 元件业SPC案例资料.docx
元件业SPC案例资料.docx
- 文档编号:2182487
- 上传时间:2022-10-27
- 格式:DOCX
- 页数:36
- 大小:400.94KB
元件业SPC案例资料.docx
《元件业SPC案例资料.docx》由会员分享,可在线阅读,更多相关《元件业SPC案例资料.docx(36页珍藏版)》请在冰豆网上搜索。
元件业SPC案例资料
第二章:
電子元器件業案例分析
三、系統規劃
1.基本資料規劃
根據其公司特點與產品特性,作出以下基本資料規劃
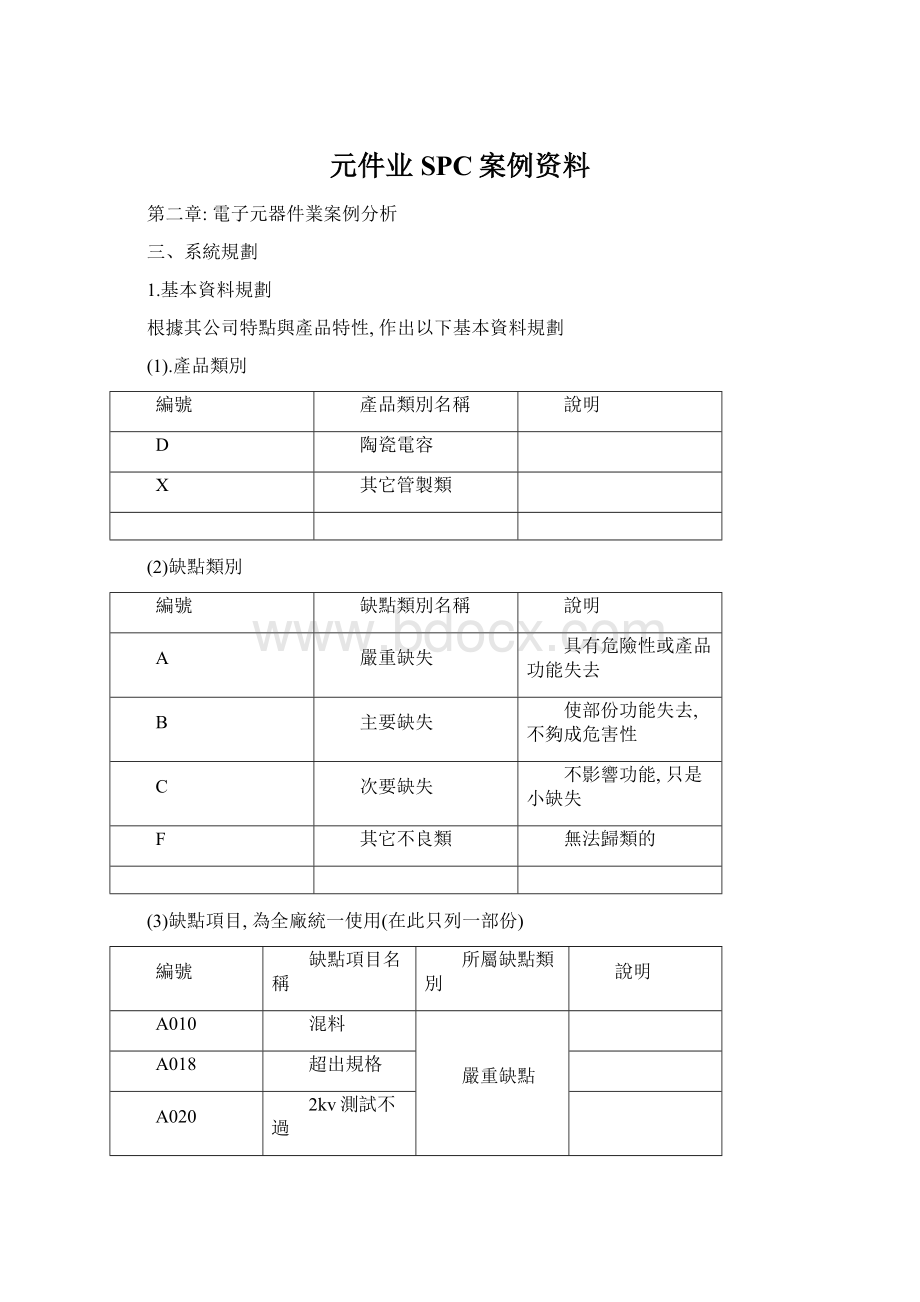
(1).產品類別
編號
產品類別名稱
說明
D
陶瓷電容
X
其它管製類
(2)缺點類別
編號
缺點類別名稱
說明
A
嚴重缺失
具有危險性或產品功能失去
B
主要缺失
使部份功能失去,不夠成危害性
C
次要缺失
不影響功能,只是小缺失
F
其它不良類
無法歸類的
(3)缺點項目,為全廠統一使用(在此只列一部份)
編號
缺點項目名稱
所屬缺點類別
說明
A010
混料
嚴重缺點
A018
超出規格
A020
2kv測試不過
A024
裂痕
A02A
破損
A030
短路
A032
斷路
A034
斷腳
A040
腳脫落
A050
面板變形
A060
老化變形
B010
標識印錯
主要缺點
B020
標識不清
B030
腳歪
B040
腳不整齊
B050
包裝數錯
B060
涂裝脫落
B070
編帶脫落
B080
腳位生鏽
C010
有毛邊
次要缺點
C020
編帶松動
C030
有污點
C040
顏色偏差
C050
刮花
D010
膠帶脫落
其它不良類
(4).檢驗工作站
編號
檢驗工作站名稱
說明
01
進料檢驗
02
貼片
03
編帶
04
老化
05
成品檢驗
06
包裝
(5)層別條件項目
編號
層別條件名稱
說明
1
線別
2
瓷片供應商
3
檢驗人員
4
客戶
5
班別
(5.1)層別條件項目一---線別
編號
生產部門名稱
說明
1
A線
2
B線
3
C線
(5.2)層別條件項目二---瓷片供應商
編號
重要供應商名稱
說明
A01
中成
A02
華昌
A03
新日
(5.3)層別條件項目三---檢驗人員
編號
檢驗名稱
說明
Q0102
張三
Q0112
李四
Q0121
王五
Q1233
李華
Q1432
肖斌
Q2103
華安
Q2105
劉斌
Q2112
余志軍
(5.4)層別條件項目四---客戶
編號
客戶名稱
說明
10
源興
20
方正
30
四通
40
聯想
50
舒博
