 服装针织工艺流程Word下载.docx
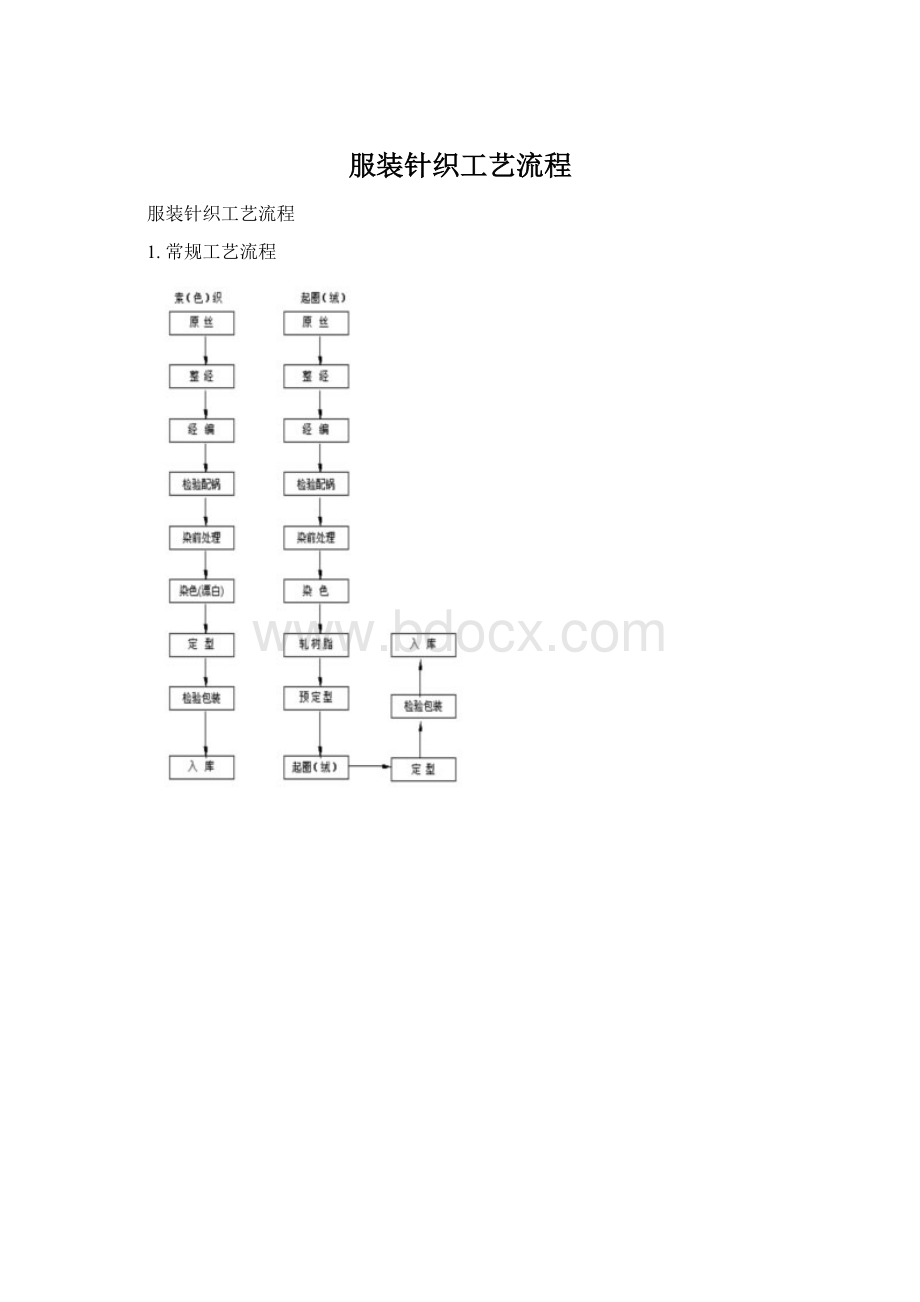
服装针织工艺流程Word下载.docx
- 文档编号:20591202
- 上传时间:2023-01-24
- 格式:DOCX
- 页数:25
- 大小:1.88MB
服装针织工艺流程Word下载.docx
《服装针织工艺流程Word下载.docx》由会员分享,可在线阅读,更多相关《服装针织工艺流程Word下载.docx(25页珍藏版)》请在冰豆网上搜索。
纵密即每厘米长度中线圈横列数,一般用cpc表示。
横密即每英寸长度中线圈纵行数,一般用wpi表示。
根据织物在不同状态又分为机上密度、坯布密度和成品密度。
经编针织物的特点
针织物是由线圈相互串套连结而成的,根据编织方法不同可以分为纬编织物和经编织物两大类。
纬编针织物,如通常的运动衣、内衣、袜子及手织的毛衣等织物,都是以纬纱顺次横向编织形成线圈的。
而经编是所有织针同时垫纱成圈。
经编针织物与纬编织物相比,一般延伸性比较小。
大多数纬编织物横向具有显著的延伸性。
经编织物的延伸性与梳栉数及组织有关。
有的经编织物横向和纵向均有延伸性,但有的的织物则尺寸稳定性很好。
经编针织物可以利用不同的组织,减少象纬编针织物的那种因断纱、破洞而引起的线圈脱散疵点。
另外,经编针织物由于能使用不同粗细的纱线,进行不同的衬纬编织,能形成不同形式的网眼组织以及花纹变换简单等等,所以几乎所有的织物组织都能编织出来。
但是在另一方面,经编要得到象某些纬编织物那样的成形产品比较困难,一般它必须经过裁剪、缝纫等辅助工序,并且为了顺利编织,还要进行整经。
线圈结构图(Loopstructure)
线圈结构图是把经编织物结构放大以后描绘下来,根据线圈形态又可分为实际形态和理论形态两种。
线圈结构图形象直观,能清楚看出线圈结构,并能分析导纱针的运动情况。
但是线圈结构图的描绘相当费时,对于多梳织物和双针床织物,几乎不可能,有一定的局限性。
(image 垫纱imagepingdiagram)
垫纱运动图是用从下到上的点行表示针依次形成的线圈,用横向的点列表示依次排列在针床上的针,如图2所示。
规定点上方表示针钩前(机后),点下方表示针背后(机前)。
用连续的线段表示导纱针在针前和针背的移动情况,如上图所示,由此可直观的表示经编组织。
图示为五列经缎组织的垫纱图。
在图上通常用“|”表示穿纱,“·
”表示空穿。
不同原料、颜色、粗细的纱线,可以用各种符号或字母来表示。
多梳经编织物一般在专用纸(例如方格、六角网眼)上画垫纱图。
在多梳情况下,一般经编组织由许多梳栉形成,因此需要画出这些梳栉的垫纱图,并需画出各梳栉的穿纱和对应情况。
由于梳栉较多,一般另外画出穿经图。
意匠图
贾卡经编组织一般在方格纸上用彩色笔进行描绘,见上图,在格子纵向上一个小格的高度一般表示两个线圈横列,一个小格的宽度表示针距,而且不同的颜色表示不同的组织。
我们把这种彩色图称为意匠图。
数码法
以数字0、1、2、3……(一般特里科经编机和高速拉舍尔经编机上使用)或0、2、4、6……(一般在多梳拉舍尔经编机用)顺序标注针间间隙见下图,数字顺序以梳栉横移机构在经编机上。
