 焊接工艺评定一览表117Word文档格式.docx
焊接工艺评定一览表117Word文档格式.docx
- 文档编号:20575271
- 上传时间:2023-01-24
- 格式:DOCX
- 页数:21
- 大小:21.63KB
焊接工艺评定一览表117Word文档格式.docx
《焊接工艺评定一览表117Word文档格式.docx》由会员分享,可在线阅读,更多相关《焊接工艺评定一览表117Word文档格式.docx(21页珍藏版)》请在冰豆网上搜索。
钨极气体保护焊的焊缝金属厚度
TGM
熔化极气体保护焊的母材厚度
tGM
熔化极气体保护焊的焊缝金属厚度
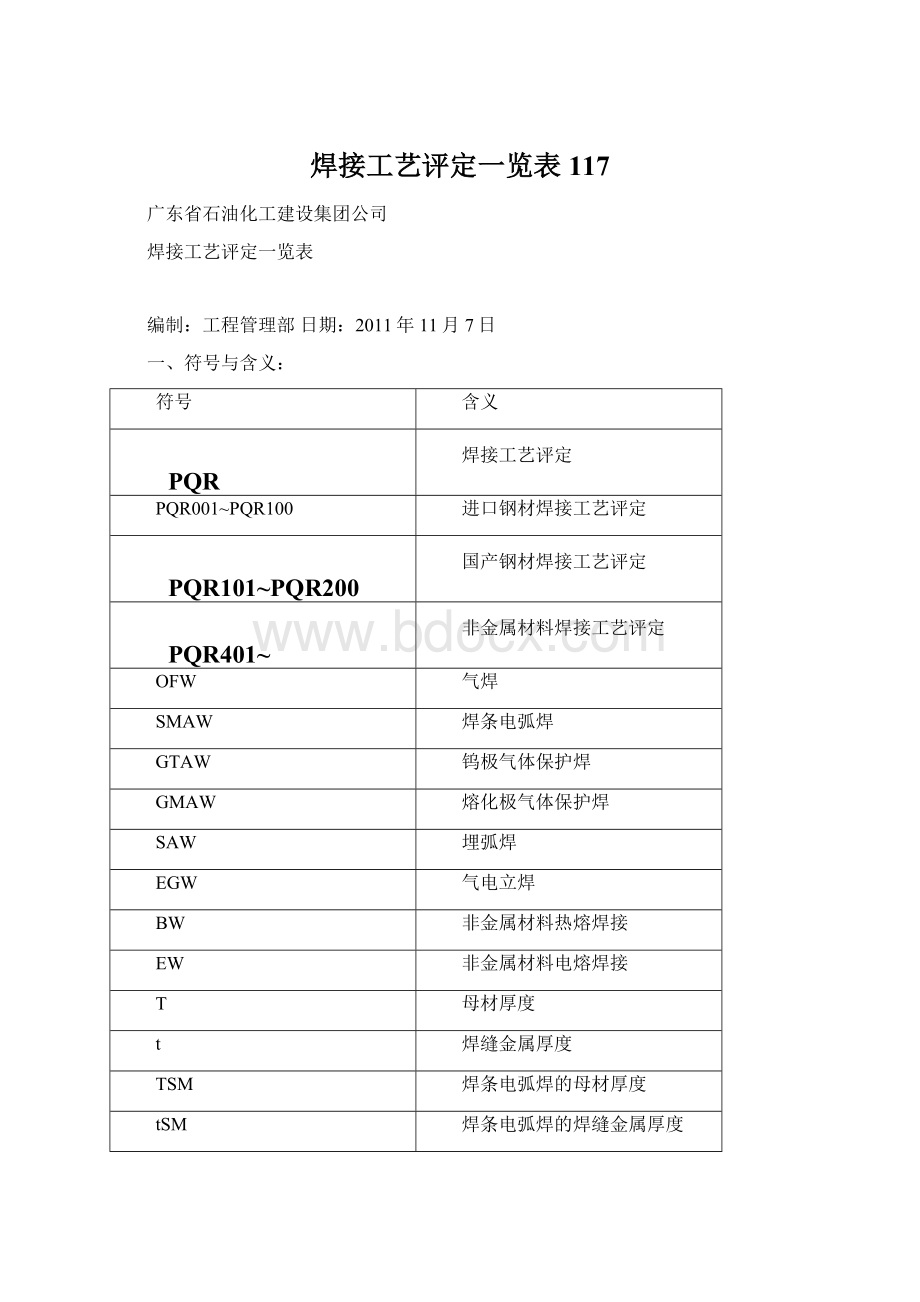
二、焊接工艺评定一览表:
1.进口钢材焊接工艺评定一览表
编号
旧编号
母材钢号
母材规格(mm)
焊接
方法
焊接位置
坡口
形式
焊材牌号
焊材
规格
(mm)
适用母材
厚度范围
适用焊缝金
属厚度范围
原始资料编号
备注
PQR001-SMAW-Ⅶ2-2
HP001
X6CrNiMo17122
/1.4571
φ42.4×
2
水平固定
V
AROSTA304L
φ2.5
1.5≤T≤4
不限≤t≤4
325
PQR002-GTAW-Ⅶ2-2
HP002
LNT304LSi
φ2.0
324
PQR003-SMAW-Ⅶ1-4
HP003
X6CrNiTi1810
/1.4541
φ114×
4
1.5≤T≤8
不限≤t≤8
323
PQR004-GTAW-Ⅶ1-4
HP004
322
PQR005-SMAW-Ⅶ2-2
HP005
X5CrNiTi1810
/1.4301
321
PQR006-GTAW-Ⅶ2-2
HP006
320
PQR007-GTAW/SMAW-I1-2/2.5
HP007
St37/1.0114
φ168×
4.5
LNT25
1.5≤TGT≤4
不限≤tGT≤4
319
GRICON39
φ3.2
1.5≤TSM≤5
不限≤tSM≤5
PQR008-GTAW/SMAW-I1-2.5/5.5
HP008
St37.8/1.0315
φ355.3×
8
LNT12
φ2.4
1.5≤TGT≤5
不限≤tGT≤5
318
φ3.25
1.5≤TSM≤11
不限≤tSM≤11
PQR009-GTAW/SMAW-I1-2.5/3.8
HP009
St35.8/1.0305
φ219×
6.3
317
1.5≤TSM≤7.6
不限≤tSM≤7.6
PQR010-GTAW-I1-5
HP010
φ76×
5
1.5≤T≤10
不限≤t≤10
PQR011-GTAW-Ⅶ1-16
HP011
φ98×
16
ER318
9.8≤T≤19.5
不限≤t≤19.5
PQR012-GTAW/SMAW-Ⅶ1-12/7
HP012
φ140×
22
9≤TGT≤18
不限≤tGT≤18
SUPRANOX318
1.5≤TSM≤12
不限≤tSM≤12
PQR013-GTAW/SMAW-Ⅶ2-2/2.5
HP013
316L
φ89×
垂直固定
H00Cr19Ni12Mo2
φ1.6
302
A022
PQR014-SMAW-I1-21
HP014
SS400
δ=21
平焊
J422
φ4.0
5≤T≤24
不限≤t≤24
296
PQR015-GTAW-I1-3.5
HP015
3.5
LNT25A5112
1.5≤T≤7
不限≤t≤7
PQR016-GMAW-I1-8
HP016
X42
δ=8
H08Mn2SiA
φ1.2
1.5≤T≤16
不限≤t≤16
PQR017-GTAW-Ⅶ-3
