 年产三万吨啤酒厂啤酒发酵工艺设计Word格式文档下载.docx
年产三万吨啤酒厂啤酒发酵工艺设计Word格式文档下载.docx
- 文档编号:21255355
- 上传时间:2023-01-28
- 格式:DOCX
- 页数:16
- 大小:264.76KB
年产三万吨啤酒厂啤酒发酵工艺设计Word格式文档下载.docx
《年产三万吨啤酒厂啤酒发酵工艺设计Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《年产三万吨啤酒厂啤酒发酵工艺设计Word格式文档下载.docx(16页珍藏版)》请在冰豆网上搜索。
啤酒杀菌机
28:
贴标机
29:
装箱机
1.2酿造啤酒的原料
酿造啤酒的主要原料是大麦,水,酵母,酒花。
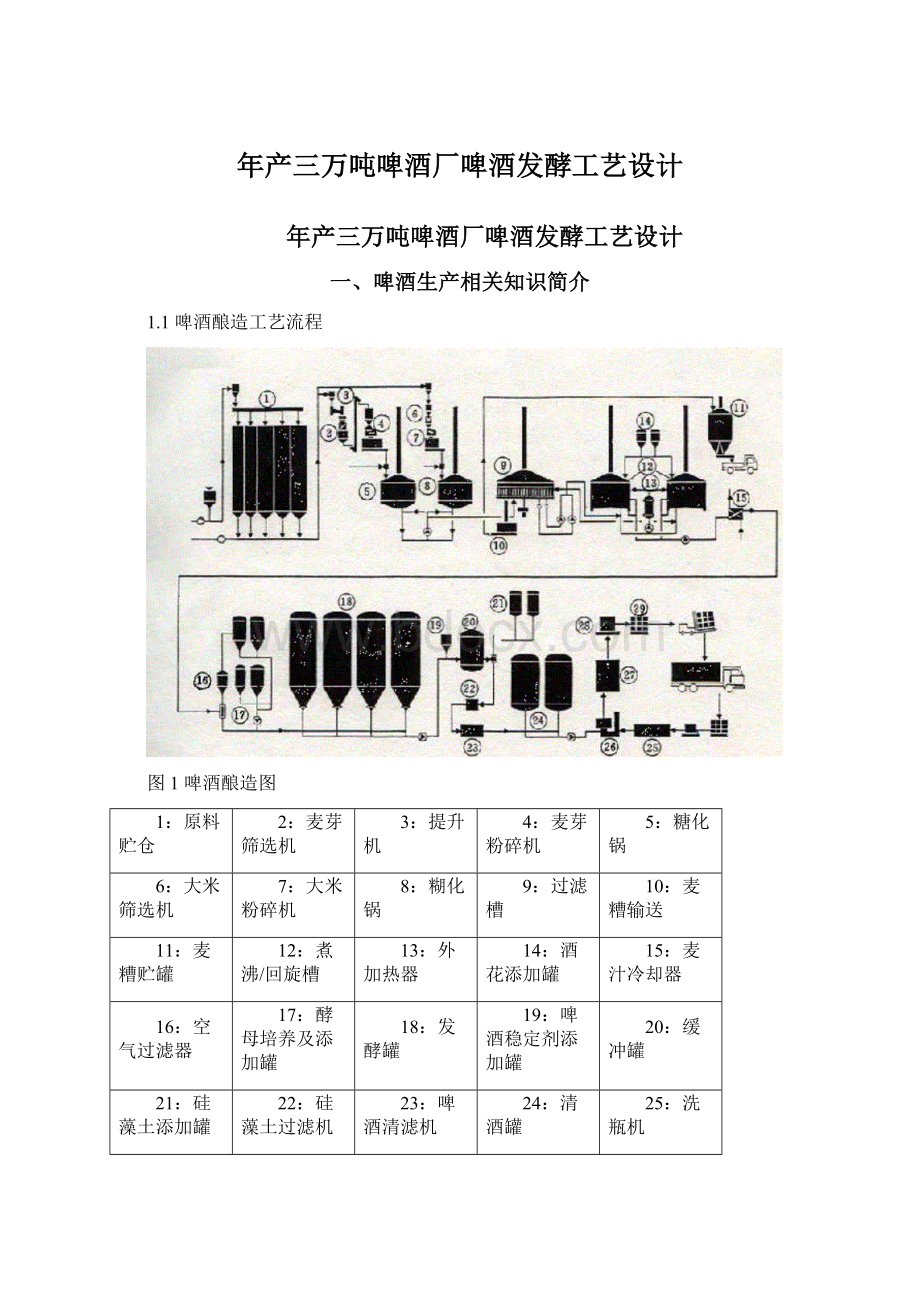
1.3麦汁的制备
其主要过程有原辅料粉碎,糖化,醪液过滤,麦汁煮沸,麦汁后处理等几个过程。
啤酒是发酵后直接饮用的饮料酒,因此,麦汁的颜色,芬香味、麦汁组成有一些会影响啤酒的风味、有一些影响发酵、最终也影响啤酒的风味。
麦汁组成中影响发酵的主要因子是:
原麦汁浓度、溶氧水平、pH值、麦汁可发酵性糖含量、α-氨基酸、麦汁中不饱和脂肪酸含量等。
1.4啤酒的发酵
冷却后的麦汁添加酵母以后,便是发酵的开始,整个发酵过程可以分为:
酵母恢复活力阶段,有氧呼吸阶段,无氧呼吸阶段。
酵母接种后,开始在麦汁充氧的条件下,恢复其生理活性,以麦汁中的氨基酸为主要的氮源,可发酵糖为主要的碳源,进行呼吸作用,并从中获取能量而发生繁殖,同时产生一系列的代谢副产物,此后便在无氧的条件下进行酒精发酵。
二、30000t/a啤酒厂糖化车间的物料衡算
啤酒厂糖化车间的物料平衡计算主要项目为原料(麦芽、大米)和酒花用量,热麦汁和冷麦汁量,废渣量(糖化槽和酒花槽)等。
2.1糖化车间工艺流程示意图
根据我国啤酒生产现况,有关生产原料配比、工艺指标及生产过程的损失等数据如表1所示。
图2啤酒厂糖化车间工程流程示意图
2.2工艺技术指标及基础数据
根据表1的基础数据,首先进行100kg原料生产10°
淡色啤酒的物料计算,然后进行100L10°
淡色啤酒的物料衡算,最后进行30000t/a啤酒厂糖化车间的物料平衡计算。
表1啤酒生产基础数据
项目
名称
百分比(%)
定
额
指
标
无水麦芽
浸出率
78
原料配比
麦芽
70
大米
30
无水大米
90
啤酒损失率(对热麦汁)
冷却损失
7
发酵损失
2
原料利用率
98
过滤损失
1
麦芽水分
6
装瓶损失
大米水分
12
总损失
2.3100kg原料(70%麦芽,30%大米)生产10°