由下向上按顺序记下各横列导纱针在针钩前的垫纱情况。
图中的组织可表示为:
GB1:
5-6/5-4/4-3/3-2/2-1/1-0/1-2/2-3/3-4/4-5//
GB2:
1-0/1-2/2-3/3-4/4-5/5-6/5-4/4-3/3-2/2-1//
其中 “/”表示横列与横列之间的隔离符号,“//” 表示花纹循环结束符号。
现在高速拉舍尔经编机和EL控制的梳栉横移的经编机都已采用特里科编号方法。
目前仅有多梳经编机还采用偶数编号。
另外,关于导纱梳栉编号,从2001年1月开始实行新的导纱梳栉标注方法。
特里科经编机原来是从后向前编号,新的标注法里规定特里科经编机导纱梳栉的编号也是从前到后,这样与拉舍尔经编机一样。
地梳、花梳、贾卡梳和衬经梳用不同的字母来表示,另外,新的方法对所有经编机,包括缝编机、钩编机和管编机都适用。
穿经图s
穿经图表示各把梳栉穿纱以及对纱情况。
如上图所示,上述穿经图用文字表述如下:
满穿
1穿,1空,3穿,3空
注意卡尔迈耶公司的经编机,横移机构一般都是放在右侧。
因为“零位”在右面,因此穿经应该从右到左。
假如梳栉使用原料如下:
A:
dtex50f20 涤纶变形丝,半消光
B:
dtex76f24 涤纶长丝,半消光
则穿经用文字可表示为:
满穿A
1B,1* ,3B,3*
符号“*”表示空穿。
现在一般把GB1和GB2两把梳栉穿纱的对应情况称为对纱,这一对纱情况是针对某一特定横列(现在GB1为满穿,所以对纱情况的变化还不致影响花纹),显然,在个别的横列中,由于梳栉的相对移动,对纱可能发生变化。
经编机的种类虽然很多,但是它们通常由主要机构和辅助机构组成。
1.主要机构
(1)成圈机构 将经纱形成相互穿套的线圈而构成经编针织物的机构。
主要的成圈机件有织针、沉降片及导纱针等。
它们从主轴经各自的机构传动,互相配合作成圈运动。
(2)送经机构 将经轴上的纱线供给成圈机构进行编织。
送经机构通常有两大类:
一类是以机械和电气传动装置主动输送经纱的积极式送经机构;
另一类是靠编织中产生的经纱张力拉动经轴退绕的消极式送经机构。
(3)梳栉横移机构控制固装着导纱针的梳栉,按花纹要求的规律作针前和针后横向垫纱的机构。
由于各种经编机所需的起花特性和能力不同,梳栉横移机构有多种类型。
(4)牵拉卷取机构 以一定的张力和速度,将织物自成圈区域引出并卷成布卷的机构。
(5)传动机构 以主轴为主体,通过凸轮、偏心连杆、蜗杆蜗轮、齿轮等各种传动机件,使机器上的各部分机件互相协调地进行工作的机构。
2.辅助机构
(1)扩展产品花色品种的机构 匹艾州(Piezo)贾卡机构、毛圈机构、压纱板、花压板、间隙送经和多速送经机构。
(2)使机器便于调整和看管的机构:
为调整机器方便保证机器慢速转动的慢速传动装置;
经纱张力过大,纱线断头或坯布上出现疵点,布卷达到规定需要时使机器停下的自停装置,以及检查机器转速和产量的仪表等。
经编机的机号以针床单位长度上的针数来表示。
E(机号)=L(单位长度,英制为25.4mm)/T(针距,单位为mm)
经编机机号的定义与纬编机相同,只是在长度单位选用上有所不同。
对于不同的经编机上,针床上规定长度有以下几种:
(1)1英寸:
现代经编机普遍使用的一种方法,例E28,即28针/英寸。
(2)30毫米:
国产Z303型采用30mm,例32针/30mm,24针/30mm。
(3)1德寸(德制,23.6毫米):
早先旧机器使用,现在不再使用。
(4)25mm:
缝编机上使用,一般用F表示,例12F,即12针/25mm。
(5)管编机一般用管距表示,例3,5,7,10mm。
(6)在拉舍尔经编机上,早先用2英寸的针数来表示机号,即50.8mm针床内的针数作为机号用ER来表示,例ER32。
现在开始使用1英寸的针数来表示。
例如机号为24,则写成E24。
多梳经编机的机号一般采用E14,E18,E24三种。
只有MRE32/24SU的机号为E28。
贾卡经编机的机号有时表示为E6/12,E7/14,E9/18和E12/24。
这表示地梳满机号配置,而贾卡梳栉半机号配置。
另外,在RJWB系列中机号表示为E24/12,这表示地梳满机号配置,而贾卡梳栉半机号配置。
另外,机号与其产品用途有关,一般E14和E18用来生产窗帘和台布,E18和E24用来生产花边和网眼服装。
机号与机器的工作幅宽有关,工作幅宽愈宽,机号愈低。
加工的纱线细度
一定的机号的经编机可加工纱线的细度决定于针和沉降片(或脱圈梳)间的容纱间隙,以及针钩的容纱量和承受能力,另外,还与纱线的膨松度和毛羽程度有关。
在许多情况下要经实际试验后决定。
针与沉降片间的容纱间隙Δ(mm)可按下式计算。
Δ=[T-(ab)]/2
式中:
a―织针厚度(mm);
b―沉降片厚度(mm);
T―针距(mm)。
所用纱线最大直径d(mm)应该小于Δ。
根据生产实践,不同机号的特里科使用的最粗纱线如表所示:
对于不同机号的拉舍尔经编机的最粗纱线支数如表所示:
表中的纱支数是垫到织针上的各根纱线支数的总和。
应注意以下几点:
(1) 拉舍尔编织机件可允许稍粗的纱支编织。
(2) 两表中的所有数据是对涤纶长丝而言的。
代表能使用的最粗纱线。
而对于加工丝、变形纱或任何其它膨化的纱线、支数必须减细些。
(3) 用作衬纬或压纱组织的纱线可比编织纱线粗得多。
对于衬纬纱可用到表中粗细的6倍那样粗。
(4) 多头衬纬纱不受编织机件的限制,可用到极粗纱线。
(5) 表中数据仅供参考。
其它的纱线参数(柔软性、润滑等)和编织条件(张力、送经量等)会使可用支数的范围改变。
经编原料的种类
经编生产用的原料以化纤长丝为主,其中涤纶丝、涤纶低弹丝、锦纶丝应用最为广泛。
锦纶高弹丝、丙纶丝、氨纶、PBT、蚕丝及各类粘胶丝亦较多得到应用。
各类短纤维纱线,如棉、毛、麻、锦纶、绢丝及各类混纺纱亦开始用于经编机的生产。
因此可以说几乎任何纱线均可用于经编生产,只要选用合适的机型和机号,并对纱线进行适当的前处理即可。
真丝针织内衣:
2.年产15万打真丝针织内衣织造与染整专业设备配台表
针织物与梳织物有很大区别,针织物具有一定的特性,其主要物理机械性指标有多种,通过其物理机械性之特点,及测量数据便可成为针织物之基本指标。
[一]密度(STITCH
DENSITY):
织物的密度对外观影响很大,密度是表示针织物在一定纱线细度条件下的疏密程度,通常用规定长度的线圈数来表示,有横向密度和纵向密度两种:
(1)横向密度(COURSEWISE
简称横密,是指沿线圈横列方向规定长度(50mm)内的线圈数目。
PA=50/A
PA─横向密度 A─圈距 50─规定长度(mm)
(2)纵向密度(WALEWISE
简称纵密,是指沿线圈纵行方向规定长度(50mm)内的线圈数目。
PB=50/B
PB─纵向密度 B─圈高 50─规定长度(mm)
总密度:
针织物在规定单位面积内的线圈数。
密度对比系数:
针织物横向密度对纵向密度的比值。
针织物的密度是目前考核针织物之物理性能的一个重要指标。
[二]线圈长度(LOOP
LENGTH):
针织物的线圈长度,是指每一个线圈的纱线长度,由线圈的圈干及其延展线段所组成。
一般以毫米(mm)为单位,线圈长度的近似计算和测量方法有三种:
(1)按线圈在平面上的投影长度进行计算。
(2)把线圈拆散再量度其实际线圈长度。
(3)在针织机编织时,利用仪表实测其线圈长度。
线圈长度与针织物的密度有关,对针织物的机械性能如:
脱散性、延伸性、耐磨性、弹性、强力以及抗起毛球性和勾丝性等,存在很大的影响,是评定针织物的一项重要物理指标。
[三]未充满系数(LINEAR
MODULUS
OF
STITCH):
未充满系数又称线圈线性模数,表示针织物在相同密度条件下,纱线细度对疏密程度的影响,反映针织物的紧密程度,线圈长度和纱线直径是分不开的,未充满系数是表示在不同纱线细度情况下,反映针织物的疏密程度的指标。
未充满系数为线圈长度l与纱线直径f之比,用符号8表示:
8=l/f
8─未充满系数 l─线圈长度(mm) f─线圈直径(mm)
未充满系数分为两部份:
(1)面积未充满系数(AREA
亦称线圈面积模数,表示针织物结构疏密程度的工艺参数,是一个线圈在针织物中所占面积与纱线在线圈中所占面积之比值。
(2)体积未充满系数(VOLUME
亦称线圈体积模数,表示针织物结构疏密程度的工艺参数,是一个线圈在针织物中所占体积与纱线在线圈中所占体积之比值。
[五]覆盖系数(COVER
FACTOR):
亦称紧密系数(TIGHTNESS
FACTOR),表示针织物紧密度的工艺参数,为纱线特数(TEX)的平方根与线圈长度之比,即K值。
K值=TEX/线圈长度开方。
线圈长度愈短或纱线直径愈粗,K值就愈大,织物愈密。
[一]单位面积干燥重量(COMMERCIALWEIGHT):
针织物单位面积的干燥重量是考核针织物质量的一项重要指标,用每平方米的干燥针织物的克重表示(g/m2),可利用切重仪,切出规定面积布样,再称出其重量,再以回潮率计算出其单位面积干燥重量。
[二]厚度(THICKNESS):
针织物的厚度取决于其组织结构,线圈长度和纱线细度等因素,一般以厚度方向有几根纱线直径来表示,或以纱线密度来表示,最简单以厚度仪测量织物的厚度数值。
织物厚度尤以双面罗纹类布种,十分重要,对织物外观手感弹性有密切影响。
[三]脱散性(LADDERINGRAVELLING):
针织物的脱散性是指针织物的纱线断裂或线圈与线圈失去串套联系后,互相分离的一种现象。
当纱线断裂后线圈出现两种情况,一种沿纵行从断裂纱线处脱散,有些织物圈干沿逆编方向脱散,有些织物的沉降弧沿顺编方向脱散。
