 电镀不良之原因与对策文档格式.docx
电镀不良之原因与对策文档格式.docx
- 文档编号:21607862
- 上传时间:2023-01-31
- 格式:DOCX
- 页数:9
- 大小:21.10KB
电镀不良之原因与对策文档格式.docx
《电镀不良之原因与对策文档格式.docx》由会员分享,可在线阅读,更多相关《电镀不良之原因与对策文档格式.docx(9页珍藏版)》请在冰豆网上搜索。
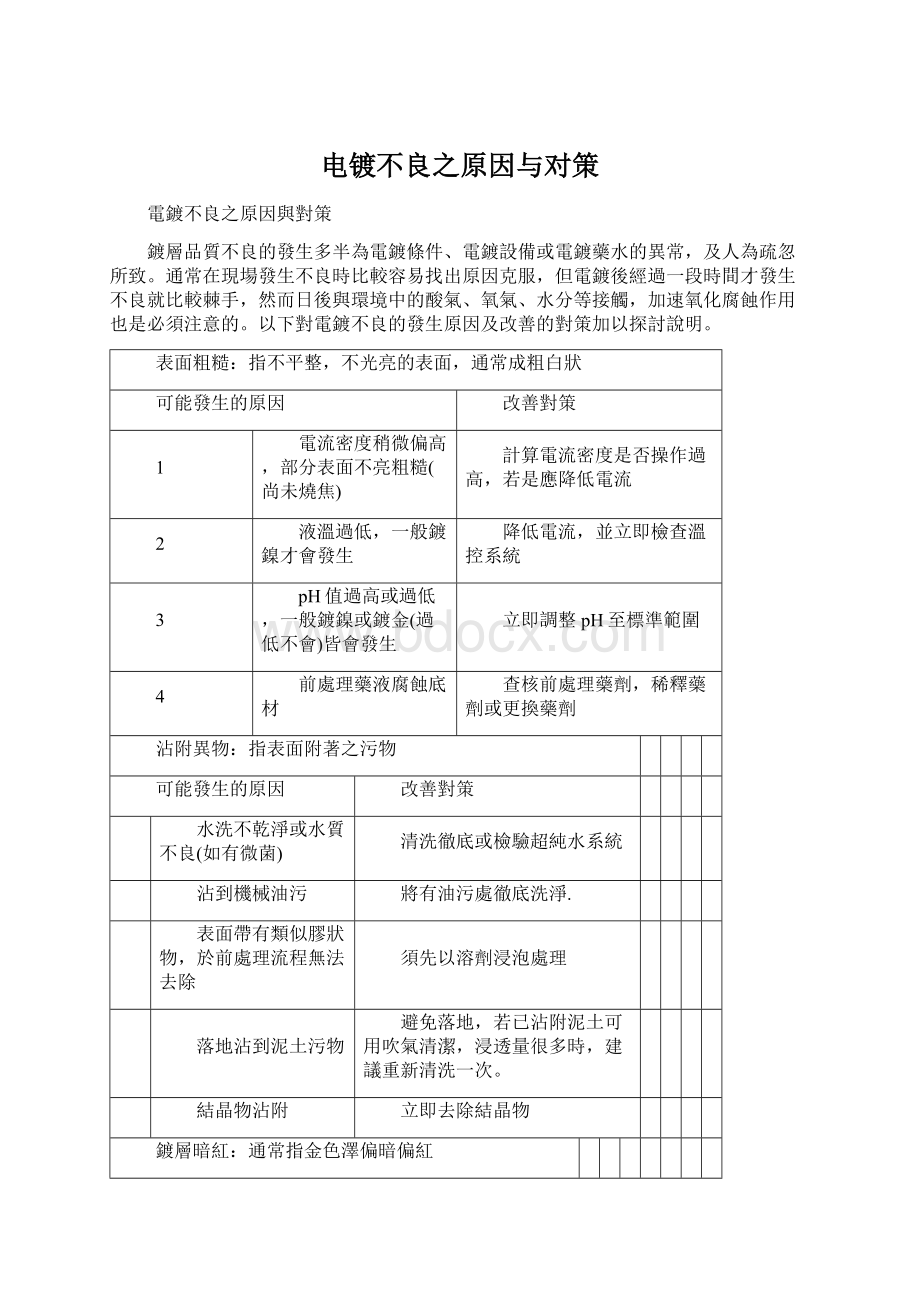
水洗不乾淨或水質不良(如有微菌)
清洗徹底或檢驗超純水系統
沾到機械油污
將有油污處徹底洗淨.