淡色啤酒的物料衡算
(1)热麦计算根据表1可得到原料收率分别为:
麦芽收率为:
78%×
(100-6)%=73.32%
大米收率为:
90%×
(100-12)%=79.2%
混合原料收得率为:
(0.70×
73.32%+0.30×
79.2%)98%=73.58%
由上述可得100kg混合料原料可制得的10°
热麦汁量为:
(73.58%×
100)÷
10%=735.8(kg)
又知10°
麦汁在20℃时的相对密度为1.084,而100℃热麦汁比20℃时的麦汁体积增加1.04倍,故热麦汁(100℃)体积为:
735.8÷
(1.084×
1000)×
1000×
1.04=705.93(L)
(2)冷麦汁量为:
705.93×
(1-0.07)=656.52(L)
(3)发酵液量为:
656.52×
(1-0.02)=643.39(L)
(4)过滤酒量为:
643.39×
(1-0.01)=636.95(L)
(5)成品啤酒量为:
636.95×
(1-0.02)=624.22(L)
2.4生产100L10°
根据上述衡算结果知,100kg混合原料可生产10°
淡色成品啤酒624.22L,故可得以下结果:
(1)生产100L10°
淡色啤酒需耗混合原料量为:
(100/624.22)×
100=16.02(kg)
(2)麦芽耗用量为:
16.02×
70%=11.21(kg)
(3)大米耗用量为:
16.02-11.21=4.81(kg)
(4)酒花耗用量:
对浅色啤酒,热麦汁中加入的酒花量为0.2%,故为:
(100/624.22)×
735.8×
0.2%=0.24(kg)
(5)热麦汁量为:
(16.02/100)×
705.93=113.09(L)
(6)冷麦汁量为:
656.52=105.18(L)
(7)湿糖化糟量设热电厂出的湿麦芽糟水分含量为80%,则湿麦芽糟量为:
[(1-0.06)(100-78)/(100-80)]×
11.21=11.59(kg)
而湿大米糟量为:
[(1-0.12)(100-90)/(100-80)]×
4.81=2.12(kg)
故湿糖化糟量为:
11.59+2.12=13.71(kg)
(8)酒花糟量设麦汁煮沸过程干酒花浸出率为40%,且酒花糟水分含量为80%,则酒花糟量为:
[(100-40)/(100-80)]×
0.24=0.72(kg)
2.530000t/a10°
淡色啤酒酿造车间物料衡算表
设生产旺季每天糖化8次,而淡季则糖化4次,每年总糖化次数为1800次。
由此可计算出每次投料量及其他项目的物料平衡。
把述的有关啤酒厂酿造车间的三项物料衡算计算结果,整理成物料衡算表,如表2所示。
