 各机型产品质量控制点明细表Word格式.docx
各机型产品质量控制点明细表Word格式.docx
- 文档编号:21786182
- 上传时间:2023-02-01
- 格式:DOCX
- 页数:49
- 大小:32.15KB
各机型产品质量控制点明细表Word格式.docx
《各机型产品质量控制点明细表Word格式.docx》由会员分享,可在线阅读,更多相关《各机型产品质量控制点明细表Word格式.docx(49页珍藏版)》请在冰豆网上搜索。
搅拌筒中段
6
99
5BY-10P.3.2-1
中间衬板
(二)
7
103
5BY-10P.3.2-6
下法兰
(二)
8
106
5BY-10P.3.3-3
支撑底板
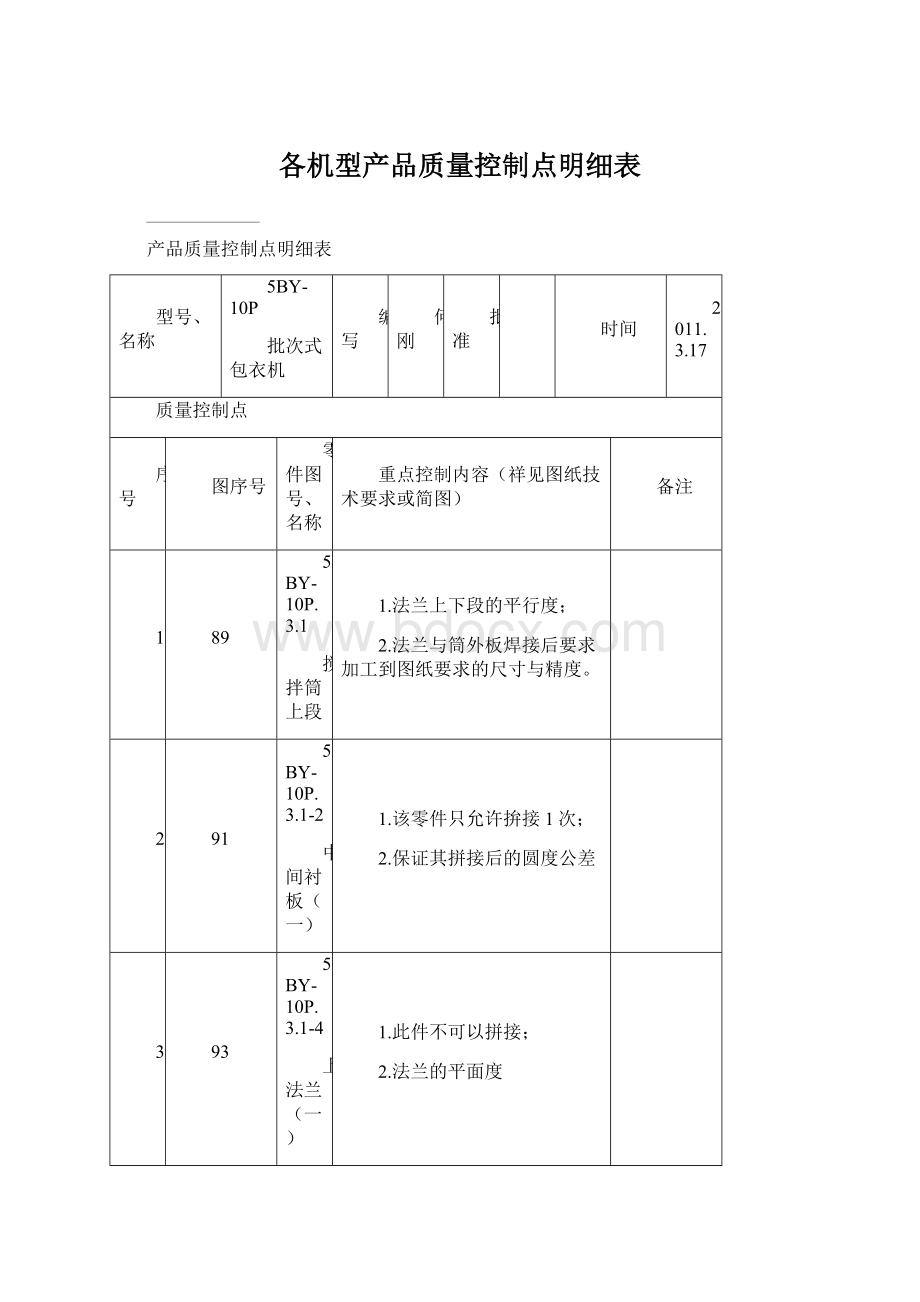
1.保证所有孔的相对位置;
2.保证底板的圆度公差
9
110
5BY-10P.3.4
锅底法兰
1.零件焊接后加工此件;
2.保证其垂直度
10
111
5BY-10P.3.4-1
轴
1.严格按照图纸尺寸加工;
2.保证轴的同轴度
11
114
5BY-10P.3.5-1
锅
1.保证该零件内表面的精度;
2.图中从φ420到(φ640),为圆弧面,该圆弧面内,锅的厚度由δ5过渡为δ3;
3.加工后必须达到圆度公差,图中的角度尺寸51度必须满足
12
124
5BY-10P.3-2
甩盘轴
1.该轴的同轴度
5TA-5.0固定式斗式提升机
郭芳霞
2005.3.29
5TA-5.1.1机座焊合
除图示要求外,法兰面的平面度≤2;
法兰面和机座底面对筒身中心线的垂直度≤2;
控制筒身尺寸180不得向内弯曲,即横向平面度≤0.3,纵向平面度≤1
16
5TA-5.1.2滑板焊合
按图示要求控制
21
5TA-5.1-3鼠笼带轮
24
5TA-5.1-6
从动轴
26
5TA-5.2
机身组合
除图示要求外,控制机身尺寸180不得向内弯曲,即横向平面度≤0.3,纵向平面度≤1,法兰面对筒身中心垂直度≤2。
33
5TA-5.3.1箱体焊合
两法兰面对机身中心线的垂直度≤2;
控制机身尺寸180不得向内弯曲,即横向平面度≤0.3,纵向平面度≤1
44
5TA-5.3-1
上带轮轴
74
5TA-5-3
转矩臂
5TC-15斗式提升机
任方
2011.
5.20
重点控制内容(详见图纸技术要求或简图)
01
5TC-15总图
31
5TC-15.3机头装配
32
5TC-15.3.1箱体焊合
5TC-15.3.1-2轴座角钢
42
5TC-15.3-2主动轴
5TD-30固定斗式提升机
2005.6.16
5TD-30.1.1
机座焊合
控制筒身尺寸340不得向内弯曲,即横向平面度≤0.5,纵向平面度≤1.0。
19
5TD-30.1.2滑板焊合
5TD-30.1.3下带轮组合
29
5TD-30.1-4
46
5TD-30.3
第一节机身
除图示要求外,控制机身尺寸340不得向内弯曲,即横向平面度≤0.5,纵向平面度≤1.0。
54
5TD-30.4
59
5TD-30.6.1机头焊合
控制机身尺寸340不得向内弯曲,即横向平面度≤0.5,纵向平面度≤1.0。
68
5TD-30.6-1
主动轴
5TH-50斗式提升机