织物的脱散性不单使针织物强力及外观受到影响,针织物的脱散性及其组织结构、纱线摩擦系数、织物的未充满系数和纱线的抗弯刚度等因素有关,线圈长度长,脱散性大,纱线摩擦系数和纱线的抗弯刚度大,则脱散性小。
[四]卷边性(SELVEDGECURLING):
某些组织的针织物在自由状态下,其边缘发生自然包卷的现象,称为卷边,是由于各线圈中弯曲的纱段,具有内应力,力图使纱段伸长的缘故,这是线圈的弹性恢复力作用的综合结果。
卷边性与针织物组织结构、纱线弹性、纱线细度、松度、密度以及纱线长度有关。
单面织物因所有弯曲方向相同,弹性恢复力的方向也相同,形成织物从布边的横列向织物正面包卷,而纵行向反面包卷,罗纹或双面织物,因纵行或横列线圈其相应纱段弯曲方向相反,相反方向的弹性恢复力作用下,织物的卷边性并不明显。
卷边性要以后整浆边等工艺解决,或改变布边组织作改善。
[五]延伸性(EXTENSIBILITY):
针织物的延伸性是指针织物受外力拉伸时的伸长特性,与针织物的组织结构,线圈长度、纱线性质和细度有关,因线圈形状变化与纱线的伸长,令织物变形,对针织物的延伸性可分为单向和双向,单向拉伸时织物沿拉力方向伸展,并且垂直拉力方向收缩。
而双向拉伸时,两组相互垂直拉力,同时在织物上产生作用,作横直两方拉伸,如拉力不停,直至织物变形如同拉伸纱线,最后断裂为止,一般大部份针织物横向延伸性比纵向大,有些织物则横直延伸性接近相同。
[六] 弹性(ELASTICITY):
针织物的弹性是指当引起针织物变形的外力去除后,针织物恢复原状的能力,它取决于针织物的组织结构,纱线的弹性、纱线的摩擦系数的减小而变大,织物弹性在规定范围内随针织物的未充满系数的减小而增加。
[七]断裂强力与断裂伸度(BREAKINGTENACITY &
BREAKINGELONGATION):
针织物在连续增加的负荷作用下,直至断裂时所能承的伸长量,与原来长度之比值,称为针织物的断裂伸长率。
[八]收缩率(SHRINKAGE):
针织物的收缩率是指针织物在一定状态下,如加工或使用过程中,胚布或成的长度和宽度的尺寸变化,相比的变化率,它可由公式求得:
Y=H1-H2/H1X100%
Y─针织物收缩率 H1─针织物在加工或使用前的尺寸 H2─针织物在加工或使用后的尺寸。
针织物的收缩率可有正值和负值,如在横向收缩而纵向增长时,则横向收缩率为正,相反为负。
[九]勾丝和起毛球(SNAGGING &
PILLING):
针织物在使用过程中,如遇到尖硬或粗糙的物体,互相接触时,织物中的纤维或纱线被勾出的一种现象,勾丝情度与织物的结构,疏密度,原料特性,后整理有关。
起毛球则为织物在穿湙及洗涤过程中不断受摩擦,织物表面纤维端被拖出,露于织物的表面而形成起毛,若这些起毛的针织物在以后的使用过程中,不能脱掉,甚至相纠缠在一起,称为起毛球。
起毛球的因素很多,主要为针织物所用原料的品种、针织物组织结构、染整加工的条件等。
起毛球现象在合成纤维织物较严重,可在纤维强度适当降低,以便毛球容易脱落,可改善布面起毛球情况,用树脂处理布面,亦可改善起毛球情度。
织物之缩水是纺织业内的一个大问题。
上文所讲缩水是纺织品在一定状态经过洗涤﹑脱水﹑干燥等过程﹐发生长度或宽度变化的一种现象。
纺织品包括纱线纤维﹑面料﹑成衣。
