 镍合金焊接 文档Word文档格式.docx
镍合金焊接 文档Word文档格式.docx
- 文档编号:20886191
- 上传时间:2023-01-26
- 格式:DOCX
- 页数:18
- 大小:663.69KB
镍合金焊接 文档Word文档格式.docx
《镍合金焊接 文档Word文档格式.docx》由会员分享,可在线阅读,更多相关《镍合金焊接 文档Word文档格式.docx(18页珍藏版)》请在冰豆网上搜索。
-材料本身的物理性能,如膨胀系数和热传导率等。
总之,正确选用合适的材料和焊材是一个需要综合各种不利因素以及所有工艺条件才可以进行全面考虑和选择的大课题,所以切莫等闲视之。
如有兴趣可参阅本司中英文网站:
www.smc-
及,
②镍合金材料的又一个重要应用领域是耐高温;
如为了适应在航空,航天器发动机内极高温及抗蠕变的要求,本公司专门全球各大航空发动机制造商设计了像INCONEL®
FM617,INCONEL®
FM718,NC-80/20FM,NiMONiCFM263,及NiMONiCFMPK63等镍铁铬,镍铬铁或镍铬钴钼材料。
另外本司也生产一类热膨胀系数极低的镍铁类,称为NILO®
CF36及NILO®
CF42的特种焊材,专门用于航空或航天器中一些即使在极其高温度下仍保持尺寸不变的精密模具的焊接。
③镍合金材料近来在核电工业领域中的应用也日益广泛,如本公司最新投放市场的INCONEL®
FM52M和INCONEL®
WE152M,这二种镍铬铁材料除了解决了在核反应堆中纯水循环系统中焊缝的晶间应力腐蚀开裂(IGSCC)外,还解决了多年无法解决的冷开裂问题,即DDP,或称为塑性下跌开裂的难题。
为核电工业的安全运行做出了贡献。
④镍合金焊材目前也开始进入一些新兴的工业领域,如在汽车工业中的一些全新的应用;
这里介绍一种可以高效低成本制造汽车废气处理装置的应用。
目前在使用低硫燃料的汽车上都装有用来处理废气的催化转换装置。
这种装置经常会因为环境温度较低,或汽车刚刚发动时热量不足而处于不工作状态。
所以专家们面临的一个课题是尽量使催化器的位置靠近汽车排气系统,以排放废气所带来的热量来使催化器尽快进入运行状态。
其中一个最有创意的设计就是把不锈钢制造的催化器直接焊在铸铁的排气管上!
为了将400系列的不锈钢和硅钼铸铁相焊接,本公司专门研发了一种镍铁铬铌的焊接材料—NI-ROD®
44HT填充金属来实现这种应用。
这种新技术已经在实现汽车的低废气排放、静音及低成本高效制作方面发挥了功效。
考虑到我国汽车的年产量即将达到400万辆,可以想象这一技术的推广可以产生何等巨大的经济效益(见图2)。
结语:
我国工业界只是在近几年才开始对镍合金材料焊接发展趋势引起了重视,但是已经品尝到了一些不良后果(如在我国的数年前投产,装置在东海和南海油田的某些设备,由于当初没有在设备的防腐蚀性能上采取足够的措施,目前这些设备正遭受海水中CO2和H2S的腐蚀等)……
图2焊接机械手在汽车排气系统上进行多焊道焊接,然后变位器把工具旋转45°
使机械手可以进行另外二道的焊接
我们十分希望通过贵刊MM论坛的窗口和各地用户一起探讨和这一技术相关的各种问题,并准备以我们公司在这一领域积累了近百年的经验向你们提供必要的资讯和帮助,谢谢!
SMC国际超合金集团焊接产品公司
镍合金焊接及焊材初探
这是由于冶金技术飞速发展,加快了各类更纯净元素的出现和应用,同时镍基材料的品种和品质的更是不断更新,使镍合金焊接完全突破了传统上“低热量输入”的禁区;
在国外采用Mig或Tig工艺的焊接机械手,可以7-9公斤/小时的熔敷率,以超过1米/分的速度完成各种复杂的焊接任务。
以下简单介绍镍合金焊材在众多工业领域中的应用:
1.