表2啤酒厂酿造车间物料衡算表
物料名称
单位
对100kg混合原料
100L10°
度淡色啤酒
糖化一次定额量
30000t/a啤酒生产
混合原料
Kg
100
16.02
2638.34
4.75×
106
大麦
11.21
1846.84
3.325×
大米
4.81
791.5
1.425×
酒花
1.50
0.24
39.53
7.12×
104
热麦汁
L
705.93
113.09
18628.71
33.53×
冷麦汁
656.52
105.18
17324.7
31.19×
湿糖化糟
72.35
11.59
1909.24
3.44×
湿酒花糟
4.50
0.72
118.60
2.13×
105
发酵液
643.39
103.07
16978.35
30.56×
过滤酒
636.95
102.04
16808.4
30.26×
成品啤酒
624.22
100.00
16469.04
29.64×
备注:
10度淡色啤酒的密度为1012kg/m3
三、30000t/a啤酒厂糖化车间的热量衡算
二次煮出糖化法是啤酒常用的糖化工艺,下面就以为基准进行糖化车间的势量衡算。
工程流程示意图如图2所示,其中的投料量为糖化一次的用料量(计算参表2)
3.1糖化用水耗热量Q1
根据工艺,糊化锅加水量为:
G1=(791.5+158.3)×
4.5=4274.1(kg)
式中,791.5kg为糊化一次大米粉量,158.3kg为糊化锅加入的麦芽粉量(为大米量的20%)
图3啤酒厂糖化工艺流程图
而糖化锅加水量为:
G2=1688.54×
3.5=5909.89(kg)
式中,1688.54kg为糖化一次糖化锅投入的麦芽粉量,即1846.84-158.3=1688.54(kg)
而1846.84kg为糖化一次麦芽定额量。
故糖化总用水量为:
GW=G1+G2=4274.1+5909.89=10183.99(kg)
(1)
自来水的平均温度取t1=18℃,而糖化配料用水温度t2=50℃,故耗热量为:
Q1=(G1+G2)cw(t1-t2)=10183.99×
(50-18)4.18=1362210.5(KJ)
(2)
3.2第一次米醪煮沸耗热量Q2
由糖化工艺流程图(图3)可知:
Q2=Q21+Q22+Q23(3)
3.2.1糖化锅内米醪由初温t0加热到100℃的耗热量Q21
Q21=G米醪C米醪(100-t0)(4)
(1)计算米醪的比热容G米醪根据经验公式G容物=00.1[(100-W)c0+4.18W]进行计算。
式中W为含水百分率;
c0为绝对谷物比热容,取c0=1.55KJ/(Kg·
K).