6.16
5TH-50总图
斗式提升机机壳的不铅垂度不应超过1/1000,全高不应超过高度的1/2000,在每段接头外沿测量。
;
料斗中心线与牵引胶带的不重合度不应超过5mm.料斗与牵引胶带的连接螺栓应切实锁紧。
在运行中,不应有偏斜和碰撞机壳的现象发生;
提升带接头采用接头夹具,其中的联接螺栓应切实锁紧。
5TH-50.1机座焊合
各焊缝需焊透,不得烧穿及有裂纹等缺陷.焊缝必需清理.
5TH-50.2滑板焊合
焊平校直,不得有裂纹,折皱及凹陷等
20
5TH-50.2.1支座焊合
(二)
33-1
5TH-50.5.1从动轮焊合
焊接中保证套的内孔不变形不焊伤,保证图纸尺寸
34
5TH-50.5-1从动轴
5TH-50-5皮带张紧调节杆
47
5TH-50.8机身组合
52
5TH-50.8.2接筒焊合
(一)
67
5TH-50-6提升胶带
77
5TH-50.10.3机头接筒焊合
(一)
各焊缝需焊透,不得烧穿及有裂纹
83
5TH-50.10.5机头接筒焊合
(二)
13
88
5TH-50.11下料斗焊合
14
107
5TH-50.14-1主动轴
调质工序达到图纸要求
15
108
5TH-50.14.1主动轮组合
5TH-80斗提机
4.11
5TH-80总图
提升带装配后,下带轮轴调至中间位置567,然后接皮带;
10米以下的提升机,下带轮轴位置调至447,然后接皮带。
轴两端高度尺寸相等。
5TH-80.1机座焊合
控制对角线长度±
2,保证焊后平整,箱体不扭。
18-1
5TH-80.1.2挡料板
校正
18-2
5TH-80.1.2-1折板焊合
5TH-80.2滑板焊合
5TH-80.2.1支座焊合
(二)
按图示要求保证螺杆座方位
5TH-80.5-2从动轮
保证窝坑划孔深度
5TH-80.5-1从动轴
保证键槽对称度
5TH-80.8接筒焊合
注意窗口与端面的距离和方向
53
5TH-80.8.1-1外板
注意有窗口的外板,窗口与端面的尺寸L数值。
属于调节段的外板的长度尺寸和冲孔的数量,与内板保持一致。
5TH-80.8.1-2内板
注意属于调节段的内板的长度尺寸和冲孔的数量,与外板保持一致
5TH-80-6提升带
冲孔以带中心左右对称
69
5TH-80.10机头焊合
81
5TH-80.11下料斗焊合
102
5TH-80.14-1主动轴
5TH-80-9棘轮
17
5TH-80-12棘爪
5W-5.0(5.0B)
张东旭
2012-2-28
41
5W-5.0B.1.6-2
轴承盖
(一)
毛坯铸造圆角R2-3;
铸件不得有缩孔、砂眼;
拔模斜度3°
30′;
5W-5.0B.1.6-4
进料体
拔模斜度1:
10;
实效处理去应力;
5W-5.0B.1.6.3
分离槽总成
焊后校直,焊后对角线误差不超过2mm
70
5W-5.0B.1.6-14
滚筒端盖
(一)
毛坯铸造圆角R3-5;
铸件去应力退火;
79
5W-5.0B.1.6-20
蜗轮
(一)
保证图纸上的蜗轮精度等级要求;
保证其圆度要求;
保证其表面粗糙度要求;
80
5W-5.0B.1.6.7
端盖焊合
保证其同心度
117
5W-5.0B.1.6.11.1
管架焊合
焊后校平;
