 机舱加大地板总成Word下载.docx
机舱加大地板总成Word下载.docx
- 文档编号:21060170
- 上传时间:2023-01-27
- 格式:DOCX
- 页数:17
- 大小:34.81KB
机舱加大地板总成Word下载.docx
《机舱加大地板总成Word下载.docx》由会员分享,可在线阅读,更多相关《机舱加大地板总成Word下载.docx(17页珍藏版)》请在冰豆网上搜索。
3
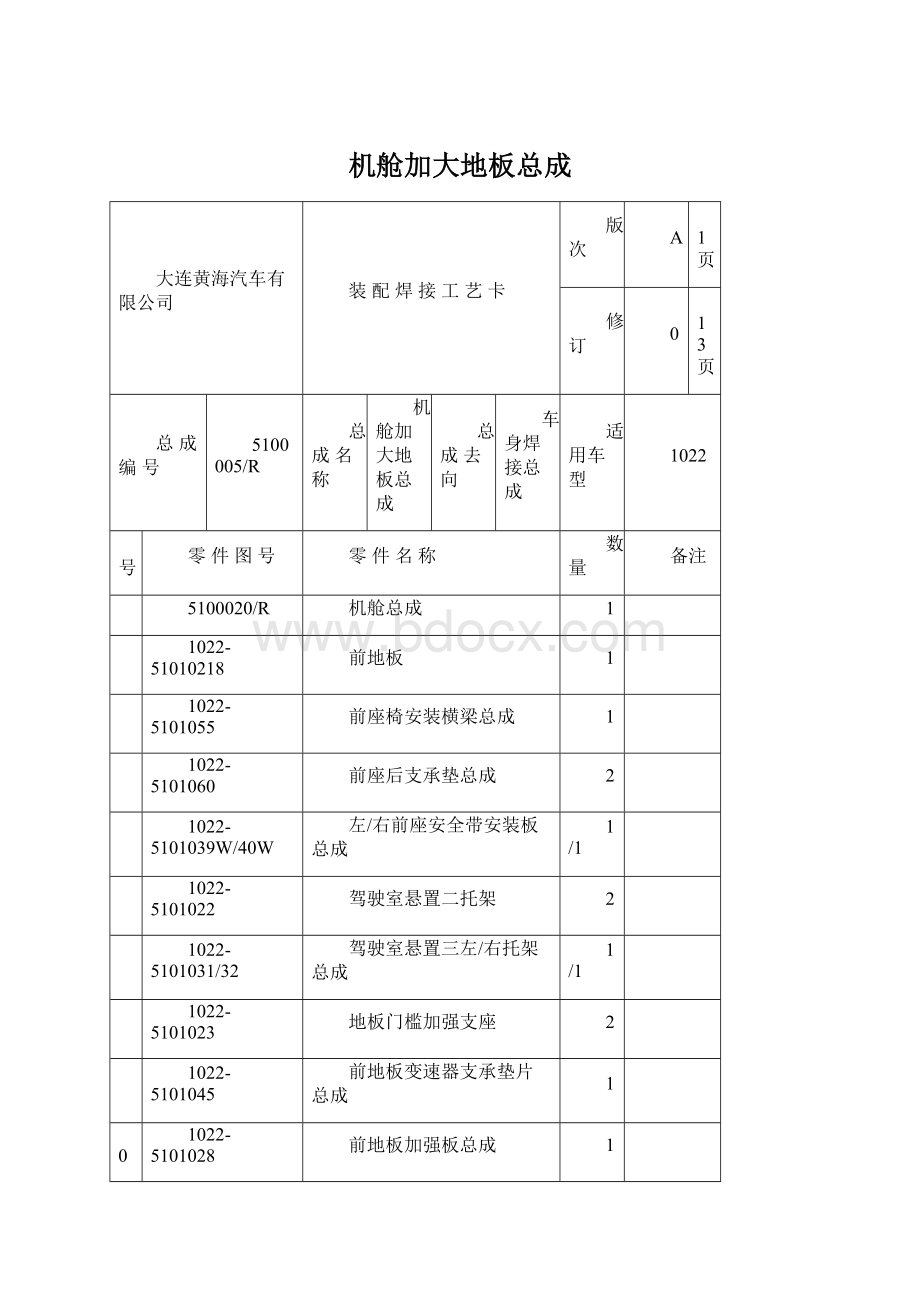
1022-5101055
前座椅安装横梁总成
4
1022-5101060
前座后支承垫总成
5
1022-5101039W/40W
左/右前座安全带安装板总成
1/1
6
1022-5101022
驾驶室悬置二托架
7
1022-5101031/32
驾驶室悬置三左/右托架总成
8
1022-5101023
地板门槛加强支座
9
1022-5101045
前地板变速器支承垫片总成
10
1022-5101028
前地板加强板总成
11
5101065/70
左/右前门槛内板总成
12
1022-5101086
中地板
13
5101110
后地板焊接总成
修改记录
标记
处数
`修改内容
更改人
更改日期
编制
日期
审批
第2页
修订
工序号
工步号
工序名称及内容
设备
工艺装备
焊接规范
焊接
辅助材料
工种
操作者数
单位时间
调整时间
型号及名称
编号及名称
装配定位(如图P1)
机舱加大地板总
焊
01
提取
成夹具一副
机舱总成1件
(5100005/R)
驾驶室悬置二托架2件
驾驶室悬置三左/右托架总成1/1件
地板门槛加强支座2件
依次放入夹具中,定位并夹紧。
02
在发动机挡板下边缘约10mm处涂上点焊
挤胶枪一支
L=1860±
5mm
EFBONDRA
密封胶。
d=2-3mm
N45G2
用量G=18±
1g
点焊密封胶
03
前地板1件
前地板变速器支承垫片总成1件
用2只M6螺栓将前地板变速器支承垫片
两只M6螺栓
总成固定于前地板相应位置。
修改内容
第3页
将前地板放入夹具中,定位并夹紧。
04
在前地板后边缘约20mm处涂上点焊密封
L=1405±
胶。
用量G=14±
05
前地板加强板总成1件
左前座安全带安装板总成1件
右前座安全带安装板总成1件
用4只7/16螺栓将左/右前座安全带安装
四只7/16螺栓
板及前地板加强板总成固定于前地板相
应位置上。
06
提取中地板1件
在中地板总成后边缘10mm处涂上点焊密
封胶,放入夹具中定位并夹紧。
第4页
07
提取后地板焊接总成1件
放入夹具中定位并夹紧。
08
提取
前座椅安装横梁总成1件
前座后支承垫总成2件
以前座椅安装横梁总成与前地板的工艺缺口
前座后支承垫总
定位,用位辅具定位好前座后支承总垫总
成定位辅具一副
成、前地板加强板、前座椅安装横梁总成。
(5101010K2-2)
20
点焊(如图P2)
WYD—40X及
40XB00S240—780
I=7500-8000A
在前地板与发动机挡板搭接处点焊
WYD—25X悬
25XB00T120—660
16+6+16点。
挂一体式点焊
焊钳各一把
t=8-10T
机各一台
Y型电极头
D=5mm
在前地板与前地板变速器支承垫片总成
WYD—40X
同上
搭接处点焊4点。
悬挂一体式点
焊钳一把
第5页
焊机一台
在前地板与驾驶室悬置二托架搭接处点
焊(4+4)X2点。
