 大连理工大学工程训练中心实习讲义.docx
大连理工大学工程训练中心实习讲义.docx
- 文档编号:20974848
- 上传时间:2023-04-25
- 格式:DOCX
- 页数:10
- 大小:340.87KB
大连理工大学工程训练中心实习讲义.docx
《大连理工大学工程训练中心实习讲义.docx》由会员分享,可在线阅读,更多相关《大连理工大学工程训练中心实习讲义.docx(10页珍藏版)》请在冰豆网上搜索。
大连理工大学工程训练中心实习讲义
大连理工大学工程训练中心实习讲义
实习项目名称:
电火花线切割实训讲义编写:
杨春
实习地点:
工程训练中心讲义审定:
电火花线切割实训
教学重点:
1、线切割加工属于特种加工范畴,加工效率比较低。
主要应用在模具、工具等被加工工件材料比较硬、难切削的情况下。
2、DK7725E线切割机床的机械结构及组成。
教学难点:
1、DK7725E线切割机床走丝机构的结构及运动。
2、国产快走丝线切割机床与进口慢走丝线切割机床的机械结构的差别及各自的优缺点。
教学内容:
1、简要介绍线切割加工的应用。
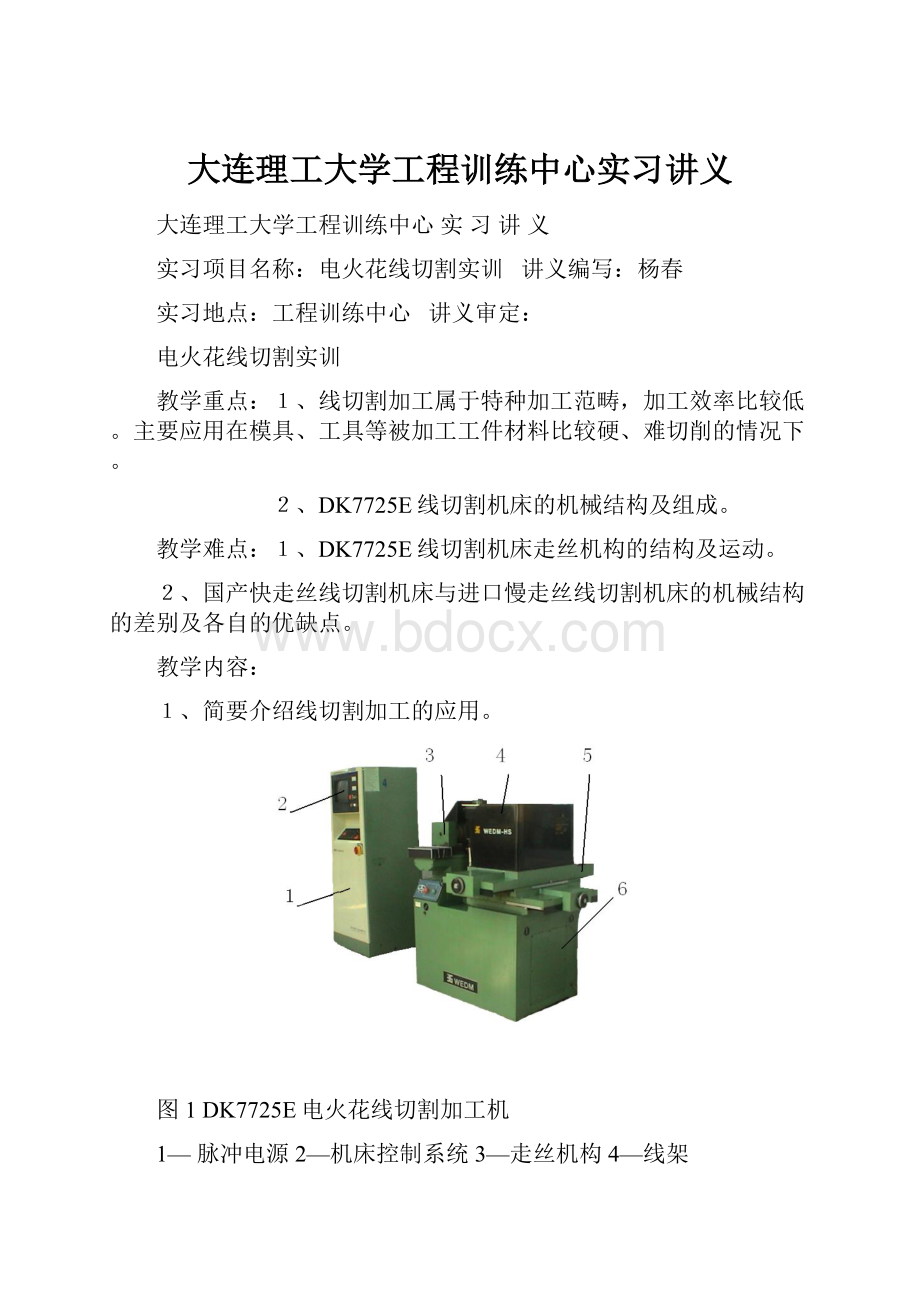
图1DK7725E电火花线切割加工机
1—脉冲电源2—机床控制系统3—走丝机构4—线架
5—工作台6—机床本体
电火花线切割加工(WireCutElectricalDischargeMachining,简称WEDM)是在电火花成型加工基础上于20世纪50年代末发展起来的一种新工艺。
它由普通的线状电极丝替代成型加工电极,进行放电加工。
由于电极丝源源不断的进入加工区,所以电极丝放电均匀损耗。
在放电加工程过程中,放电通道内的高温使工件局部的金属产生熔化甚至气化,最终被蚀除掉,从而实现切割加工,如图2所示。
2、DK7725E线切割机床的介绍。
(1)线切割机床的组成与结构
图2电火花线切割加工原理示意图
1—工作液箱2—坐标工作台3—工件4—脉冲电源5—导轮
6—电极丝7—丝架8—贮丝筒9—工作液喷嘴
线切割机床分四个组成部分:
机床本体、高频脉冲电源、计算机控制系统、工作液循环系统。
、机床本体包括机床床身、工作台、运丝机构和丝架。
机床床身由高级铸铁整体铸造而成,采用高刚性的箱体结构,机床的变形小。
工作台用于装夹工件,采用十字滑板结构。
工作台和机床床身之间安装线性导轨和高精度滚珠丝杠副。
由伺服电机驱动,运动灵活、平稳,机床位置精度比较高。
丝架的主要作用是在电极丝快速移动时,对电极丝起支撑作用。
上、下丝架之间的距离一般手动调节。
为了实现锥度加工,通常在上丝架上安装两个小型步进电动机,构成与X、Y轴平行的U、V轴。
X、Y、U、V轴联动(如图3所示),就能加工出带锥度的零部件。
图3锥度加工原理图
、高频脉冲电源的作用是把380V50Hz的普通正弦交流电流转变成单向高频脉冲电流,以提供能量供电火花放电蚀除金属。