60
航行
70
達成
(5.5)層別條件項目五----班別
編號
線別名稱
說明
1
白班
2
晚班
(6).計量管製點:
為主要部份,分別是烤箱溫度、貼片厚度、電阻值、腳長、腳距等。
其它暫時不做,以后再視情況而定。
(7).抽樣計劃:
計數部份:
采用作業員自動全檢和IPQC巡檢,作業員數據每4小時收集一次,巡檢每2小時按105E抽一次,不足4小時也按105E抽一次。
計量部份:
按每2小時抽5個樣品
(8).用戶及權限:
用戶名稱
權限
基本資資料
數據輸入
數據明細
圖形報表
用戶權限
使用
新增
修改
刪除
打印
使用
新增
修改
刪除
使用
打印
使用
打印
使用
修改
Supervisor
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
品質主管
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
IQC組長
√
╳
╳
╳
╳
√
╳
╳
╳
√
√
√
╳
╳
╳
PQC組長
√
╳
√
╳
╳
√
╳
╳
╳
√
√
√
╳
╳
╳
OQC組長
√
╳
╳
╳
╳
√
╳
╳
╳
√
√
√
╳
╳
╳
工程主管
√
╳
╳
╳
╳
√
╳
╳
╳
√
√
√
╳
╳
╳
SPC推行人
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
QE
√
╳
╳
╳
√
√
√
√
√
√
√
√
√
╳
╳
生產主管
√
╳
╳
╳
╳
√
╳
╳
╳
√
╳
√
╳
╳
╳
工程工程師
√
╳
╳
╳
╳
√
╳
╳
╳
√
╳
√
╳
╳
╳
QC文員
√
╳
╳
╳
╳
√
√
√
√
√
╳
√
╳
╳
╳
查詢
√
╳
╳
╳
╳
√
╳
╳
╳
√
╳
√
╳
╳
╳
(9).檢驗單位
編號
檢驗單位名稱
說明
10
U
歐姆
20
mV
電壓
30
Mm
尺寸
40
MHZ
頻率
50
℃
溫度
(10).表尾格式
序號
圖表明稱
表尾內容
文件編號
01
基本資料
製表:
審核:
核準:
QM-PA-301
02
檢驗數據明細
QM-PA-302
03
計數值圖形
製表:
審核:
核準:
QM-PA-311
04
計量值圖形
製表:
審核:
核準:
QM-PA-312
(11).管製圖判讀標準
序號
管製圖判讀標準內容
1
連續5點在中心線上方/下方
2
連續3點上升/下降
3
連續7點互著一升一降
4
連續3點在3倍標準差以外
5
連續5點中有3點在2倍標準差以外
6
