 螺母螺栓与螺柱焊接质量检验Word格式.docx
螺母螺栓与螺柱焊接质量检验Word格式.docx
- 文档编号:21459061
- 上传时间:2023-01-30
- 格式:DOCX
- 页数:14
- 大小:119.50KB
螺母螺栓与螺柱焊接质量检验Word格式.docx
《螺母螺栓与螺柱焊接质量检验Word格式.docx》由会员分享,可在线阅读,更多相关《螺母螺栓与螺柱焊接质量检验Word格式.docx(14页珍藏版)》请在冰豆网上搜索。
2.0tin.
1.6toLO
2.SBin.
E.Galn.
t
3.0■佃,
曲i
34sin.
3.Q1U.
3.S■In.
札0*
3*5si
fi.O*
3*5all,
4,Ciln.
6.0*
4.0M;
n.
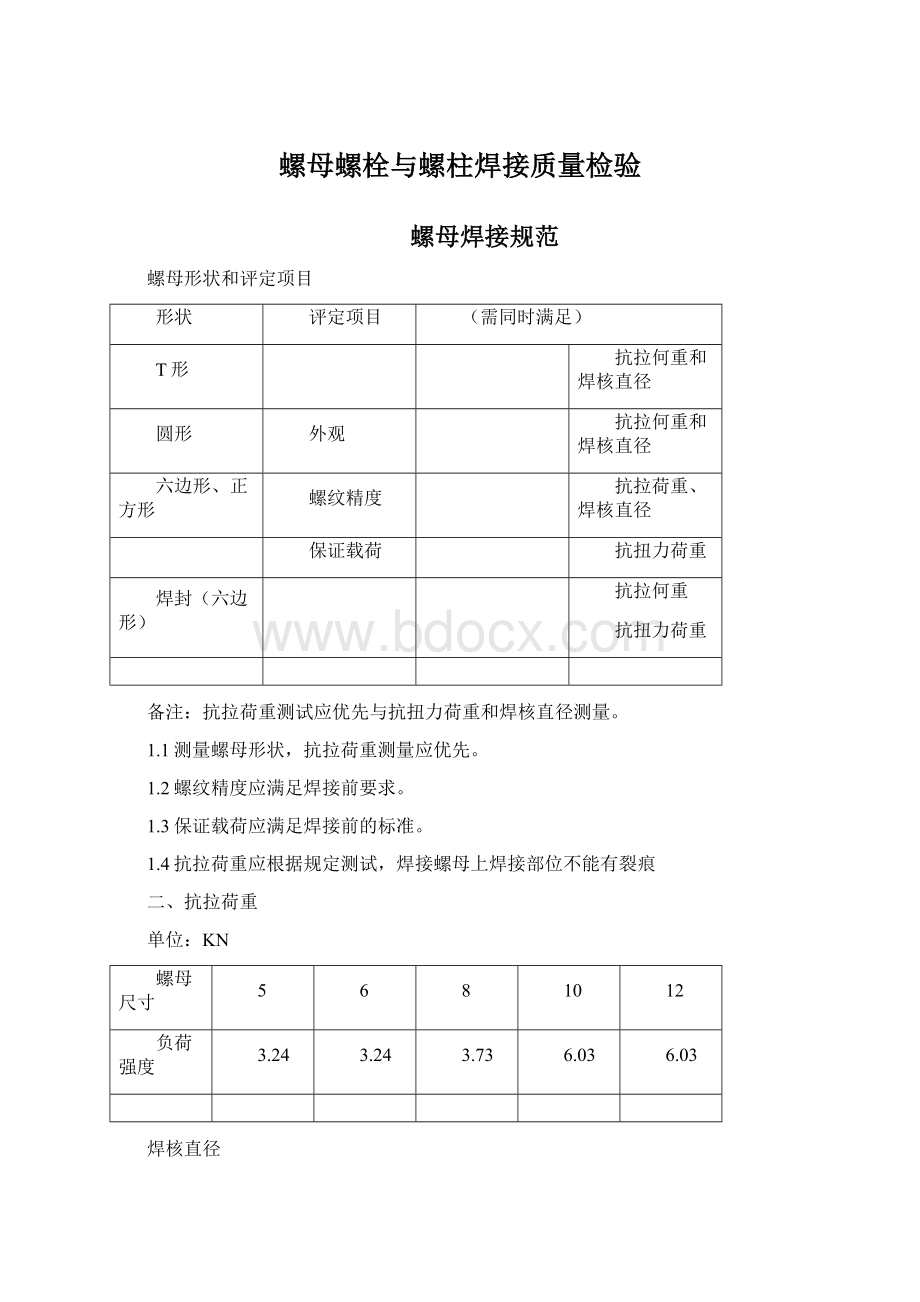
1、凸焊所允许的最小焊核直径应为3mm或3mm以上
2、直径计算方法
3、焊核直径是参照钢板搭接处或螺母凸缘处分离试验拔出的孔洞形成的。
三、抗扭矩
N.M
螺母规格
M4、5
M6
M8
M10
M12
抗扭矩
12.7
15.5
20.5
37.3
42.2
抗扭矩按要求测试后,螺母焊接部位不能有分离和裂痕
三、测试方法
1、抗拉试验
Load
2、抗扭力荷重
螺栓焊接规范
螺栓种类
Kind
FroJfretion
SketctiofCMfltuntlon
Bolt»
Veld-pin
1
Conepoibt'
around
S9790
駅j£
一DetBHd
Class2
HeiSphere・3spots
r
L
甜如
99211
99791
螺栓种类对应的评价项目
种类
评价项目
等级1
抗压荷重,密封性能
等级2
抗压荷重,焊核直径
1、外观通过目测来评定,不能有变形和表面不能有污物
2、螺栓的螺纹精度应满足焊接前的要求。
3、螺栓保证载荷应满足焊接前的要求。
