 YL335B自动成产线实训报告文档格式.docx
YL335B自动成产线实训报告文档格式.docx
- 文档编号:21828715
- 上传时间:2023-02-01
- 格式:DOCX
- 页数:24
- 大小:23.96KB
YL335B自动成产线实训报告文档格式.docx
《YL335B自动成产线实训报告文档格式.docx》由会员分享,可在线阅读,更多相关《YL335B自动成产线实训报告文档格式.docx(24页珍藏版)》请在冰豆网上搜索。
推料复位
推料气缸后端
5
出料检测
光电传感器
出料台下方
6
物料不足
管型料仓第四层
7
物料没有
管型料仓底层
8
金属检测
金属传感器
出料台后方
9
停止按钮
机械开关
10
启动按钮
11
单机/联机
换向开关
12
顶料驱动
电磁阀线圈
气缸背板上
13
推料驱动
14
黄色指示灯
15
绿色指示灯
16
红色指示灯
17
急停按钮
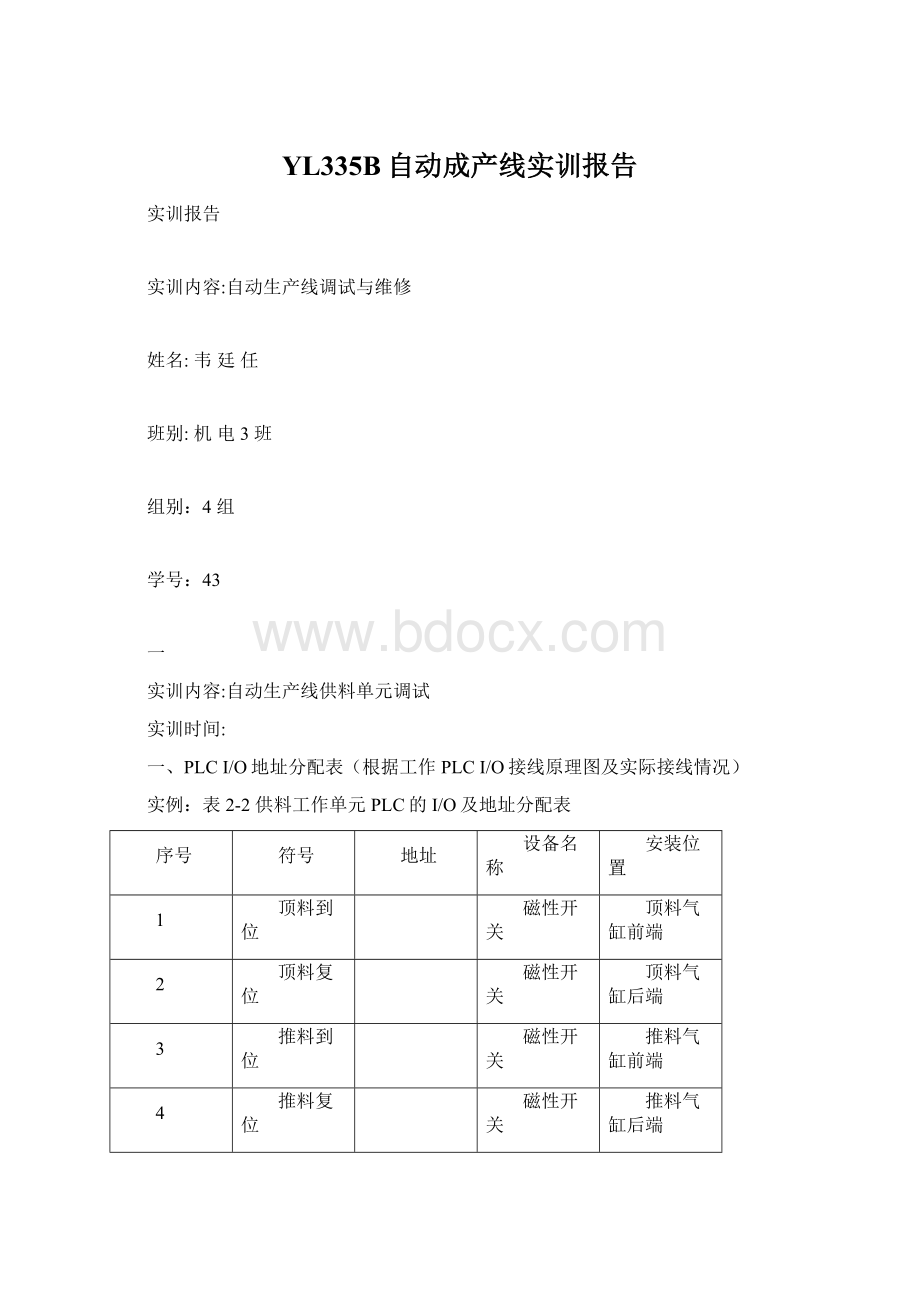
二、工作单元初始工作状态;
供料单元:
顶料气缸缩回到位,推料气缸缩回到位,物料足够,物料有
三、工作单元的工作过程(动作过程);
动作的条件首先要出料台检测无聊无物料才能动作。
工作要求(动作要求):
顶料(气缸伸出)----推料(气缸伸出)-----推料复位(气缸缩回)-----顶料复位(气缸缩回),完成一个周期工作。
五、填写工作单元调试运行记录表
表2-6供料工作单元调试运行记录表
操作步骤
(动作顺序)
输入信号
输出信号
物料不足检测
物料有无检测
物料台物料检测
启动/停止按钮
顶料电磁阀
推料电磁阀
料仓放入工件(多于4个)
单元初始工作状态
按启动按钮,顶料到位
1
二
自动生产线输送单元调试
表2-2输送工作单元PLC的I/O及地址分配表
原点传感器
右限位
极限开关
左限位
下限到位
升降台
上限到位
左限到位
摆动气缸
右限到位
伸出到位
机械手臂
缩回到位
手指夹紧检测
伺服报警
控制面板
按钮
提升台上升
电磁阀
提升台下方
左旋
提升台上方
18
右旋
19
手爪伸出
伸出电磁阀
20
手爪夹紧
夹紧电磁阀
21
手爪放松
放松电磁阀
22
指示灯
23
24
控制面板按钮
25
HMI就绪
26
越程故障
27
运行状态
28
停止指令
29
主控标志
30
前往加工
31
前往装配
32
前往分拣
33
调整包络
34
急停返回
35
联机方式
36
全线联机
37
测试完成
38
抓去完成
39
脉冲清零
40
初态检查
41
初始位置
42
主站就绪
系统就绪
44
HMI复位
45
HMI停止
46
HMI启动
47
HMI联机
48
通讯正常
49
通讯故障
50
包络0完成
51
包络1完成
52
包络2完成
53
包络3完成
54
包络4完成
输送单元:
(1)输送机械手缩回到位;
(2)输送机械手提升台在下限位;
(3)输送机械手处于手爪松开状态;