表面帶有類似膠狀物,於前處理流程無法去除
須先以溶劑浸泡處理
落地沾到泥土污物
避免落地,若已沾附泥土可用吹氣清潔,浸透量很多時,建議重新清洗一次。
5
結晶物沾附
立即去除結晶物
鍍層暗紅:
通常指金色澤偏暗偏紅
鍍金藥水偏離
重新調整電鍍藥水
鍍層粗糙,覆蓋金層即變紅
改善鎳層不良
水洗水不淨,造成紅斑
清洗徹底
鍍件未完全乾燥,日後氧化發紅
檢查乾燥系統,確定鍍件乾燥
密著性不良:
指鍍層有剝落、起皮、起泡等現象
前處理不良
加強前處理
陰極接觸不良放電
檢查陰極是否接觸不良,適時調整
鍍液受到嚴重污染
更換藥水
產速太慢,底層再次氧化。
如鎳層在金槽氧化(或金還原)。
電鍍前須再次活化
水洗不乾淨
清洗徹底,必要時清洗水槽
6
表面氧化嚴重,如氧化斑
必須先做除銹及去氧化膜處理
7
操作電壓太高,陰極導電頭及鍍件發熱,造成鍍層氧化
降低操作電壓或檢查導線接觸狀況
8
底層電鍍不良(如燒焦),造成下一層剝落
改善底層電鍍品質
露銅:
可清楚看見銅色或黃黑色於低電流處(凹槽處)
前處理不良:
油脂、氧化物、異物尚未除去,鍍層無法析出
操作電流密度太低,導致低電流區,鍍層無法析出
重新計算電鍍條件.
鎳光澤劑過量,導致低電流區,鍍層無法析出
處理藥水,去除過多光澤劑或更新
嚴重刮傷造成露銅
檢查電鍍流程
未鍍到
調整電流位置
刮傷
被電鍍設備中的金屬製具刮傷
檢查電鍍流程,適時調整設備和製具
被電鍍結晶物刮傷
立即過濾去除結晶物
白霧:
指鍍層表面卡一層雲霧狀,不光亮但平整
鍍液受污染
更換藥水並提純污染液
光澤劑不足
補足光澤劑
針孔:
指成群、細小圓洞狀
操作的電流密度太大
降低電流密度
電鍍溶液表面張力過大,濕潤劑不足
補充濕潤劑,或檢查藥水
電鍍時間攪拌效果不良
加強攪拌
液溫過低
調整液溫
電鍍藥水受到污染
提純藥水或者更新
加強前處理效果
鍍層燒焦:
指鍍層表面嚴重黑暗、粗糙,如碳色一般。
(指高電流密度區)
操作電流密度過高
提高液溫,並檢查溫控系統
攪拌不良
增加攪拌效果
pH值過高
修正pH值至標準範圍
整流器濾波不良
檢查濾波度是否符合標準,若偏移時須將整流器送修
鍍層發黑:
不包含燒焦的黑
鎳槽已經受到污染,在低電流區會有黑色鍍層
做活性炭處理,或弱電解處理
電鍍厚度太高:
指實際鍍出膜厚超出預計的厚度。
轉動速度變慢,不準或速度不穩定
檢查轉動系統,校正轉速
電流太高,不準或電流不穩定
檢查整流器與陰陽極,適時予以修正
電鍍位置變異
檢查電鍍位置是否偏離,重新調整
藥水金屬濃度升高,一般鍍金較敏感
調整電流或轉動速度
藥水pH值過高
調整pH值至標準範圍
X-ray膜厚測試儀偏離,或測試方法錯誤
校正儀器或確定測試方法
液溫偏高
檢查溫控系統
電鍍厚度不足:
指實際鍍出膜厚低於預計的厚度
轉動速度變快,不準或速度不穩定
電流太低,不準或電流不穩定
藥水金屬濃度降低,或藥水被稀釋
藥水pH值偏低
液溫偏低
鍍層結構中有結晶,消耗掉部分電流
去除結晶物或更換製具
9
電鍍藥水攪拌,循環不均或金屬補充不及消耗
改善藥水循環或補充狀況
鍍層檢驗
在電鍍業界的鍍層檢驗,一般包括外觀檢查、膜厚測試、附著能力測試、抗腐蝕能力測試、抗老化能力測試等。