三、压溃试验
Unit:
■{ktf)
BoltSize
IbLttnc
SteelPlate、、
Th1ckaess・・
15
(3-*£
)
■H
(8-<
2.b)
■&
(3•呦
HOaidMIE
(3-^4)
OG0,7
24B£
{250}
胡42伽}
UZ2{360}
—
0.8
2942OOO}
UA2{350}
4413{450>
L0
ISM(UO)
411»
(UB)
呗{500}1
?
3£
6{7G0}
L2
BBEfl070}
+707(4801
WBT{550〕
IM180DJ
1.6
4217<
440}
函4{6S0}
(860}
S21B(HQ}
2.0
1903(500}
W4(100)
TUB(&
0O}
WM2(1020)
2.3
5他3爲別}
6179(no)
MSB(900}
nn&
i(H30)
3.2
8374伽}
7649(780J
L0690(ioeo)
14709(1GM)
4.0
7(K0畀211}
883&
(t&
0>
L2B48(1310)
1£
»
B411G3O)
E4
931B{95Q}
14218(USD)
2C7BS(2130)
6,0
15199(16S0)
2373](242C)
括号中的值时凸点的数量和直径四、焊核直径
TakfUalf:
■
fhMtJiu
Mtlinf-_
凤1rut*、
NHckms
N5OM)
11
Ml(3*3>
1IQMi1nQ・#4)
Dbimlif
VuwLBvlatl
Bus
KWtlFA
■m询
■IE
b™■MlIwtur*
初1坤
Diwlir
ifcIHl
Bwletulkntiri
Rtauil□fikWlftF
NwelNeMIrl
XIRipiare
Q.B叭T
1.1
■
2mil
erBire
-
I
■ornre1
ZWHtlarMrt
Z.l
Z<
pviii
artih
r«
lar
!