連續7點中有5點在1倍標準差之內
7
連續5點在中心線兩側但未在1倍標準差以內
(12).品質級別
指標
等級
超始值
終點值
說明
Ca
A級
0
0.125
理想的狀態,須繼續維持。
B級
0.125
0.25
有必要僅可能將其改善為A級。
C級
0.25
0.5
作業員可能看錯規格,不按作業標準操作或檢討規格作業標準。
D級
0.5
1
應立即檢查,並予以改善。
E級
1
--
採取緊急措施,並全面檢討,必要時考慮停止生產。
Cp
A級
3
--
製程穩定性太好,為理論理想狀態,但注意成本。
B級
1.67
3
製程理想的狀態,如與C級無較大成本變化,則繼續維持現狀。
C級
1.33
1.67
製程穩性與成品比值理想級,產品變異較小,符合客戶要求。
D級
0.8
1.33
確實進行製程管理,使其能保持在管制狀態,當CP接近1時,恐怕會產生不良,盡可能改善為C級。
E級
0
0.83
須進行品質的改善,探求原因,需要採取緊要對策,並重新檢討規範。
Cpk
A級
2.5
--
品質有過剩,考慮成本。
B級
1.67
2.5
品質理想級狀態,如與C級無較大成本變化,則繼續維持現狀。
C級
1.33
1.67
品質與成本理想級,產品變異較小,符合客戶要求。
D級
0.83
1.33
確實進行製程管理,使其能保持在管制狀態,當Cp接近1時,恐怕會產生不良,盡可能改善為C級。
E級
0
8.83
須進行品質的改善,探求原因,需要採取緊急對策,並重新檢討規範。
(13).產品資料:
就直接按其公司的產品編號和物料清單使用,外加一個烤箱,其計量值管製特性為溫度。
2.運作規劃
(1).相關人員權責規劃
職位
權責
所需看和分析的圖形
分析頻率
總經理或副總
核準SPC推行方案,協調各相部門關系,監督SPC運作成效
PPM/不良率推移圖、柏拉圖
CPK推移圖、直方圖、σs、σa
每月或重要客戶或產品多看幾次
客服人員
了解各批次品質狀態
P-Chart
每一批次分析一次
采購
了解進料部份品質狀況
進料P-Chart、進料柏拉圖
每一批次分析一次
品質主管
審核SPC推行計劃,定時看圖分析品質狀態,界定品管部內部關系,製程品質記錄外送核準,指導SPC系統運作,安排今后的SPC培訓動作。
PPM/不良率推移圖、柏拉圖
CPK推移圖、直方圖
每2至3天分析一次
Xbar-Rchart、Xbar-Schart、Median-Rchart、X-Rmchar、製程能力分析圖
每5個點分析一次
製程建議分析
內部品質討論前分析
品質主管助理
保管所有製程標準參數記錄表,登記所有外送客戶製程記錄表.