1.外觀檢查:
一般廠家在檢查外觀比較多使用目視法,較嚴格則會使用4倍或10倍放大鏡檢查(在許多國際標準規範也是如此,如ASTM)。
建議作業人員先用目視法檢查,一旦看到有疑慮的外觀時,再使用放大鏡觀察。
而技術人員則建議必須以50~100倍來檢查(倍數越高,外觀瑕疵越多),甚至分析原因時還得借助200倍以上的顯微鏡。
在電鍍層的外觀判定標準,一般並無一定的規範,都需要由買賣雙方協議。
當然表面完全沒有瑕疵最好,但這是高難度,不過一般人們對色澤均勻這個定義比較能達成共識,因此匯整以下經常發生的一些外觀異常,供參考:
(1)色澤不均,深淺色,異色(如變黑,發紅,發黃,白霧等)
(2)光澤度不均勻,明亮度不一,暗淡粗糙
(3)沾附異物(如水分,毛屑,土灰,油污,結晶物,纖維等)
(4)不平滑,有凹洞,針孔,顆粒物等
(5)壓傷,刮傷,磨痕,刮歪等各種變形現象及鍍件受損情形
(6)電鍍位置不齊,不足,過多,過寬等
(7)裸露底層金屬現象
(8)有起泡,剝落,掉金屬屑等
2.膜厚測試:
鍍層膜厚測試方法有顯微鏡測試法、電解測試法、X光螢光測試法、β射線測試法、渦流測試法、滴下測試法等。
其中以顯微鏡測試法最為正確,不過需要時間、設備、技術等支援,不適合檢驗用,一般用來做分析研究之用。
現在大部分都使用X光螢光測試法,因為準確度高,速度快(幾十秒)。
目前業界使用X-RAY螢光膜厚儀的廠牌有德國的FISCHER、美國的CMI、日本的SEIKO,其測試原理與方法大同小異,但由於廠牌不同,多少會有少許誤差,只要使用標準片作好檢量線,作好定位工作,作好底材修正,即可將誤差降低到最小。
3.附著能力測試:
或稱為密著性測試,方法有彎曲法、膠帶法、急冷法、切割法、滾壓法等。
彎曲法比較膠帶法嚴格,有很多場合膠帶法是無法測試鍍層的附著力。
若使用膠帶法必須注意一定要使用與ScotchcellophanetapeNo.600同等粘性膠帶(賽路凡膠),否則會失去測試效果。
4.抗腐蝕能力測試:
下表為常用的腐蝕試驗方法。
鍍層種類
硝酸蒸汽
二氧化硫蒸汽
鹽水噴霧
硫化氫蒸汽
水蒸氣老化
鎳
×
√
金
厚金
說明:
√為適用,×
為不適用
(1)硝酸蒸汽腐蝕實驗是測試厚金(25μm以上)鍍層的封孔能力,硝酸濃度為70±
1%,溫度23±
3℃,濕度60%,時間為60分鐘。
實驗後鍍層表面不可有深藍色,黑色腐蝕點及鍍層破裂。
(2)二氧化硫蒸汽腐蝕實驗是測試厚金及鈀鎳鍍層的封孔能力,根據AT&
T鈀鎳實驗時間為30分鐘,根據ASTM厚金(30μm以上)實驗時間為23±
1小時。
(3)鹽水噴霧實驗是測試薄金、鍍鎳層的封孔能力,氯化鈉濃度為5%,實驗溫度為35℃,實驗時間有24小時,48小時,72小時等。
實驗後鍍層表面不可有綠色,白色腐蝕點。
(4)硫化氫蒸汽腐蝕實驗是測試金鍍層的封孔能力,實驗時間為2小時,實驗後鍍層表面不可有綠色,白色腐蝕點。
(5)水蒸氣老化實驗是測試金鍍層的封孔能力,實驗時間為8小時、16小時。
實驗後鍍層表面不可有白色腐蝕點。
水蒸氣老化實驗是利用沸騰的純水來蒸烤鍍層,實驗時間為8小時和16小時。