feRtiorwri
1.9
ermti
Z
CffMTB
初
2mU肝mrti
3&
IK4tllorwrc
IZ
LI
1ml
ar已
I&
I*wwrc
W
1wt
■3THire
盯
1BMtwme
i.e
U.3
Z.fr
03
LB
D4
2.Q
EJ
01
DJ
L&
IM
13
(Lt
2.B
1.3
■』
D.3
=
IE
(U
32
E.l
0.3
■J
■—
a*
一
4-Q
a.i
<
04I
D-*
4jD
DJ
s>
』
3.0
1-3
«
4
9J
60
04
CD
9.1
1、焊核的测量
2、是在搭接处由撕裂试验造成孔的大小,当搭接处的厚度为
1.4mm或以上时,应满足表中焊核直径和高度。
3、焊核高度是三个焊点中最小的
五、压溃试验方法
点焊质量规范
一、不良
1、虚焊或漏焊:
不能满足焊核直径和焊核高度的情况。
较薄板的厚度mm
最小焊核尺寸或断裂面直径mm
0.5-0.79
3.6
0.8-0.99
1.0-1.24
4.5
1.25-1.59
5.0
1.6-1.99
5.6
2.0-2.49
6.3
2.5-3.14
7.1
3.15-3.54
8.0
3.55-3.99
8.5
2、边焊:
a)点焊的凹陷处在边缘外的情况。
如图
b)焊点凹陷处在边线之外但在被挤压变形的钣件之内,需要
进行表面处理的情况。
如图2
3、以下情况不认为是边焊
a)表面不需要作外观处理,焊点凹陷处在边缘或焊点凹陷处
在中间夹层钢板边缘内的情况。
如图3
Middlesheet
(incasethreesheetsareputtogether)Fig.3
b)凹陷处在边线以内的情况。
如图4
N。
血少咚I皿硼譽Elongationby
严口thoughfa«
is訥呻说pressure-application
bypressure-application\
Finishingline
Fig,4
1、虚焊和漏焊
a)不能有虚焊和漏焊
b)如不能满足1的标准,就应该补焊,但,当补焊明显降低了表面质量时,在下表规定范围内漏焊和错焊时允许的。
Iable2
UnilispQl
NumberofWeldingSpots
Misweiding
NurrberofUnweldedSpot
specifiedonDrawing
withqualityrankAorAR
PlacewittiqualityrankBorC
Sorless
6to15
16to25
2
26ormore
3
c)在一个焊点组中,不能有两个或两个以上的连续焊点虚焊和漏焊。
d)在边缘、角部以及两焊点组交叉的焊点不能有虚焊和漏焊。
2、边焊
a)允许边焊数量应符合下表,但是该标准不适用于边缘部分。
Table3
PlacewithQuaJityRankAorAR
PlacewithQualityRankBorC
Allowabknumberofrun-outspots
L赴番than20%ofThennmbeTofweldingspotsspeciHectonadrawing
b)不能有连续的两点或两点以上的偏焊,或者边缘和角部(如下图)的焊点不能边焊
C)在图纸规定的焊点数量内,如果边焊与错焊或漏焊同时发生,就应该在该位置补焊。
3、焊点外观质量:
点焊后的焊点表面质量可分为以下几个级别:
a)一级表面:
要求钣金后没有明显的表面疤痕或不完整,且涂装看不出来,焊点压痕不能超过金属厚度的15%,且不能有飞溅。
比如门、尾箱盖等。
b)二级表面:
要求钣金后焊点上有轻微的痕迹,焊点压痕不能超过金属厚度的20%,且无明显的飞溅。
c)三级表面:
焊点压痕不能超过金属厚度的25%。
4、常用的检测方法
a)全破坏一撕裂试验(每半年一次)
b)半破坏一撬检(过程检查)
c)无损检查一试片检查(过程检查)
5、焊点间距
a)焊点间距应符合下表。
PitchspecifiedojiDrawing
_—»
_
Allou/ablePitch
25
20-30
3Q
25-35
40
SO*50
so
40-60
60
50-70
70
55l85
Table4
Unit:
mm
b)若不能满足上表要求,就应补焊
三、补焊程序
ALuchedTEbleRoweldingFtocedurc
SW'
spotwetdirg―
OSW:
CO2arcspatwelding
MEW;
Shieldedmaalarcwelding—
PinLobe
Re-vebded
Re-iwTdin*卫龙圧如怯
weldiaeMeUmkI
FriOfiry
Otherth«
nedges
FtrformwddingbetweenprttirtS
sw
Make电中』irunhebe(ktweenpilchkorLhfupperthcetandperformp(up
OSW
Performwidingonorv&
hppingpartHoweverk
(Dfa-pii-cEwiihqml叮tankAwARandthecorner:
Performpc(dingwithIlKn^mbef1.5ihcnundberortlictreldled
Spt«
;
0FWpkiKwthqfualityrankBerC:
Performtteldijigwiththe^rnenruniberudhewddledspots
OGW
]
PerPMmweldingwithlength(#=15料nugcif)foreajdiSWpo^ition.