C麦芽=0.01[(100-6)1.55+4.18×
6]=1.71KJ/(Kg·
K)
C大米=0.01[(100-12)1.55+4.18×
12]=1.87KJ/(Kg·
C米醪=(G大米c大米+G麦芽c麦芽+G1cw)/(G大米+G麦芽+G1)(5)
=(791.5×
1.87+158.3×
1.71+4274.1×
4.18]/(791.5+158.3+4274.1)
=3.76KJ/(Kg·
(2)米醪的初温t0设原料的初温为18℃,而热水为50℃,则
t0=[(G大米c大米+G麦芽c麦芽)×
18+G1cw×
50]/(G米醪C米醪)(6)
=[(791.5×
1.71)×
18+4274.1×
4.18×
50]/(5183.9×
3.76)
=47.5℃
其中G米醪=791.5+158.3+4274.1=5183.9(kg)
(3)把上述结果代如1中,得:
Q21=5183.9×
3.76(100-47.5)=1023301.86KJ
3.2.2煮沸过程蒸汽带出的热量Q22
设煮沸时间为40min,蒸发量为每小时5%,则蒸发水量为:
V1=G米醪×
5%×
40/60=5183.9×
40/60=172.80Kg(7)
故Q22=V1I=172.80×
2257.2=390036.637KJ(8)
式中,I为煮沸温度(约为100℃)下水的汽化潜热(KJ/Kg)
3.2.3热损失Q23
米醪升温和第一次煮沸过程的热损失约为前两次的耗热量的15%,即:
Q23=15%(Q21+Q22)(9)
3.2.4由上述结果得:
Q2=1.15(Q21+Q22)=1.15(1023301.86+390036.637)=1625339.28KJ(10)
3.3第二次煮沸前混合醪升温至70℃的耗热量Q3
按照糖化工艺,来自糊化锅的煮沸的米醪与糖化锅中的麦醪混合后温度应为63℃,故混合前米醪先从100℃冷却到中间温度t0。
3.3.1糖化锅中麦醪中的t
已知麦芽初温为18℃,用50℃的热水配料,则麦醪温度为:
G麦醪=G麦芽+G2=1688.54+5909.89=7598.43kg(11)
c麦醪=(G麦芽C麦芽+G2Cw)/(G麦芽+G2)
=(1688.54×
1.71+5909.89×
4.18)/(1688.54+5909.89)(12)
=3.63KJ/(kg.K)
t麦醪=(G麦芽C麦芽×
18+G2Cw×
50)/(G麦醪C麦醪)
=(1688.54×
1.71×
18+5909.89×
50)/(7598.43×
3.63)(13)
=46.67℃
3.3.2根据热量衡算,且忽略热损失,米醪与麦醪混合前后的焓不变,则米醪的中间温度为:
G混合=G米醪+G麦醪=5183.9+7598.43=12782.33Kg(14)
C混合=(G米醪C米醪+G麦醪C麦醪)/(G米醪+G麦醪)(15)
=(5183.9×
3.76+7598.43×
3.63)/12782.33
=3.68kJ/(kg·
t=(G混合C混合×
t混合-G麦醪C麦醪×
t麦醪)/(G米醪C米醪)(16)
=(12782.33×
3.68×
63-7598.43×
3.63×
46.67)/(5183.9×
=86℃
3.3.3Q3
Q3=G混合C混合(70-63)=12782.33×
3.68(70-63)=329272.821(kJ)(17)
3.4第二次煮沸混合醪的耗热量Q4
由糖化工艺流程可知:
Q4=Q41+Q42+Q43(18)
3.4.1混合醪升温至沸腾所耗热量Q41
(1)经第一次煮沸后米醪量为:
G/米醪=G米醪-V=5183.9-172.80=5011.1(kg)(19)
糖化锅的麦芽醪量为:
G麦醪=G麦芽+G2=1688.54+5909.89=7598.43(kg)(20)