对角线误差不超过2mm;
两管架的平行度误差不超过1mm;
122
5W-5.0B.1.6.11.2
刮板焊合
保证图纸上角钢的焊合要求;
对角线误差不得超过2mm;
焊合后校平;
5XYT-12E
玉米种子加工车
王振中
2011.3.6
5XYT-12E.1.1
箱体焊合
焊后要保证表面质量,并按尺寸校正。
箱体长度1500要保证,对角线误差小于2mm。
各零件焊接位置应严格遵图纸尺寸要求,焊缝要处理.焊后上盖板应打开或关闭灵活,并不得翘起。
格栅焊合时保证尺寸要求,圆钢间隔不得寬窄不一。
58
脱粒主轴焊合
叶片焊合必须保证9°
的倾角,焊合时避免叶片有前倾或后倾现象发生。
叶片和螺旋片必须连续焊合,其焊缝堆高应大于5mm;
叶片和螺旋片的棱角必须加工成R>4mm的圆角,叶片焊后做静平衡配重,叶片径向跳动<2.5mm。
5XYT-12E.1.5.1
轴体焊合
该轴两轴头焊后加工,两轴头同心度要求不大于0.03mm,保证该尺公差要求.
66
5XYT-12E.1.6
底板焊合
(一)
该零件焊后必须校正,避免歪斜,两端面保证不平行度小于0.5mm,法兰上的长孔中心尺寸R200保证±
0.2mm,不得超差.
73
5XYT-12E.1-2
脱粒主轴皮带轮
表面不得有气孔等缺陷.φ65内孔保证公差要求,不得有负差.零件加工好后做静平衡配重,径向跳动<1mm。
85
5XYT-12E.3.1
机架焊合
零件焊合时保证各部形位公差要求,焊后要校正,保证表面质量,对角线误差小于2mm.
139
5XYT-12E.3.4
地轮组合
外购件轮圈组合中的辐板,内孔110尺寸应保证,检查该尺寸,如果尺寸小,应在厂内进行再加工。
146
5XYT-12E.3.4.2
轮轴焊合
保证焊后质量,轴头与轴管焊缝高度不小于5mm,塞焊处要焊透,焊缝要处理.
214
5XYT-12E.4.5.1
筛框焊合
焊后要保证表面质量,对角误差小于2mm,平面度误差小于2mm.
221
5XYT-12E.4.5-2
筛片
对角线误差小于2mm,平面度误差小于3mm.分两段制做,从1660mm长度方向分,不许从宽度方向分。
293
5XYT-12E.10
除尘系统组合
装配后保证风量调节板、活板转动灵活,固定可靠。
上、下吸风道不得歪斜。
300
5XYT-12E.10.1
沉降室焊合
按图纸尺寸要求控制,焊缝必须焊牢。
376
5XYT-12E.17-2
连接板
该零件为锰钢板,制做时要求周边不能有裂纹,周边的毛刺必须清理、磨光,下料时顺着材质扎制方向下料,保证热处理后质量。
380
5XYT-12E.17-6
偏心轴
该零件应保证键槽的对称度及轴的同轴度,并保证轴的材质。
轴应进行调质处理。
387
5XYT-12E.17.2
偏心套组合
严格控制偏心套、轴承座尺寸及公差要求。
390
5XYT-12E.17.2-3
偏心套
保证键槽的对称度,保证偏心量尺寸,装轴承处的尺寸及公差要求,严格按图纸要求检查该零件。
5XYT-12E玉米种子加工车总装
总装后要保证各部件相对位置正确,各传动件转动灵活,各调整件调节可靠,工作时无异常声响。
2011.3.6
焊后要保证表面质量,对角误差小于2mm,各零件焊接位置应严格遵图纸尺寸要求,焊缝要处理.