巴氏合金
C-22
δ=3
ERNiCrMo14
1.5≤T≤6
不限≤t≤6
龙沙工程
PQR019-GTAW/SMAW-7
A333Gr6
φ273×
7
TIG-80Ni
1.5≤T≤14
东莞九丰能源储库
W506Ni
PQR020-GTAW-Ⅵ/Ⅶ-4.5
A333Gr6/304
φ34×
JGS-309
(ER-309)
1.5≤T≤9
不限≤t≤9
PQR021-GTAW-ALLOY20-10
ALLOY20
δ=10
立焊
ERNiCrMo-3
1.5≤T≤20
不限≤t≤20
南沙沙伯基础创新塑料厂
2.国产钢材焊接工艺评定一览表
PQR101-GTAW-I1-4
HP101
20
φ57×
156
PQR102-SMAW-I1-6
HP102
φ159×
6
J426
1.5≤T≤12
不限≤t≤12
123
PQR103-SMAW-I1-12
HP103
12
169
PQR104-SMAW-Ⅶ1-8
HP104
1Cr18Ni9Ti
A132
235
PQR105-GTAW/SMAW-Ⅶ1-3.5/3.5
HP105
φ42×
H0Cr21Ni10Ti
1.5≤TGT≤7
不限≤tGT≤7
222
1.5≤TSM≤7
不限≤tSM≤7
PQR106-GTAW-Ⅳ1-3.5
HP106
15CrMo
TIG-R30L
212
PQR107-GTAW/SMAW-Ⅳ1-2.5/9.5
HP107
308
R307
1.5≤TSM≤19
不限≤tSM≤19
PQR108-SMAW-Ⅶ2-6
HP108
00Cr17Ni14Mo2
305
PQR109-SMAW-I1-10
HP109
φ377×
10
立向下焊
E6010
(纤维素焊)
PQR110-GTAW/SMAW-I1-3/7
HP110
1.5≤TGT≤6
不限≤tGT≤6
301
1.5≤TSM≤14
不限≤tSM≤14
PQR111-GTAW/SMAW-I1-2.5/3.5
HP111
φ133×
TIG-J50
179
PQR112-SMAW-Ⅱ1-6
HP112
16MnR
δ=6
J507
PQR113-GTAW/SMAW-I1-2/2
HP113
PQR114-SMAW-Ⅶ1-8
HP114
PQR115-GTAW-Ⅶ1-8
HP115
H0Cr20Ni10Ti
PQR116-GMAW-I1-12
HP116
δ=12
PQR117-SMAW-Ⅱ1-10
HP117
PQR118-SMAW-Ⅱ1-20
HP118
δ=20
5≤T≤40
不限≤t≤40
PQR119-GTAW/SMAW-Ⅴ1-2.5/3.5
HP119
1Cr5Mo
φ108×
R507
PQR120-SMAW-I1-12
HP120
Q235-C
PQR121-SMAW-Ⅶ2/I1-6.5
HP121
6.5
GHS042
1.5≤T≤13
不限≤t≤13
309
PQR122-SMAW-Ⅶ1/I1-8
HP122
Q235-A
A302
290
PQR123-GTAW/SMAW-I1-10
HP123
PQR124-GTAW-Ⅳ1/I1-3.5
HP124
TIG-R301L
208
PQR125-GTAW-Ⅶ1/I1-4
HP125
ER309
PQR126-GMAW-I1-12
HP126
φ127×
PQR127-GTAW/SMAW-I1-2.5/6.5
HP127
9
JM-56
1.5≤TSM≤13
不限≤tSM≤13
PQR128-GMAW-Ⅱ1-12
HP128
PQR129-GTAW-Ⅶ1-3
HP129
304
3
H0Cr19Ni12Mo2
(ER316)