高频脉冲电源的电流、电压波形相似,采用矩形方波波形。
脉冲波形的主要参数是峰值电流、脉冲宽度、脉冲间隔时间等,如图4所示。
一般的电加工机床脉冲电源采用高低压复合的晶体管脉冲电源,而中、高档电火花加工机床都采用微机数字化控制的高频脉冲电源。
图4脉冲电源电压标准波形
ti脉冲宽度to脉冲间隔tp脉冲周期ui载电压或脉冲幅值电压
、计算机控制系统主要控制机床各轴的运动。
普通的线切割机床伺服系统一般根据用户编制的程序,两轴联动。
X-Y轴插值运算,工作台可以走出直线和圆弧轨迹。
工作台进给系统采用AC自适应控制方法,由计算机自动采集工件和电极丝之间的电压值,与标准值进行比较从而实现自动运动跟踪。
一般的电加工机床的数控系统采用的是开环控制系统,高档的线切割加工机床为提高机床加工精度,大多采用半闭环和闭环控制系统。
线切割机床控制系统不但能控制机床的运动系统,还能控制加工过程中的各项放电参数:
如放电电流、脉冲宽度、脉冲间隔等,以便能够更好的获得工件加工精度。
、工作液循环系统由工作液箱、工作液泵、过滤器和管路组成,用来向放电加工区间提供放电加工液。
为了提高放电加工效率,线切割机床经常采用低阻抗的非油类工作液,其电阻率往往低于电火花成型加工用的电火花油。
国产线切割机床放电加工液一般采用乳化液,电阻率值是103Ωcm~105Ωcm,主要起绝缘、冷却、排屑作用。
优点是加工效率较高,不容易引起火灾,缺点是放电过程中往往伴随有电解现象发生。
线切割机床的加工过程
线切割加工因脉冲宽度较窄,电极丝细(常用的电极丝直径是Φ0.2mm左右),承载的脉冲电流小,所以一般采用正极性加工,也就是线切割机床的电极丝接脉冲电源的负极,被加工工件接脉冲电源的正极。
当机床启动加工后,放电工作液泵启动,工件在工作台的带动下向电极丝靠近,当工件和电极丝之间的距离约0.01mm~0.03mm时,在高频脉冲电源的作用下,电极丝和工件间就会产生火花放电,电火花产生的高温就可以蚀除金属。
(3)线切割机床的分类
根据电极丝运动的速度可把线切割机床分为快走丝线切割机床和慢走丝线切割机床。
线切割机床电极丝运动的速度是由工作液供给方式不同来决定的。
对于国产的经济型线切割机床来说,在切割加工过程中工作液是靠很低的压力流淌到被加工工件表面上的。
由于电极丝很细,切割缝隙宽度仅0.3mm左右,工作液很难进入线切割切缝中,这就需要电极丝快速交替上下移动,才能把工作液带入到放电切缝中去,实现放电加工。
被加工工件越厚,电极丝的运动速度就要越快,以便带入更多的放电加工液。
防止因放电加工区工作液的不足造成频繁的断丝现象。
快走丝线切割机电极丝的运动速度一般是8m/s~12m/s。
采用快走丝线切割加工方式,机床造价低,工件的加工精度适中,加工精度一般可达+0.01mm,工件表面粗糙度可达Ra2.5μm。