缩水这个名词有点牵强﹐因有水字﹐必然与水有关的收缩现象。
但大家都知道﹐令织物产生收缩之方式有多种﹐在纤维方面﹐上文提及有沸水收缩﹑热空气收缩﹑热蒸气收缩等﹐对于纤维称收缩比较合适。
而织物面料之缩水﹐为纱线及织物结构在加工时,所受之不同外力作用所产生﹐为湙下一工序成衣制造时得以控制。
故生产面料时需经处理﹐把缩水控制在合理水平上﹐更贴切些可称为织物尺寸稳定性。
而成衣经过穿著﹑使用和洗涤后﹐能保持原有尺寸形状的性能﹐一般称缩水,已成为习惯。
在过往日子里﹐纺织品缩水问题不被重视﹐市场已接受缩水事实。
在买服装时已预大尺码﹐以便缩水出现后,尺码变得更合适。
时至今日﹐消费者知道预尺码缩水这个问题﹐应为生产商责任。
一时间﹐缩水问题便成为纺织行业的大问题。
如何控制得好,更被各企业所追求及改进。
各种形形式式之帮助降低缩水的机械层出不穷,低缩率织物成为品牌及生产厂的急切追求。
针织品之结构特色﹐令缩水问题更难控制。
在此﹐首先了解针织物松弛状态或称松弛稳定状态﹐即针织物处于内应力消失后尺寸稳定的状态﹐此状态可分为﹕
(一) 静态干松弛状态:
即针织物在完全无张力条件下平放在平面上﹐让其自然松弛﹐在特定时限内所达到的松弛状态。
(二) 静态湿松弛状态:
即针织物在浸液内静置﹐特定时限后脱水﹐并于无张力条件下平置,干燥后所达到的松弛状态。
(三) 动态湿松弛状态:
即织物在滚动洗涤状态进行并脱水﹐在无张力条件下平置干燥﹐在特定时限后所达到之松弛状态。
(四) 完全松弛状态:
即织物在滚动洗涤状态进行并脱水﹐再在滚动状态下干燥﹐在特定时限后所达到之松弛状态。
为了检测针织物的各种松弛状态﹐必需将处理前后试样尺寸的变化进行量度﹐其相差的百分比即为[缩率]﹐亦作为织物尺寸稳定性能的指标。
其公式如下﹕
Y = ( H1 – H2 ) / H1 x100%
Y = 针织物的收缩率
H1 = 针织物在加工处理前之尺寸
H2 = 针织物在加工处理后之尺寸
织物之收缩率可分为正值及负值。
若横向缩小﹐纵向增长时﹐则横向收缩率为正值﹐纵向则为负值。
织物的收缩率视乎织物之原料﹑织物之组织结构﹑织物之织染整加工方法的差异而定。
因影响变量多﹐要稳定则必须对从头到尾的各个工序进行关注及控制。
针织物是由线圈相互串套﹑连接而成织物﹐而线圈是纱线在三度弯曲的条件下﹐呈一空间曲线而成。
而组成线圈可分几个部段﹕
(定义参考中国国家标准)
(一)线圈LOOP﹕由两根圈柱及一个针编弧和一个沉降弧所组成。
(二)圈柱LEGLOOPPILLAR﹕线圈的圈干中与针编弧相连的直线支柱部份。
(三)圈干NEEDLELOOP﹕线圈中针编弧和两根圈柱组成的部份。
(四)针编弧TOPARC﹕线圈的圈干中与两根圈柱连接的圆弧部份。
(五)沉降弧SINKERLOOP﹕线圈中连接同一横列相邻两个圈干的线段。
(六)延展线UNDERLAP﹕经编线圈中连接邻近两个横列圈干的部份。
沉降弧与延展线主要连接著相邻的两只线圈﹐针织物就是以线圈各部段相互串套而成。
(七)纵行线圈WALE﹕针织物中线圈在纵向串套连接的行列。
(八)横列线圈COURSE﹕针织物中线圈在横向连接的行列。