故进入第二次煮沸的混合醪量为:
G混合=G/米醪+G麦醪=5183.9+7598.43=12782.33(kg)(21)
(2)根据工艺,糖化结束醪温为78℃,抽取混合醪的温度为70℃,则送到第二次煮沸的混合醪量为:
[G混合(78-70)]/[G混合(100-70)]×
100%=26.7%(22)
(3)麦醪的比热容
c麦醪=(G麦芽C麦芽+G2Cw)/(G麦芽+G2)
4.18)/(1688.54+5909.89)(23)
混合醪比热容:
C混合=(G/米醪c米醪+G麦醪c麦醪)/(G/米醪+G麦醪)(24)
(4)故Q41=26.7%G混合c混合(100-70)=376782.184(kJ)(25)
3.4.2二次煮沸过程蒸汽带走的热量Q42
煮沸时间为10min,蒸发强度5%,则蒸发水分量为:
V2=G混合×
10/60
=12782.33×
10/60
=106.52(kg)
Q42=IV2=2257.2×
106.52=240435.628(kJ)(26)
式中,I为煮沸温度下饱各蒸汽的焓(kJ/kg)
3.4.3热损失Q43
根据经验有:
Q42=15%(Q41+Q42)(27)
3.4.4把上述结果代入公式(27)得
Q4=1.15(Q41+Q42)=1.15(376782.184+240435.628)=709800.484(kJ)(28)
3.5洗槽水耗热量Q5
设洗槽水平均温度为80℃,每100kg原料用水450kg,则用水量为:
G=2638.34×
450/100=11872.53(kg)
故Q5=GCw(80-18)=11872.53×
(80-18)=3076884.87(kJ)(29)
3.6麦汁煮沸过程耗热量Q6
(30)
3.6.1麦汁升温至沸点耗热量Q61
由表2啤酒厂酿造车间物料衡算表可知,100kg混合原料可得到735.8kg热麦汁,并设过滤完毕麦汁温度为70℃,则进入煮沸锅的麦汁量为:
G麦汁=2638.34×
735.8/100=19412.91(kg)
又C麦汁=(1846.84×
1.71+791.5×
1.89+2638.34×
6.4×
4.18)/(2638.34×
7.4)
=3.85(kJ/kg.k)
故Q61=G麦汁C麦汁(100-70)=19412.91×
3.85×
30=2242190.61(kJ)(31)
3.6.2煮沸强度10%,时间1.5h,则蒸发水分为:
V3=19412.91×
10%×
1.5=2911.94(kg)
故Q62=IV3=6572821.62(KJ)(32)
3.6.3热损失为
(33)
3.6.4把上述结果代入上式得出麦汁煮沸总耗热
Q6=1.15(Q61+Q62)=10137264.1(KJ)(34)
3.7糖化一次总耗热量Q总
Q总=Q1+Q2+Q3+Q4+Q5+Q6=17240772.1(KJ)(35)
3.8糖化一次砂耗用蒸汽用量D
使用表压0.3MPa的饱和蒸汽,I=2725.3Kj/kg,则:
D=Q总/[(I-i)η]
=17240772.1/[(2725.3-561.47)×
95%](36)
=8387.06(kg/h)
式中,i为相应冷凝水的焓(561.47kJ/kg);
η为蒸汽的热效率,取η=95%。
3.9糖化过程每小时最大蒸汽耗量Qmax
在糖化过程各步骤中,麦汁煮沸耗热量Q6为最大,且已知煮沸时间为90min热效率为95%,故:
Qmax=Q6/(1.5×
95%)=10137264.1/(1.5×
95%)=7113869.55(KJ/h)(37)
相应的最大蒸汽耗量为:
Dmax=Qmax/(I-i)=7113869.55/(2725.3-561.47)=3287.63(kg/h)(38)