石油、天然气和海洋石油业方面的应用
随着全世界能源、以及合成石油产品方面需求的不断扩大,因此对原油的需求也日益增加。
但是原油本身含有众多的污染物质,勘探原油的设备需要在十分恶劣和污染的环境下长年累月的工作,并且不可能经常性地进行维护及更换。
以酸性原油为例,在高温高压下它们经常含有硫化氟、硫、二氧化碳和亚氯化盐等。
目前的对策是使用更多的耐腐蚀合金(通常是镍-铬-钼合金)来制作相关设备。
但由于这些材料的价格都相当昂贵,我们可以采用堆焊来降低成本。
例如可以利用铁基材料(如AISI4340)强度大的特点来制作结构件,再用镍-铬-钼合金制作的堆焊层来提高抗腐蚀能力。
可以供该领域客户选用的此类焊材有:
NiCrMo-3(商品号INCONEL®
625),NiCrMo-4(INCO-WELD®
C-276),NiCrMo-10(INCONEL®
622)以及迄今为止耐蚀能力最强的NiCrMo-14(INCO-WELD®
686CPT)。
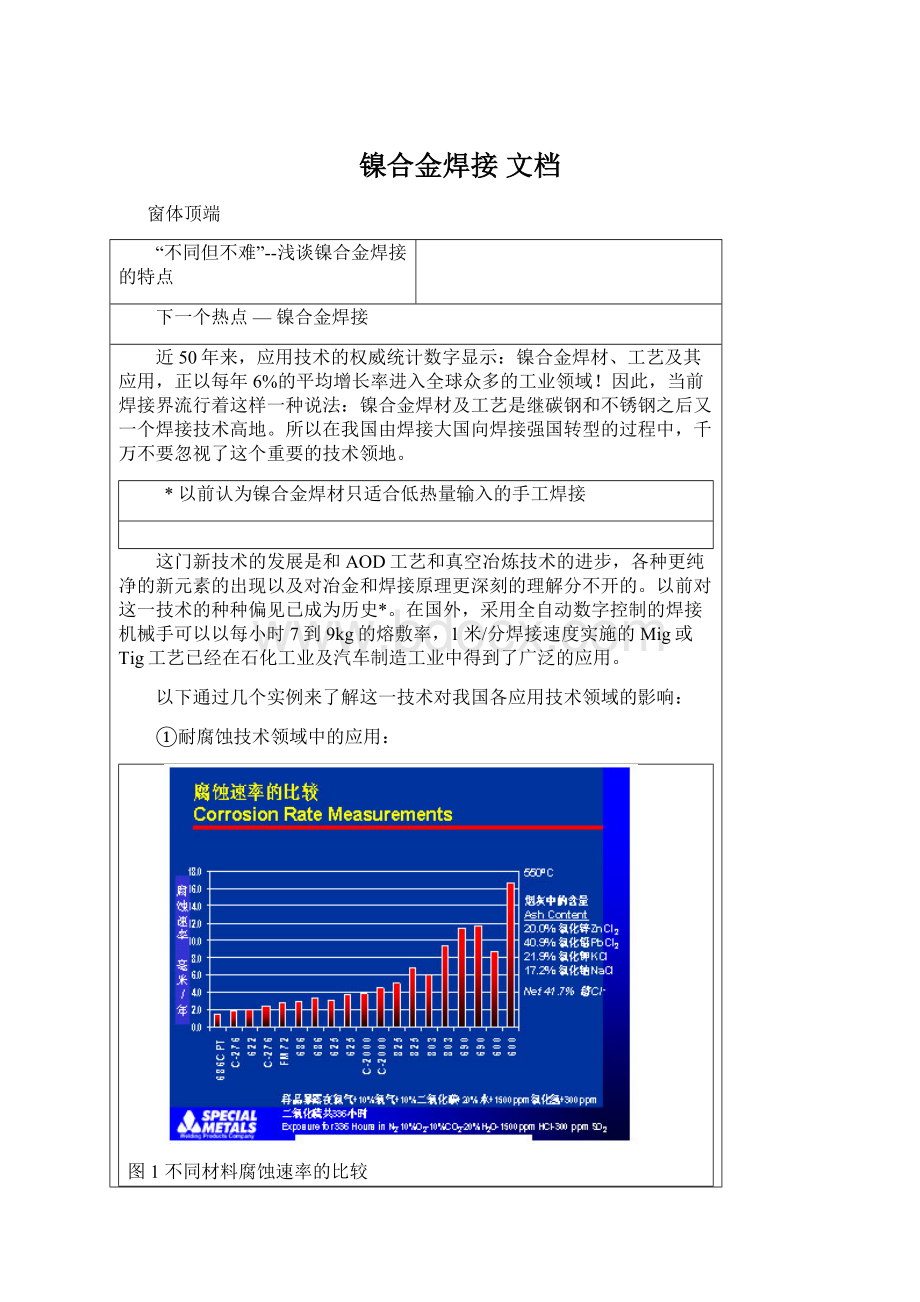
图1所示是一种潜水球阀的剖截面。
用INCONEL®
625堆焊,可以防止H2S所造成的应力腐蚀开裂。
所谓的”内腔堆焊”(BoreClad,或简称BC)是指对阀门,接口件或任何与原油接触部件的内表面进行堆焊工艺。
内腔堆焊的焊丝都是经过特别设计的;
它们有很好的抗张强度,同时在拉丝时本公司采用特殊工艺来改进从送丝机构到引弧点之间的送丝效果,以保证这种焊丝在任何一种焊接工艺中都可以达到稳定高效的焊接结果。
图1用镍基材料INCONELFM®
625对深海潜水泵球阀的内表面进行堆焊以防止腐蚀
以上介绍的用镍合金堆焊层防止腐蚀的做法在石化以及传统化工领域中已有日益广泛的应用。
2.