叶片焊后主轴做静平衡。
焊后要保证表面质量,对角线误差小于3mm
焊后要保证表面质量,对角误差小于2mm,平面度误差小于1.5mm.
对角误差小于2mm,平面度误差小于3mm.
锰钢板,保证热处理后质量。
控制图纸尺寸要求,进行调质处理。
严格控制偏心量,装轴承处的尺寸及公差要求。
5XYT-20
玉米脱粒清选机
2011.5.5
271
5XYT-20.10.7
脱粒室焊合
脱粒室箱体长度2130尺寸要保证,对角线误差小于2mm。
261
5XYT-20.10.5
脱粒轴焊合
262
5XYT-20.10.5.1
252
5XYT-20.10.3
该零件焊后必须校正,避免歪斜,两端面保证不平行度小于0.5mm,法兰上的长孔中心尺寸R225保证±
325
5XYT-20.10-5
192
5XYT-20.6
5XYT-20.1.1
应保证焊后尺寸正确,与机架配合的孔中心距各尺寸±
0.5,外形尺寸焊后进行校正。
5XYT-20.3.1
上筛箱装配
保证各部件安装正确,筛子组装在筛箱滑道中抽拉自如,决不允许将筛子组装砸入筛箱.
5XYT-20.3.1-1
侧板
保证胶合板质量,对上面所有的孔保证相对位置和孔距尺寸精确,要求用样板制做.样板在每次批量生产前都要严格检查,发现图纸尺寸改动时及时改样板.
92-9
借用件5XYT-12.3.3-2筛片
对角线误差小于2mm,平面度误差小于3mm.不允许拼接。
5XYT-20.1
除尘器组合
358
5XYT-20-6弹簧板
要求保证零件厚度,加工时四周应光洁,无裂纹现象.
126
5XYT-20.4-4
128
5XYT-20.4-7
129
5XYT-20.4.4
132
5XYT-20.4.4-3
5XYT-20玉米脱粒清选机总装
5XZ-5.0比重清选机
张建勋
2006-10-18
30
6GZX-2.0.1.4
机座焊合后对角线误差不得大于3mm,上平面的平面度误差不得大于2mm,各角钢不得焊倾斜,其余部位符合图纸要求和未注公差及未注形位公差的有关国家、企业标准的规定.(下同)
82
6GZX-2.0.2
左偏心连杆机构
旋紧轴承两端的螺帽,装好开口销,以防轴承在运转时偏倒,以双手不能使轴承座和连杆发生相对转动为准
6GZX-2.0.3
传动系统装配
装配时应使轴(包括风机轴,偏心轴)上的三个轴承座(UKP)的轴线位于同一直线上,误差不得大于1mm
6GZX-2.0.3-1
曲柄轴
风机轴材料应符合GB905-88的相关规定,精度应高于等于9级,加工后符合图纸上有关形位公差的要求


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机型 产品质量 控制 明细表
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
季节作文散文250个字.docx
-
辽宁省锦州市第七中学学年七年级上学期期中考试生物试题解析解析版.docx
-
健全村级组织工作1.docx
-
加工中心操作工高级技能鉴定题库及答案.docx
-
管理类综合能力联考真题及答案解析.docx
-
linux C FTP 实验报告.docx
-
残疾人权利公约1w6.docx
-
广西桂林十八中高三上学期第一次抽考试题语文.docx
-
平安工地实施方案.docx
-
江川路十二五规划定稿教学总结.docx
-
全国中考物理凸透镜的综合中考真题汇总及答案解析.docx
-
《担保法》若干规定在货款案件中的具体适用.docx
-
《蝴蝶梦》读书心得.docx
-
看健康写在脸上.docx
-
成人高考高起点英语作文常用句型模板100句.docx
-
监理三检制过程管理制度.docx
-
精撰桌游吧一体化休闲娱乐场所投资运营项目商业计划书.docx
-
精密液压缸体精密制造技改项目可行性研究报告.docx
-
《叶问》的观后感10篇观后感影片观后感.docx