3.10蒸汽单耗
据设计,每年糖化次数为1800次,总共生产啤酒30000t.年耗蒸汽总量为:
Dr=8387.06×
1800=15096708(Kg)
每吨啤酒成品耗蒸汽(对糖化):
D5=15096708/30000=503.22(kg/t啤酒)
每昼夜耗蒸汽量(生产旺季算)为:
Dd=8387.06×
8=67096.48(kg/d)
至于糖化过程的冷却,如热麦汁被冷却成热麦汁后才送井发酵车间,必须尽量回收其中的热量。
最后若需要耗用冷冻水,则在以下“耗冷量计算”中将会介绍
最后,把上述结果列成热量消耗综合表,如表3
表330000t/a啤酒厂糖化车间总热量衡算表
名称
规格
(MPa)
每吨消耗定额(kg)
每小时最大用量(kg/h)
每昼夜消耗量(kg/d)
每年消耗量(kg/a)
蒸汽
0.3(表压)
503.22
3287.63
67096.48
15096708
四、30000t/a啤酒厂发酵车间的耗冷量衡算
啤酒发酵工艺有上面发酵和下面发酵两大类,而后者有传统的发酵槽发酵和锥形罐发酵等之分[8]。
不同的发酵工艺,其耗冷量也随之改变。
下面以目前我国应用最普遍的锥形罐发酵工艺进行20000t/a啤酒厂发酵车间的耗冷量计算。
4.1发酵工艺流程示意图
冷却
94℃热麦汁冷麦汁(6℃)锥形灌发酵过冷却至-1℃贮酒过滤清酒灌
图4发酵工艺流程
4.2工艺技术指标及基础数据
年产10°
淡色啤酒30000t;
旺季每天糖化8次,淡季为4次,每年共糖化1800次;
主发酵时间6天;
4锅麦汁装1个锥形罐;
10°
Bx麦汁比热容c1=4.0KJ/(kgK);
冷媒用15%酒精溶液,其比热容可视为c2=4.18KJ/(kgK);
麦芽糖化厌氧发酵热q=613.6kJ/kg;
麦汁发酵度60%。
根据发酵车间耗冷性质,可分成工艺耗冷量和非工艺耗冷量两类,即:
(39)
4.3工艺耗冷量
4.3.1麦汁冷却耗冷量Q1
近几年来普遍使用一段式串联逆流式麦汁冷却方法[9]。
使用的冷却介质为2℃的冷冻水,出口的温度为85℃。
糖化车间送来的热麦汁温度为94℃,冷却至发酵起始温度6℃。
根据表2啤酒生产物衡酸表,可知每糖化一次热麦汁20053L,而相应的麦汁密度为1048kg/m3,故麦汁量为:
G=1048×
18.62871=19522.89(kg)
又知100Bx麦汁比热容C1=4.0KJ/(Kg·
k),工艺要求在1h小时内完成冷却过程,则所耗冷量为:
Q1=[GC(t1-t2)]/τ(40)
=[19522.89×
4.0(94-6)]/1
=6872056.61(KJ/h)
式中t1和t2——分别表示麦汁冷却前后温度(℃)
τ——冷却操作过程时间(h)
根据设计结果,每个锥形发酵罐装4锅麦汁,则麦汁冷却每罐耗冷量为:
Qf=4Q1=4×
6872056.61=27488226.42(kJ)(41)
相应地冷冻介质(2℃的冷冻水)耗量为:
Mf=Q1/[Cm(t4-t3)]=6872056.61/[4.18(85-2)]=19807.62(kg/h)(42)
式中,t3和t4——分别表示冷冻水的初温和终温(℃)
Cm——水的比热容[KJ/(kg·
K)]
4.3.2发酵耗冷量Q2
(1)发酵期间发酵放热Q21,假定麦汁固形均为麦芽糖,而麦芽糖的厌氧发酵房热量为613.6kJ/kg。
设发酵度为60%,则1L麦汁放热量为:
q0=613.6×
60%=36.82(kJ)
根据物料衡算,每锅麦汁的冷麦汁量为17324.7L,则每锥形缺罐发酵放热量为:
Q01=36.82×
17324.7×
4=2551581.82(kJ)
由于工艺规定主发酵时间为6天,每天糖化8锅麦汁(旺季),并考虑到发酵放热不平衡,取系数1.5,忽略主发酵的升温,则发酵高温时期耗冷量为:
Q21=(Q01×
1.5×
7)/(24×
6×
4)
=(2551581.82×
4)]
=46513.21(kJ/h)
(2)发酵后期发酵液降温耗Q22主发酵后期,发酵后期,发酵液温度从6℃缓降到-1℃。
每天单罐降温耗冷量为:
Q02=4GC1[6-(-1)]=4×
19522.89×
4.0×
7=2186563.68(KJ)(43)
工艺要求此过程在2天内完成,则耗冷量为(麦汁每天装1.5个锥形罐):
Q22=(1.5Q02)/(24×
2)=(1.5×
2186563.68)/(24×
2)=68330.12(KJ/h)(44)
(3)发酵总耗冷量Q2
Q2=Q21+Q22=46513.21+68330.12=114843.33(kJ/h)(45)
(4)每罐用冷媒耗冷量Q0
Q0=Q01+Q02=2551581.82+2186563.68=4738145.5kg/h(46)
(5)发酵用冷媒耗(循环量)M2发酵全过程冷却用稀酒精液作冷却介质,进出口温度为-8℃和0℃,故耗冷媒量为:
M2=Q2/(Cm×
8)=114843.33/(4.18×
8)=3434.31kg/h(47)
4.3.3酵母洗涤用冷无菌水冷却的耗冷量Q3
在锥形罐啤酒发酵过程,主发酵结束时要排放部分酵母,经洗涤活化后重复用于新麦汁的发酵,一般可重复使用5—7次。
设湿酵母添加量为麦汁量的1.0%,且使用1℃的无菌水洗涤,洗涤无菌水量为酵母量的3倍。
冷却前无菌水温30℃。
用-8℃的酒精液作冷地介质。
由中述条件,可得无菌水用量为:
Gw′=19522.89×
1.0%×
3=3514.12(kg/d)
式中19522.89——糖化一次的冷麦汁量(kg)
每班无菌水量:
Gw=Gw′/3=3514.12/3=1171.37(kg/每班)(48)
假无菌水冷却操作在2h小时内完成,则无菌水冷却耗量为:
Q3=[GwGm(tw-tw′)]/r=[1171.37×
(30-1)]/2=70996.94(kg/h)(49)
所耗冷冻介质量为:
M3=Q3[cw(t2-t1)]/r=70996.94(4.18×
8)=2374137.73(kg/h)(50)
式中,t1和t2——冷冻酒精液热交换前后的温度,分别为-8℃和0℃。
每罐用于酵母洗涤的耗冷量:
Q3=[GwGm(tw-tw′)]/1.5=[1171.37×
4.1


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 年产 三万 啤酒厂 啤酒 发酵 工艺 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
重庆市版中考试地理试题I卷.docx
-
珠宝店214情人节活动方案.docx
-
注册测绘师《管理法规》真题及答案.docx
-
总工会为职工群众做好事办实事情况汇报.docx
-
组名和口号.docx
-
网络课程设计.docx
-
为什么越乖的孩子长大后越痛苦无数家长看完沉默了.docx
-
温泉景观设计理念讲义全.docx
-
乌司他丁对重症急性胰腺炎大鼠脑毛细血管渗漏的影响及作用机制的实验研究.docx
-
五年级小数混合运算练习题.docx
-
武汉轨道交通土建工程盾构安全监理实施细则.docx
-
物流企业计划书.docx
-
系统概述.docx
-
县委副书记述职报告.docx
-
限定从句以及非限定从句以及动名词动词等总结Finite and Nonfintite clauses Notes.docx
-
湘教版四年级语文期末复习资料分类专项练习题全套.docx
-
玉蝶钗.docx
-
员工上班睡觉检讨书.docx
-
销售现场管理制定1124.docx