(4)输送机械手旋转摆台右旋到位;
(5)输送机械手在原点。
(1)在供料单元抓取工件,抓取完成2S后到加工站;
(2)在加工单元放下工件,1S后抓取工件,抓取完成2S后到装配单元;
(3)在装配工作单元放下工件,1S后抓取工件,抓取完成,机械手左旋转到位,2S后到分拣单元;
(4)在分拣工作单元放下工件,放下工件完成后2S,输送机械手复位
升降台下限
升降台上限
摆动气缸左限
摆动气缸右限
机械手臂伸出到位
机械手臂缩回到位
复位按钮
提升台上升电磁阀
气缸左旋电磁阀
气缸右旋电磁阀
手爪伸出电磁阀
手爪夹紧电磁阀
手爪放松电磁阀
运输单元初态
按启动按钮
手爪缩回
升台下降
升台上升
手爪左旋
手爪右旋
三
自动生产线加工单元调试
表2-2加工工作单元PLC的I/O及地址分配表
加工台物料检测
加工台
夹紧到位
磁性行程开关
机械手
加工压头上限
加工压头下限
伸缩驱动
加工驱动
准备就绪
加工单元:
加工台伸缩气缸伸出到位,加工台手爪在放松状态,加工台无物料,冲压气缸在缩回状态(上限)
加工单元动作条件:
加工台检测到有物料。
加工台物料检测到有物料----手爪夹紧-----加工台伸缩气缸缩回到位-----冲压气缸伸出冲压工件-----冲压气缸在缩回(冲压复位)-----加工台伸缩气缸伸出到位-----手爪松开,完成一个周期工作。
操作步骤(动作顺序)
动作顺序)
夹紧到位检测
伸出到位检测
缩回到位检测
电磁阀夹紧
电磁阀伸出
电磁阀加工驱动
加工单元初始工作状态
手指夹紧到位
气缸缩回到位
加工下限到位
加工上限到位
气缸伸出到位
手指放松到位
四
自动生产线装配单元调试
表2-2装配工作单元PLC的I/O及地址分配表
物料有无
物料左
物料右
物料台
挡料状态
挡料缩回
旋转缸左限位
旋转缸右限位
手爪下降到位
手爪上升到位
手爪缩回到位
手爪伸出到位
挡料
顶料
回转
手爪松开
手爪下降
红色警示灯
黄色警示灯
绿色警示灯
装配单元:
装配机械手:
缩回到位;
在上限位;
手爪松开状态;
装配台无物料
旋转物料台:
右旋到位
右检测有物料,装配台有物料;
旋转到位(左旋或右旋到位),左检测有物料,右检测无物料
供料机构:
物料有,旋转物料台旋转到位(左旋或右旋到位),左检测无物料
供料过程:
顶料---落料----挡料---顶料复位
旋转物料台旋转过程:
当左检测有物料,右检测无物料,若是左旋到位则旋转物料台右旋,若是右旋到位则旋转物料台左旋。
装配过程:
机械手取小工件(下降-----夹紧-----上升)-----装配(伸出-------下降------放松)-------机械手复位(上升-----缩回)
档料状态
落料状态
……
I
Q
初态
落料
档料
电磁阀左回旋
手爪上升
电磁阀右回旋
五
自动生产线分拣单元调试
表2-2分拣工作单元PLC的I/O及地址分配表
旋转编码器
电机对面
入口工件检测
光电开关
传感器支架
金属工件检测
工件颜色检测
推杆1到位检测
顶料气缸1#