快走丝线切割加工,因电极丝运动速度快,所以电极丝要重复使用。
这就要求选用抗拉强度较高的材料,防止断丝,一般采用钼丝作为快走丝线切割机电极丝。
钼丝以螺旋线的方式单层缠绕在贮丝筒上,贮丝筒一边进丝,一边出丝。
为了防止电极丝重叠,出现拉断丝的现象,贮丝筒上安装由齿轮和滚珠丝杠构成的运丝机构,如图5所示。
贮丝筒每旋转一圈,会带动自己沿轴线方向移动一个钼丝直径。
这样,电极丝就单层整齐的缠绕在贮丝筒上,不会因相互叠压而出现拉断丝的现象。
图5走丝机构
所有进口的线切割机床和部分国产的高精度线切割机床都采用的是慢走丝线切割加工方式。
慢走丝线切割机床的放电加工液由机床的上下喷嘴以较高压力同轴喷射到线切割切缝的放电通道中,同时工件浸没在工作液箱中,放电区域能得到充分的冷却。
电极丝可以以较低的速度运丝(一般速度低于0.2米/秒)。
电极丝采用自上而下的单向运动方式,一次性使用,切割加工后就进入废丝箱,不再参与切割加工。
这样,电极丝就可以选用放电特性好的专用高精度黄铜电极丝。
专用黄铜电极丝直径Φ0.2mm,误差+0.001mm,使放电加工切缝比较均匀,大幅度的提高线切割机床的加工精度,慢走丝线切割机加工出的工件精度可达到+0.003mm。
3、线切割数控编程加工
线切割机编程系统一般采用ISO(国际标准化组织)制定的数控标准代码G代码来编制程序。
与数控车、数控铣代码一样,线切割G代码也是采用8单位补编码。
我国科技人员曾经在快走丝线切割机床上研制使用过3B代码来编制线切割程序,但由于3B代码应用面较较窄,仅限于在国产的线切割机床上使用,所以现在已经基本上停止使用,而全部使用国际标准的G代码来编制程序。
线切割加工程序编制一般分手动编程和计算机自动编程两种编程方法。
部分G代码命令含义:
G90---绝对坐标指令G91---增量坐标指令机床默认:
G90
G92---指定坐标原点M02---程序结束G00---机床快速移动
G01---直线插补指令G02---顺时针圆弧插补G03---逆时针圆弧插补
G41---电极丝左补偿G42---电极丝右补偿G40---取消电极丝补偿
G51---锥度左偏补偿G52---锥度左偏补偿G50---取消锥度补偿
图6线切割零件图
如图6所示线切割零件编程G代码如下(程序中使用的的单位是微米):
G90使用绝对坐标指令
G92x-1000y-150使用边定位功能确定A点为坐标原点,加工起始点为O点
G41d100在从O直线插补切割加工到A点前,电极丝向左偏移0.1mm(钼丝半径值0.09mm+放电间隙0.01mm)
G01x0y0从O点直线插补切割加工到A点
G01x0y4000从A点直线插补切割加工到B点
G01x3000y4000从B点直线插补切割加工到C点
G02x8000y4000i2500j0从C点顺时针插补切割加工到D点。