火力发电厂的烟气脱硫系统(即FGD系统)
随着我国经济的高速发展,及对环境保护的日益重视,国家电力部门已对各火电厂污染性烟气排放制订了越来越严格的环保标准。
而烟气中主要污染源是SO2,要除去SO2通常要通过一个称为烟气脱硫的系统(FlueGasDesulfurizer,简称FGD系统)。
图2
FGD系统冲洗装置内景(加拿大安大略水电站)
在FGD系统中由于不断使用石灰水冲洗会产生的腐蚀效应以外,此外整个系统在长期使用期间会产生许多附着在金属表面的沉积物。
并因此产生小孔和缝隙腐蚀的,所以我们必须为FGD系统选择一种和基材(basemetal)之间存在一种“超级亲和关系”并具有良好防腐性能的焊材。
这里有二个基本理由;
①第一个理由:
由于整个焊接区域的微观结构,十分类似于铸件,是一种分枝状晶体。
它的化学微观偏析和它的分枝状晶体结构是成比例的,同时它的微观偏析以又和该区域内的小孔和缝隙腐蚀密切有关,因此我们在为FGD系统选择焊材时必需包含抗腐蚀性能好的元素,如铬、钼、钨等。
②第二个理由:
我们用合金和钢基复合板制造容器时,使用具有“超级亲和作用”的焊材就更为重要,这是因为复合板材钢基材料一定会稀释(dilute)焊层中抗腐蚀作用强的元素。
由于以上这个原因我们经常会采用本公司的INCO-WELD®
686CPT(NiCrMo-14)来代替有C-276来焊接带C-276堆焊层的钢板。
同时在制作这类FGD系统时通常会采用高效率焊接工艺并要求进行全位置焊接,这样做的结果使焊接后稀释的情形很小(稀释率—dilution很小)防腐效果很好。
这里介绍的防腐蚀机制在一些大型的垃圾焚烧系统中同样适用。
3.
核能发电设备
核能发电的心脏部位是蒸汽发生器及反应堆。
蒸汽发生器是一座巨型有上千支U型管的管板热交换器。
所有这些热交换管全部平行地插入一片巨大的管板上,其直径为4,500mm,厚度达到500mm。
而所有这些管和板的接缝处都要求致密的焊接在一起。
用来焊接这些接缝口的焊材是含30%铬的合金(NiCrFe-7商品号INCONEL®
52)。
采用这种材料主要为了防止在纯水的环境下所产生的晶间应力腐蚀开裂(IGSCC)。
我们通常用高熔敷效率的Mig焊来做这些管板的堆焊。
有时也可以用30mm宽的焊带,并采用埋弧焊工艺来进行堆焊,这两种堆焊都可以达到6-12公斤/小时的熔敷效率,在一些不易实现自动化的操作的场合(如核电站现场的维修保养),则可以采用含30%铬涂层的INCONEL®
152焊条来完成此类工作。
4.
汽车工业
图3焊接机械手在汽车排气系统上进行多焊道焊接,然后变位器把工具旋转45°
镍合金焊材目前也开始进入一些新兴的工业领域,如在汽车工业中的一些全新的应用;
所以专家们面临的一个课题是尽量使催化器的位置靠近汽车排气系统,以排放废气所附带产生的热量来使催化器尽快进入运行状态。
为了将400系列的不锈钢和硅钼铸铁相焊接,本公司专门研发了一种镍铁铬铌的焊接材料—NI-ROD®
考虑到我国汽车的年产量即将达到400万辆,可以想象这一技术的推广可以产生何等巨大的经济效益(见图3)。
5.
