉宽比﹪
正面
背面
SAW
交流
440-480
31-32
46-50
2-3
600-650
34-36
41-43
730-770
36-40
点
SMAW
直流反接
160-180
28-30
注:
焊接速度焊条电弧焊是mm/根;
即每根焊条所焊焊缝长度;
氩弧焊是mm/min;
埋弧焊是cm/min。
共21页第8页
1531A.000-12
筒体纵缝
A1-A24
共21页第9页
1531A.000-6/10/12
封头与筒体环缝
B1B2
Q345Q
共21页第10页
筒体环缝
B4-B8B10-B14
共21页第11页
筒体腰缝
HP-008HP-012


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 空气 冷却塔
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
自学考试审计学试题及参考答案.docx
-
总结范文读后感的写作技巧5篇.docx
-
智能家居实施方案.docx
-
最新18年高考政治复习资料大全四本书.docx
-
钻井队现场施工技术关键点项.docx
-
最新版精编电大网考计算机考核题库588题含参考答案.docx
-
中共直属机关工作委员会工作要点.docx
-
最新部编版小学一年级下册语文第五单元导学案表格式.docx
-
最新高级中学1718学年高二月考地理试题附答案.docx
-
最新第二学期四年级英语试题期中质量检测附答案及听力材料.docx
-
中国核果油桃桃李杏输往澳大利亚植物检验检疫中国电子口岸.docx
-
中国证券市场发展问题研究.docx
-
最新关于音乐在素质教育中的几点看法教育.docx
-
最新家电促销活动方案.docx
-
中考地理中国的疆域与人口专题复习测试题和答案.docx
-
中考物理第二轮综合复习测试题16.docx
-
最新柳永雨霖铃赏析精选word文档 10页.docx
-
中考英语110条重点短语归纳.docx
-
最新人教版小学语文六年级上册全册教案.docx