PQR130-SMAW-Ⅶ2-6
HP130
0Cr17Ni12Mo2
A202
PQR131-SMAW-I1-8
HP131
SA106B
水平固定下向焊
PQR132-EGW-I1-12
Q235B
立向上焊
DWS-43G
中海油立沙油库
PQR133-SAW-I1-12
横向水平
HO8MnA/SJ101
PQR134-EGW-Ⅱ1-12
PQR135-SAW-Ⅱ1-12
H10MnSi/SJ101
PQR136-SMAW-Ⅱ1-T-12/12
12/12
白云
PQR137-GTAW-Ⅶ2-2.5
2.5
ER316L
(00Cr19Ni12Mo)
1.5≤T≤5
1.8≤T≤5
龙沙
PQR138-SMAW-Ⅱ1-T-20/12
20/12
PQR139-SMAW-I1-T-10/8
10/8
J427
PQR140-SMAW-I1-T-8/8
8/8
PQR141-SMAW-I1-T-6/8
6/8
PQR142-GTAW/SMAW-Ⅱ-6
L245
φ323.9×
揭阳天然气工程
1.5≤TSM≤8
不限≤tSM≤8
PQR143-GTAW-Ⅱ-4
16Mn
φ60×
ER50-6
三公司广州油制气厂换热器维修
PQR144-GTAW/SMAW-Ⅰ1-6
20#
二公司
壳牌(珠海)润滑油
PQR145-GTAW-Ⅰ/Ⅱ-T-3/38
20#/16Mn
3/38
1.5≤TSM≤6
不限≤tSM≤6
三公司
PQR146-GTAW-Ⅰ/Ⅱ-T-5/38
5/38
1.5≤TSM≤10
不限≤tSM≤10
PQR147-SMAW-Ⅰ-T-16/10
16/10
中山粤宏石油化工民众油库
PQR148-SMAW-Ⅰ-T-12/10
12/10
PQR149-GTAW/SMAW-Ⅱ-9.5
L290
9.5
TIG-50
1.5≤T≤19
不限≤t≤19
一公司
长输管道
PQR150-GTAW/SMAW-Ⅱ-6
PQR151-Fe1-1-SMAW-12
φ3.2/φ4.0
1.5≤T≤24
3.非金属材料焊接工艺评定一览表
母材
焊接方法
焊接接头形式
适用焊缝金属厚度范围
PQR401-BW-14.6
PE80
dn160×
14.6SDR11
水平
热熔对接
PQR402-BW-14.6
PE100
Dn60.3×
5.8SDR11
管状承插


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 工艺 评定 一览表 117
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
柜员个人述职报告范文5篇.docx
-
国际贸易实务.docx
-
国家安全教育日的演讲稿5篇安全.docx
-
国家注册二级建造师《矿业工程管理与实务》练习题A卷 附解析.docx
-
国庆节诗歌小学生.docx
-
经典句子备战高考英语作文高考英语必备673.docx
-
经开区度环保管家组织计划4稿.docx
-
精品国家安全管理员国家安全知识竞赛题库及答案共三套.docx
-
精选新版桥门式起重机司机职业资格模拟考试500题含标准答案.docx
-
九年级化学上册第3单元物质构成的奥秘教案新版新人教版.docx
-
科技展览观后感14篇.docx
-
客服年终个人工作总结范文5篇.docx
-
课堂纪律要求.docx
-
口腔粘膜病学重点总结doc.docx
-
跨年度竞赛表态发言稿.docx
-
矿山地质环境综合治理方案.docx
-
莱芜中考英语试题及答案解析.docx
-
劳资员工作述职报告.docx
-
离婚申请书.docx