了解和熟悉所有圖表形式.
SPC專項負責人
聯系和處理軟件所有相關事務,處理今后SPC培訓事務,負責界定基本資料,製作SPC程序書,監督所有相關人員對SPC的應用分析。
所有圖形
每3天察看一次所有圖形
QE
適時觀看各品質圖形,界定各基本資料,出問題時提醒生產和工程部門,協同生產、工程製定製程品質標準參數記錄表。
Xbar-Rchart、Xbar-Schart、Median-Rchart、X-Rmchar、製程能力分析圖
P-Chart、NP-Chart、C-Chart、U-Chart
最好適時監控與分析
直方圖、柏拉圖、σs、σa、
多品質特性圖、PPM/不良率推移圖、CPK推移圖
每批次或每5點分析一次
製程建議分析
品質討論前分析
製造部各主管
觀看本部門的產品品質狀況,對出問題采取具體執行措施
Xbar-Rchart、Xbar-Schart、Median-Rchart、X-Rmchar、製程能力分析圖
P-Chart、NP-Chart、C-Chart、U-Chart
每收集完成1至2個點分析一次
多品質特性圖、PPM/不良率推移圖、CPK推移圖、直方圖
一個批次生產完或與品管討論品質時分析
品檢文員
把製程抽樣檢驗記錄表中的數據準確無誤地輸入電腦SPC系統中,同時察看圖形以確認是否輸錯數據。
Xbar-Rchart、P-Chart、U-Chart
每次輸完數據
QC人員
按抽樣計劃,抽樣檢驗各產品,並記錄到製程抽樣檢驗記錄表中,並保証數據的真實性
可不需要看圖分析
(2).SPC運作流程
繼續嚴密監控並提醒生產部門
QE、生產主管、工程師分析
否
是
QC抽樣檢驗產品,並記錄數據
文員收集數據,並輸入電腦
是
否
否
否
狀態圖異常否
是
QE分析品質狀態圖及指標
是
連續5~10組否
否
否
檢看原始數據
管製圖異常否
是
否
否
狀態圖異常否
是
QE分析品質狀態圖及指標
是
連續5~10組否
否
否
檢看原始數據
管製圖異常否
是
否
否
狀態圖異常否
是
QE分析品質狀態圖及指標
是
連續5~10組否
否
否
檢看原始數據
管製圖異常否
是
否
否
狀態圖異常否
是
QE分析品質狀態圖及指標
是
連續5~10組否
否
否
檢看原始數據
管製圖異常否
是
否
否
狀態


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 元件 SPC 案例 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
档案专用各种登记簿8种样式.docx
-
俄语16格的用法.docx
-
过程控制系统课程设计实验报告.docx
-
高阶系统性能计算.docx
-
第十一课 衣料的吸水性word资料12页.docx
-
行政人员绩效考核方案.docx
-
二手商店创业计划书.docx
-
个人购房合同完整版.docx
-
春节联欢会主持词新版范本多篇汇总.docx
-
电子厂岗位考试试题.docx
-
淮安市园林绿化施工企业信用管理办法.docx
-
防止误操作事故管理制度.docx
-
动物组织学复习试题与答案.docx
-
大数据时代财务管理面临的机遇与挑战.docx
-
会议服务基本礼仪.docx
-
非煤矿矿山建设项目安全预评价报告备案申请表.docx
-
电大中级财务会计二形成性考核册答案上课讲义.docx
-
大学生暑假社会实践报告5篇.docx
-
活动经费申请流程第四版.docx