推杆2到位检测
顶料气缸2#
推杆3到位检测
顶料气缸3#
单站/全线
底板
启/停控制
推杆1电磁阀
推杆2电磁阀
推杆3电磁阀
分拣单元:
各出料槽推料气缸均缩回到位,传送带在停止状态,入料口无物料
动作条件:
入料检测有物料
入料口检测有物料,启动变频器(工作频率设为15Hz),电机运转驱动传送带运行,把工件运送至分拣区分拣:
工件按分拣要求被检测出后,到达指定分拣槽口时,传送带停止,推料气缸伸出将工件推入分拣槽。
分拣工作单元调试运行记录表
入口检测
工件颜色料检测
1#推杆到位检测
2#推杆到位检测
3#推杆到位检测
电磁阀推料一
电磁阀推料二
电磁阀推料三
初检
金属工件
塑料白工件
塑料黑工件
六、实训的体会、存在问题及对策;
与以前用的300相比现在的200刚开始用觉得有些陌生用起来上手比较慢。
但经过几次的熟悉感觉却与先前的大不一样相比300那版本的200比较简洁熟悉后让人觉得用起来,调用功能方便且下载编辑程序也很方便整个画面看起来清晰。
我们操作对象是亚龙YL-335B自动生产线,上课之前老师就说要弄懂它就得弄清楚YL-335B的工作过程及其各个单元的工作过程,会认识机器元件。
在供料单元的调试过程中发现虽然自己的程序能正常控制达到预期目的但经过老师手把手的教和指导也找出了很多问题:
1,混淆来调用子程序从而使得子程序一直被调用与控制要求不相符。
2,未能用急停按钮来控制程序从而使停止指令达不到预期要求。
3,粗心大意调用定时器时前面用T38而后面误用了T35,这些问题最后在老师的指导下找了出来并且改正。
在下面的分组调试学习当中我们组做的是输送单元,在经过简单的了解输送


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- YL335B 自动 成产线实训 报告
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
自控实验.docx
-
常用韵脚大全.docx
-
常用词替换.docx
-
宠物医院工作总结.docx
-
安全管理月份工作总结多篇.docx
-
BPM应用操作手册.docx
-
工程造价专业职业生涯规划范文.docx
-
标识指示牌投标文件技术方案设计.docx
-
PEP五年级英语上册四五单元五环探构模式教案.docx
-
部编人教版三年级语文上册23带刺的朋友课堂实录.docx
-
最新整理北化物理化学考研实验.docx
-
最新特岗教师个人年度工作总结述职报告2.docx
-
八年级数学上全部教案doc.docx
-
八年级语文上册 背影教学设计 两篇较好的教学案例人教新课标版.docx
-
SAPABAP长文本处理汇编.docx
-
办公室工作计划简单.docx
-
1224工贸行业企业安全生产标准化试题及答案.docx
-
EI收录中国大陆期刊名录.docx
-
231683 北交《员工关系管理》在线作业一 15秋答案.docx