圆心坐标相对于圆弧起始点C在X方向相对距离2.5mm,Y方向相对距离0。
G01x11000y4000从D点直线插补切割加工到E点
G01x8000y0从E点直线插补切割加工到F点
G01x0y0从F点直线插补切割加工到A点
G40取消偏移量
G01x-1000y-1500直线插补切割加工返回到起始加工O点
M02程序运行结束
线切割计算机自动编程一般使用CAXA线切割V2版软件,该软件基于Windows平台,使用方便、操作简单,可绘制各种复杂的图形,生成线切割加工代码。
①进入绘图界面
在装有CAXA-V2线切割软件的计算机桌面上点击图标,进入该软件的绘图界面。
②绘制零件图
在软件的绘图区域中绘制线切割加工零件图
③生成加工轨迹
利用“轨迹生成”指令,生成线切割加工零件的加工轨迹,同时确定穿丝点位置和补偿量。
④生成G代码
点击“代码生成”指令,选择“G代码生成”后,再选中线切割加工零件的加工轨迹,该轨迹图线将由绿色变为红色,最后点击鼠标右键,弹出记事本对话框显示相应的G代码加工程序。
4.线切割加工工艺
电火花线切割加工已广泛应用于工业生产和教学科研工作当中。
主要用来加工使用传统切削刀具难以加工的硬脆材料(如硬质合金和淬火钢)和部分微细异型孔、窄缝、外形轮廓复杂的凸轮等零件。
它的主要加工对象是各类冲模、挤压模冲头/凹模的高精度加工和大量塑料模的电极/型芯加工。
在新产品开发试制过程中也广泛使用线切割直接切割加工出零件。
(1)、偏移量的确定
线切割机加工时是按照电极丝对称中心点进行零件轮廓编程的。
在实际加工中,由于所采用的电极丝有一定的直径,被加工材料与电极丝之间有放电间隙。
因此,要加工出零件的轮廓,电极丝的中心切割轨迹应有一定的偏移,俗称刀补。
偏移的方向原则:
加工外轮廓向外偏移,加工内轮廓向内偏移。
偏移量=电极丝的半径+单边放电间隙(如图7)。
图7轨迹偏移方向
(2)、切入、切出点的确定
由于被加工工件切入、切出点重合部位很容易出现电极丝接痕,所以在编制程序时应采取正确的方法减少切割接痕,同时也要选取合适的切入、切出点位置以方便后期处理。
、工件的切入点应该尽量选择钳工容易修复的突出点位置,方便钳工后期去除接痕、抛光处理。
、对于冲头类零件,应该尽量把接痕放在平面上,以方便坐标磨削去除接痕。
工件的切入点应该尽量选择距离电极穿丝点比较近的位置,尽量缩短切入线距离,切入线长度一般选3mm~5mm,以便节省加工时间。
切入点的选取还与工件的装夹有关,为防止工件变形因起误差,切入点应尽量靠近工件的装夹位置,在切割路径选择过程中先切割加工余量小的位置(如图8),最后切割工件的装夹位置。
图8切割路径的选择


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 大连理工大学 工程 训练 中心 实习 讲义