farajoleiiasshowninthe轴Ipwi呷fi^uni,perform,plug-nieldJHE^cordingtntheprocedureafMa.衍bag
Una«
cptab1c
MEW
~3~
E4ge
TtrfonnMldingfltiheedge
■cttxdin吝W3theprocedureofN&
1■OrMa,2"
bo僧.
SW
(KW
9
对能点焊的地方,就应实施点焊;
只有在点焊不能的地方才使用CO2、保护电弧焊,在使用CO2、保护电弧焊后,只需要打磨表面和即可使用。
螺柱焊接规范
一、斜度
焊接螺柱不能有变形或灰尘等影响其使用性能的缺陷,螺柱
焊后的倾斜度在5度以内。
二、抗扭强度
螺柱规格
扭力强度
M4
M5
2.5
抗扭强度只有在焊接区域脱落前钣件发生穿孔和破裂才视
为合格
MIG焊接规范
1、焊穿钣件焊接部位熔化以及钣件反面熔化金属的熔化,可以目测检查。
2、假焊未焊透,可目测钣件的熔化情况以及每半年一次的金相分
3、焊缝长度不够下表为长度尺寸标准
Teble1
EvtkhtlonItei
EvalLiltionStandard
Er*:
litatlonItothod
Lft
elkof帕Idleuitll
pecifieddiitnsionof-din
I-
NolackofaieTb&
tQlertnceiahbllbesho*Ei
Undvr50
50ortore
Idhncth.n*eldlengthbalov.
UdJF■■
+6ori凹国
*10orless
Measure*}thascakorod
4、焊缝裂纹不允许有目视检查
5、气孔在10mm的焊接长度上允许3处最大直径小于1.5mm的
气孔。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 螺母 螺栓 焊接 质量检验
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
作文《关于童年》Word文档下载推荐.docx
-
最新最全速度时间关系图像练习题复习完整版docWord下载.docx
-
装饰装修工程竣工资料全套Word格式文档下载.docx
-
开卷有益作文200字5篇共16页Word下载.docx
-
最新篮球兴趣班教学计划以及教案Word下载.docx
-
桩施工方案2jspWord格式文档下载.docx
-
最终版基于4C理论分析小米手机的产品策略 1Word下载.docx
-
位漫威超级英雄Word文档格式.docx
-
最新Linux期末考试试题8套含答案Word文档格式.docx
-
基于ADS的LNA设计解读文档格式.docx
-
最新人教版三年级数学上册第五单元教案教学设计Word文档下载推荐.docx
-
山西千家企业能源管理体系Word文件下载.docx
-
二元一次函数教案Word格式.docx
-
专家排查安全隐患整改方案Word文档下载推荐.docx
-
综合布线完工验收模板Word格式.docx
-
跨境电商Word格式.docx
-
最新市场营销策划书范文Word文档格式.docx
-
自考历代文书选读考试Word格式文档下载.docx
-
组拼式全钢大模板施工工法Word文件下载.docx