其他应用
镍合金材料的又一个重要应用领域是耐高温;
SMC公司所产生的各种焊材还广泛地在陆基、船基燃气轮机,各种高温发动机,高温高压化工容器以及一些高精度武备系统中。
这里只是简要的提高镍合金焊接在部分工业领域中的一些应用,而我国工业界只是仅仅在近年才开始对镍合金材料焊接发展趋势引起了重视,我们十分希望通过这一篇短文和各地用户一起探讨和这一技术相关的各种问题,并准备以本公司在这一领域积累了近百年的经验向你们提供必要的资讯和帮助。
所谓镍合金材料是指合金中镍的含量超过30%以上的材料,这一类材料通常是用在要求具有较高机械强度,或需要对高温或强腐蚀环境具有较强抗力的工程项目中。
目前已为国人所熟悉的这一类材料有Monel(镍铜合金)Inconel(镍铬合金)和INCOLOY(镍铁铬合金),而这些材料又往往需要在众多的工程项目中被焊接起来。
尽管目前在国内碳钢和不锈钢焊接已经被广泛的应用,但是不少这二个领域中的焊接好手,对镍合金的焊接还是感到陌生,这篇短文试图以碳钢焊接作为基础来比较这二种方法之间的联系和差异:
“不同但不难”
高镍合金的焊接和碳钢的焊接是不同的二种焊接方法,但绝不像有某些误导,把镍合金焊接描绘得高不可攀,并且只要遵行以下四个要素则镍合金焊绝对不是一种困难的焊接方法:
一、被焊接材料表面的高度清洁:
在焊接区表面的清洁工作要做的十分彻底,其主要作用是防止表面的氧化和避免脆化的元素混杂其中。
①防止表面氧化
铁的氧化物的熔点和一般铁本身的熔点十分接近,如
铁的熔点
1537℃
氧化亚铁(FeO)的熔点
1420℃(低于铁熔点)
氧化铁(Fe2O3)的熔点
1565℃(和铁熔点基本一致)
但是镍和镍的氧化物的熔点就相差十分悬殊,如
镍的熔点
1446℃
氧化镍(NiO)
2090℃(比镍的熔点高约45%)
由于镍的氧化物的熔点差不多比镍本身的熔点高了45%——就是说当镍熔化的时候,氧化镍还远远没有达到它的熔点。
所以,在表面清洁的时候没有彻底清除被氧化的镍,则这些掺杂在熔池中的氧化镍就会形成挟渣(图一)
去除氧化物最彻底的方法是打磨,亦可以在表面作喷砂或喷丸的处理,或者进行酸洗。
注意用钢丝刷只能权充初期的清洁处理,更彻底的表面处理只能使用上面提到的三种方法。
②在做Mig焊和Tig的焊的时候还要注意以下这些防止氧化的措施:
–
在做Mig焊时允许使用滞后的保护气流,(即断弧后需要继续输入保护气流,并保持一段时间)。
在重新起弧前剪去焊丝的末端以免将残留在末端上的氧化物再带入熔池。
在使用Tig焊的时可采用双倍风冷或者带水冷却的焊枪以降低焊枪的温度。
还要采用气聚焦装置和较大的气罩以便把熔池最大限度的屏蔽在保护气流之中;
并要始终把焊丝的热端留在熔池中。
③防止会引起脆化的元素进入熔池:
会引起脆化的元素为硫(S)铅(Pb)磷(P)和锌(Zn)
这些元素可能会出现在:
*油漆和标记色中
*测温计的探头上
*机械加工时所残留的油脂中
*空气压缩机或者其他机械产生的油烟
*车间里漂浮的粉尘
*铅质或铜质槌子敲打母材时所残留在表面的细微颗粒
(图二所示为由于硫的脆化作用在管子环缝焊二侧所产生的裂缝)
二、第二个和碳钢不同的特点是镍合金焊材所形成的熔池十分粘稠:
熟悉碳钢或不锈钢焊接的焊工在发现这种情形时的第一反应是去增加电流……这样做的直接后果是会形成熔池的温度过高,其后果会使未来的焊缝中出现气孔,同时过热的温度会使焊材中一些进行补偿性元素和配方意外的被蒸发或气化,造成焊缝出现的缺陷。
(见图三)
(图三)
采用的手工电弧焊时,我们的建议是采用轻微的摆动焊把来搅动熔池,但是搅动的幅度不要超过焊条直径的3倍。
另外需要留意焊把在焊缝坡口处的短暂停留,以防焊道被”咬边”(图四)或出现焊渣被掺杂的情况(图五)。
(图四)
(图五)
三、第三个和碳钢或不锈钢焊接不同的地方是镍合金焊材只能形成浅熔深,这些熔融的镍合金材料在熔池表面向四周辐射的特性称为“马拉贡尼效应”。
(图六)
我们必须接受浅熔深的这样一个事实,所以焊工不要在焊接过程中采用任何校正方法来改变这种浅熔深。
唯一可行的方法是修改传统的坡口形式:
*增大坡口角度:
从常规的45°
左右增大到80°
—90°
*底部开口距离大约在2.5mm-3.5mm
*留根的高度大约是0.5mm-1.5mm(图七)
(图七)
四、第四个和碳钢和不锈钢焊接通常形成凹型焊道不同,镍合金焊接的焊道一定要做成凸型焊道(图八)。
镍合金焊接出现开裂的绝大部分案例,是由于焊道的形状做成凹型。
(图八)
五、其他一些和碳钢和不锈钢不同之处如下:
镍合金焊接的过程中温度控制不是关键
镍合金焊接本身不需要预热
镍合金焊接在焊后不需要应力释放
镍合金焊接的冷却温度不是关键