30
点焊定位(如图P2)
在前地板与前座后支承垫总成搭接处点
焊4/4点。
在前地板与前地板加强板总成搭接处点
焊:
凸包处:
4+3+3+3点
凸包左侧:
18点
凸包右侧:
取下定位辅具并放好。
40
第6页
在前地板与前座椅安装横梁总成、地板门
槛加强支座搭接处点焊(3+3)X2点。
在前地板与前座椅安装横梁总成搭接处
点焊:
凸包处:
3+3点
4+4点
在前地板与前地板加强板总成及左/右前
座安全带安装板总成搭接处点焊4/4点。
在前地板与驾驶室悬置三左/右托架总成
搭接处点焊4/4点。
及中地板搭接处点焊(4+4)/(4+4)点。
第7页
在前地板与中地板搭接处点焊:
3+2点
8+3+7点
7+7点
在中地板与后地板焊接总成搭接处点焊
3点
13点
50
装配定位(如图P3)
左前门槛内板总成1件
右前门槛内板总成1件
放入前地板相应位置定位并夹紧。
第8页
60
点焊(如图P3)
WYD—25C悬
25C—1818X30S15
在左/右前悬置一支架与左/右挡泥板搭接
挂式点焊机两
焊钳两把
处点焊5/5点。
台
P型电极头
在发动机挡板与左/右前门槛内板总成搭
接处点焊1/1点。
在前地板与左/右前门槛内板总成搭接处
点焊9/9点。
在前地板与前座椅安装横梁总成、左/右前
门槛内板总成搭接处点焊2/2点。
在左/右前门槛内板总成与驾驶室悬置二
托架搭接处点焊(3+3)/(3+3)点。
第9页
在左/右前门槛内板总成与地板门槛加强
支座搭接处点焊(4+4)/(4+4)点。
点焊7/7点。
在中地板与左/右前门槛内板总成及前地
板搭接处点焊2/2点。
09
在左/右后门槛内板总成与中地板搭接处
点焊3/3点。
在驾驶室悬置三左/右托架总成与左/右
前门槛内板总成搭接处点焊(3+4+3)/
(3+4+3)点。
第10页
在左/右后门槛内板总成和驾驶室悬置三
托架与左右前门槛内板总成搭接处点焊
3/3点。
70
检查
检查图示控制尺寸,如尺寸超出控制尺寸
3米卷尺一把
范围2mm则须通知有关人员。
(车间每生
产5件检查一次,质检员每10件检查一
次,抽检1-2件)
检查焊点质量,是否有未焊透、焊穿现象,
LIELIMIG280
I=90-100A
H08Mn2SiA
有则CO2保护焊补焊。
一台
Q=15-20L/min
CO2气体


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机舱 加大 地板 总成
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
表语从句-引导词.doc
-
养老院施工组织设计大成管理资料.docx
-
崂山啤酒烟台市场营销策略.docx
-
西藏2015年监理工程师《合同管理》:合同的变更考试题.doc
-
学校中层绩效考核细则.docx
-
南水北调表格.docx
-
论程序公正.doc
-
合伙人协议书范本通用版word模板docx.docx
-
见习班主任工作计划.doc
-
医院职工之家总结.docx
-
触摸春天公开课教案[1].doc
-
配班幼师个人工作计划完整版.docx
-
音乐表演专业技术词汇对照表 5.docx
-
论文封面.doc
-
墙地砖施工技术交底.docx
-
药品注册管理法试题.docx
-
第十三单元 我国的旅游胜地教学设计.docx
-
污水处理厂防汛防台应急预案.docx
-
病理科优化制片及染色流程.docx