(九)线圈长度LOOPLENGTH﹕针织物中每个线圈的纱线展直后的长度﹐由线圈的圈干及其延展线段之长度﹐一般以毫米mm单位。
(十)圈高COURSESPACING﹕在线圈纵行方向上﹐相邻之两个线圈对应点间之距离
(十一)圈距WALESPACING﹕在线圈横列方向上﹐相邻之两个线圈对应点之距离。
(十二)正面线圈﹕针织物外观有正面及反面之分﹐线圈圈柱处于为其串套的那个线圈的针编弧上面的线圈﹐或线圈圈柱覆盖于线圈延展线上的一面﹐称正面线圈。
(十三)反面线圈﹕线圈圈柱处于为其串套的那个线圈的针编弧下面的线圈或线圈延展线覆盖于线圈圈柱上的一面﹐称为反面线圈。
(十四)单面针织物SINGLEKNITFABRIC﹕线圈的延展线或圈柱集中分布在针织物一面﹐称单面针织物。
(十五)双面针织物DOUBLEKNIT FABRIC﹕线圈的延展线或圈柱分布在针织物两面﹐称双面针织物。
(十六)纬编针织物WEFTKNITTEDFABRIC﹕用纬编针织机编织﹐将纱线由纬向喂入针织机的工作针上﹐使纱线顺序地弯曲成圈﹐并且相互串套而形成的圆筒或平幅之针织物。
(十七)经编针织物WARPKNITTEDFABRIC﹕用经编针织机编织﹐采用一组或多组经向平行排列的纱线﹐在经编针织机的所有工作针上﹐同时进行成圈而形成的平幅式圆筒针织物。
1.1 针织物
1.1.1 纬编针织物 weft-knittedfabric
用纬编针织机编织,将纱线由纬向喂入针织机的工作针上,使纱线顺序地弯曲成圈,并相互穿套而形


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 服装 针织 工艺流程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
138观自在菩萨救护众生陀罗尼Word格式文档下载.docx
-
10年中学工作报告Word文件下载.docx
-
GPS原理及分类全解释Word文件下载.docx
-
ERP实验报告资料Word文档下载推荐.docx
-
315消费者权益知识竞赛试题库及答案Word文件下载.docx
-
32海水的性质 学案Word格式.docx
-
FIGO产时胎儿监护指南解读第一部分全文Word下载.docx
-
吉林省吉林地区普通高中友好学校联合体1718学年上学期高二期末考试地理试题附答案.docx
-
jBPMjPDL学习笔记流程设计与控制Word文件下载.docx
-
actionScript30笔记Word文件下载.docx
-
hsem0hse管理手册Word文档格式.docx
-
BEC中级高级考试词汇手册打印版TOEIC词汇Word文档下载推荐.docx
-
K12学习赤壁赋教案设计Word格式.docx
-
ID Production Sharing ContractWord格式文档下载.docx
-
IT部署中小型企业实施技术方案Word格式.docx
-
基于单片机的沼气反应器的温度控制.docx
-
AWA6270+新版本说明书ymfWord文档格式.docx
-
MLP S01E04Applebuck SeasonWord格式.docx
-
Unit4Iusedtobeafraidofthedark教案文档格式.docx