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #全自动电容电感测试仪.docx
#全自动电容电感测试仪.docx
-
《 运筹学 》课程教学大纲共12页.docx
-
《边城》论文.docx
-
《光曲》时教学设计.docx
-
《环境生物学孔繁翔》课后习题答案.docx
-
《建筑施工技术》复习题集与答案知识分享.docx
-
《理论力学B》课程教学大纲.docx
-
《农村社会基层治理危机的预防与对策基于广西的实证分析》申报书第十二届挑战杯.docx
-
《信息诚信校园》.docx
-
《中小学教室照明设计规范》之欧阳数创编.docx
-
《从愚昧到科学科学技术简史》.docx
-
1监理基本工作.docx
-
03岁早教亲子活动.docx
-
05秋第三次作业第678章.docx
-
《安全生产培训管理办法》国家安监总局令第44号施行.docx
-
《护理学基础》复习题.docx
-
《煤矿安全规程》安全考试复习题.docx
-
《嵌入式操作系统》实验报告.docx
-
《生产过程危险和有害》 T.docx
-
《危机传播管理》完整笔记胡百精.docx
-
《24噪音管理控制程序》.docx
-
《不倒翁》教案最新.docx
-
《大学生恋爱与性健康》期末考试满分.docx
-
《轨道工程》课程设计任务书.docx
-
《小学数学探究性学习的研究》数学课题申报表.docx
-
《会计电算化》培训班讲义第三节.docx
-
1 实习基本情况概述.docx
-
《亮剑》观后感15篇.docx
-
《保险学概论》网考题库判断题.docx
-
《叛逆不是孩子的错》读后感心得体会.docx
-
《枫树上的喜鹊》优秀教案13.docx
-
《管理信息系统》模拟试题及练习题含答案.docx
-
abaqus压杆屈曲分析讲课教案.docx
-
19989一级笔试试题DOS.docx
-
《诗经》读后感300字.docx
-
ABB机器人系统和出错信息.docx
-
《逃家小兔》优秀教学设计.docx
-
AIX系统cpu内存网卡硬盘HBA卡等硬件信息查看.docx
-
《文化生活》主干知识.docx
-
《逃亡》来看看新概念作文一等奖获得者的神作它会给你很大的震惊.docx
-
A块工程防渗漏技术方案.docx
-
《系统辨识实验》实验指导书.docx
-
12车间计件工资制度方案最新精选.docx
-
B超心电图制度精编版.docx
-
20xx年监理机构年度工作总结.docx
-
Cad实习报告总结3000字.docx
-
24投标产品价格明细表.docx
-
《赵州桥》课堂教学实录 赵州桥课堂实录.docx
-
CP003低压铸造作业工艺标准书.docx
-
《财务管理》王玉春课后计算题答案.docx
-
50套每年废钻井泥浆无害化环保处理装置生产加工项目可行性研究报告.docx