但如果对一些需要有硬化要求的合金(precipitationhardenedalloy)由于情况比较复杂不能一概而论,具体情况可以和我们的技术人员再进一步商讨
小结:
归结前面所讨论的内容,最重要的是把握好镍合金焊接的四大特点:
1)
保持表面清洁
2)
采用摆动技巧
3)
接受浅熔深
4)
焊道必须做成凸型
因此,镍合金焊接的碳钢或不锈钢焊接是不同的,但是只要把握其特点,这种焊接也是不难的。
祝你们成功!
Zà
ijiārù
Jiǎnjiè
..................0.1
Yībānzhù
yì
shì
xià
ng...........2
Ānquá
n........................2
Biǎomià
nchǔlǐ............0.3
Liá
nhé
shè
jì
..................0.3
Pí
ngbì
jīnshǔhú
hà
n......0.6
Qì
tǐbǎohù
wūjí
dià
nhú
n.......0.7
tǐjīnshǔhú
n..........0.8
Yà
oxīnhà
nsīdià
n........0.11
Má
ihú
n........0.12
Děnglí
zǐhú
njiē...........0.15
Dié
jiā...................0.16
Hà
njiēniè
hé
jīn
Fù
hé
gāngbǎn...............0.24
njiēyějīn
Yǔshè
..................0.25
njiēchǎnpǐndexuǎnzé
.......0.29
Nà
ifǔshí
xì
ngné
ng...........0.29
njiēché
ndià
n-
Yì
nghuà
jīn.............0.29
Zhì
zà
oniè
Zǔjià
n
Gāowēnfú
wù
......0.32
Cè
shì
jiǎnyà
n.........0.33
Qiānhà
..................0.35
Yí
nqiānhà
n................0.37
Tó
ngqiānhà
n...............0.39
Niè
qiānhà
n................0.40
Qí
tāqiānhà
nhé
jīn...........0.42
Jiǎnchá
deBrazements.......0.43
njiē
..................0.44
.................0.45
Rè
Qiēgē
..................0.46
qiēgē............0.46
Fěnqiēgē...............0.47
Kōngqì
tà
nhú
qiēgē.........0.47
Wūjí
qì
tǐdià
qiēgē
字典
窗体底端
►
点击可显示其他翻译
按住Shift键的同时拖动短语即可重新排序。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 镍合金焊接 文档 镍合金 焊接
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
租赁合同范本简单版下载Word下载.docx
-
神经网络在数学建模竞赛中的应用_精品文档Word下载.doc
-
新企业会计准则下现金流量表的编制方法完整版文档格式.docx
-
护理应急演练脚本参考版文档格式.docx
-
版尔雅通识课从愚昧到科学期末考试答案Word文档下载推荐.docx
-
烟台市中考数学试题含答案Word文件下载.docx
-
空调水系统管道配件及阀门技术要求Word文档格式.docx
-
药房安全生产培训心得体会Word格式文档下载.docx
-
地产股权投资基金可行性分析报告Word文档格式.docx
-
作物栽培学综合复习资料Word文档下载推荐.docx
-
最新私立幼儿园筹建项目开办商业计划书 幼儿园筹办策划书Word文档格式.docx
-
翻译习题及部分答案Word文件下载.docx
 二年级--看图写话指导PPT文档格式.ppt
二年级--看图写话指导PPT文档格式.ppt
-
急诊科护理操作常规科室上报修订版Word文档下载推荐.docx
-
二八定律与四象限法则PPT文档格式.pptx
-
全新版大学英语综合教程第二版1课后题问题详解全集可打印Word格式.docx
-
离子反应经典习题及答案精品免费_精品文档Word格式.doc
-
溢洪道工程施工方案Word格式.docx
-
二元光学元件的设计与应用PPT资料.ppt