目前業界使用最多為鹽水噴霧實驗和水蒸氣老化實驗。
5.抗老化能力實驗:
目前做老化實驗用途,除了觀察表面是否變色,是否有腐蝕斑點外。
鍍層外觀檢驗範例
一、目的:
在規範電鍍成品外觀檢驗的方法和判定的標準
二、檢驗儀器:
1.肉眼。
2.20倍放大鏡。
三.檢驗步驟:
1.取樣品放在深色背景下,用標準白色光源以垂直方向照射。
2.在45度方向距樣品一定的目視距離檢查
3.若在目視下無法判定外觀不良屬何種不良現象時,可以20倍放大鏡觀察瞭解。
四.判定方法:
(1)色澤均勻,不可有深淺色,異色(如變黑,發紅,發黃,白霧等)的現象。
(2)光澤度均勻,不可有明亮度不一,暗淡粗糙的現象。
(3)不可沾有任何異物(如毛屑,土灰,油污,結晶物,纖維等)。
(4)平滑性好,不可有凹洞,顆粒物等。
(5)不可有壓傷,刮傷,磨痕等各種變形現象及鍍件受損情形。
(6)電鍍位置不可有不齊,不足,過多,過寬等現象。
(7)不可有裸露底層金屬現象。
(8)鍍層不可有起泡,剝落等密著不良情形。
(9)必須乾燥,不可沾有水分。
密著能力實驗範例
1.折彎實驗法:
以1.2~4.0mm的折彎器或相當於試樣厚度的彎曲半徑,將試樣彎曲至90度以上,在以50倍放大鏡觀察彎曲部分的外表面,若無剝離,起皮等現象,即判定為合格。
2.膠帶試驗法:
使用ScotchcellophanetapeNo.600或其他同等粘性的膠帶貼試樣表面,粘貼後以垂直方向迅速撕開,並以目視觀察膠帶上有無剝離金屬,若無任何鍍層剝離現象,即判定為合格。
3.急冷試驗法:
將試樣在規定溫度下,加熱30分鐘,然後急速冷卻於水中(室溫)後烘乾,以50倍放大鏡觀察,若無起泡,剝離等現象,即判定為合格。
4.繞折試驗法:
以1mm圓棒對試樣做360度繞折四圈以上,繞折的速度,力量需一致,在以50倍放大鏡觀察,若無剝離,起皮等現象,即判定為合格。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 电镀 不良 原因 对策
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
助学贷款合作协议书精选多篇.docx
-
柱层析和薄层层析实验报告.docx
-
专题一礼仪训练.docx
-
桩身内力测试方法滑动测微计法.docx
-
自动喷水灭火系统维护管理.docx
-
自然地理学试题及答案讲义.docx
-
中考历史复习资料大全印.docx
-
总结范文毕业实习总结范文10篇.docx
-
中考试题汇编之文言文阅读.docx
-
专题2检测题 答案.docx
-
装修安全检查表.docx
-
自动变速器故障的检修思路及故障排除.docx
-
字谜大全.docx
-
玉石根雕及工艺品文化广场项目可行性研究报告.docx
-
证产品说明书操作手册使用说明维修保养手册电路.docx
-
粤人版七年级上册地理 第6章 发展差异与国际合作 单元测试题解析版.docx
-
政法系统活动主持人串词.docx
-
轧钢工艺与成本核算.docx
-
知识学习高一英语教案Indirect Speech.docx
