 试生产报告单Word格式.docx
试生产报告单Word格式.docx
- 文档编号:20335464
- 上传时间:2023-01-22
- 格式:DOCX
- 页数:29
- 大小:22.99KB
试生产报告单Word格式.docx
《试生产报告单Word格式.docx》由会员分享,可在线阅读,更多相关《试生产报告单Word格式.docx(29页珍藏版)》请在冰豆网上搜索。
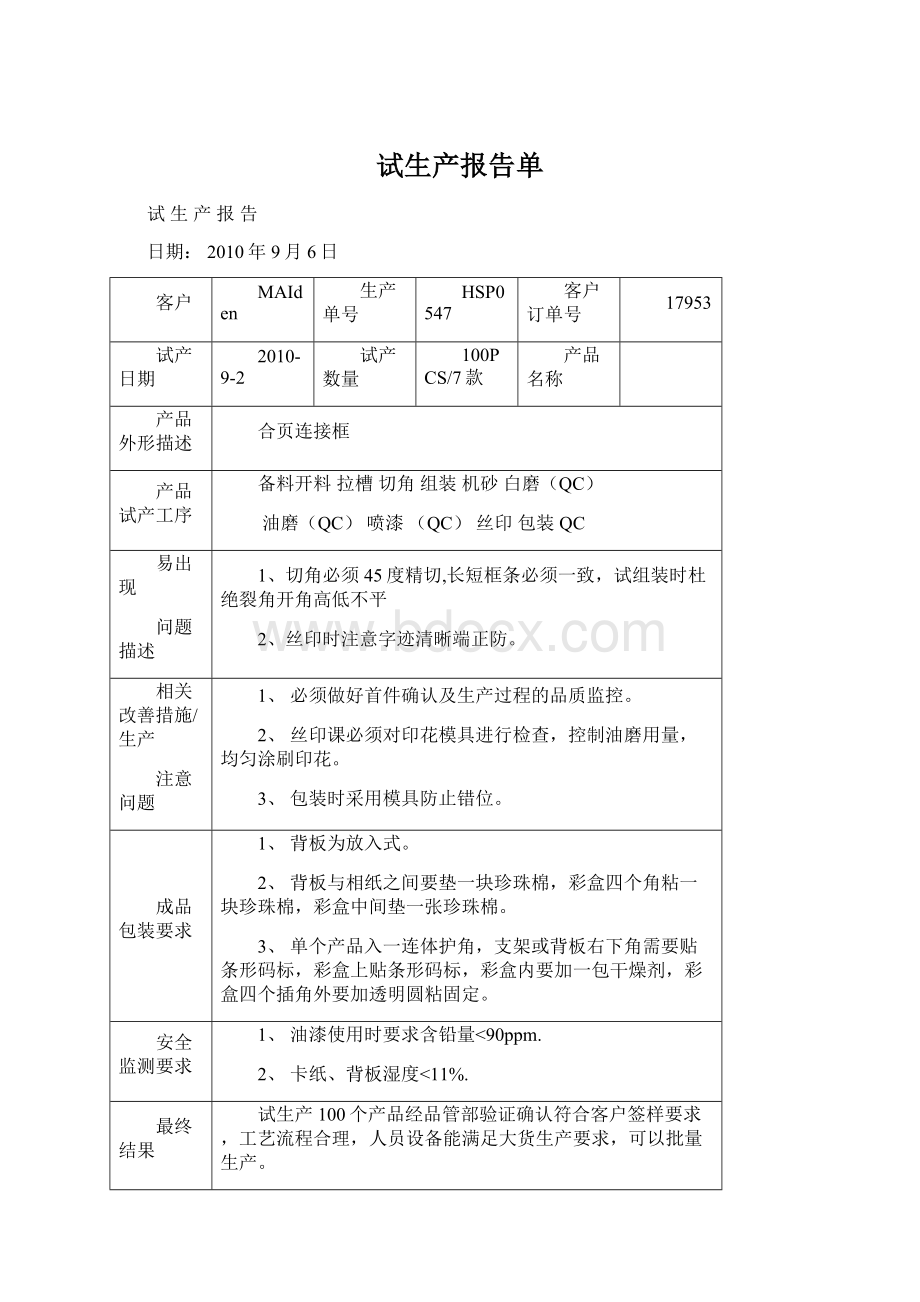
2、丝印课必须对印花模具进行检查,控制油磨用量,均匀涂刷印花。
3、包装时采用模具防止错位。
成品包装要求
1、背板为放入式。
2、背板与相纸之间要垫一块珍珠棉,彩盒四个角粘一块珍珠棉,彩盒中间垫一张珍珠棉。
3、单个产品入一连体护角,支架或背板右下角需要贴条形码标,彩盒上贴条形码标,彩盒内要加一包干燥剂,彩盒四个插角外要加透明圆粘固定。
安全监测要求
1、油漆使用时要求含铅量<
90ppm.
2、卡纸、背板湿度<
11%.
最终结果
试生产100个产品经品管部验证确认符合客户签样要求,工艺流程合理,人员设备能满足大货生产要求,可以批量生产。
生产部:
品管部:
物控采购:
总经理:
2010年9月6日
HSPO548
10405
2010-8-7
8071-346150PCS
其它100PCS
多开口框
备料裁板吊镂开槽平砂侧砂白磨(QC)
油磨(QC)喷漆(QC)丝印包装QC
1、底框规格不一。
2、面框规格不一。
3、吊镂内框边缘不整齐毛边。
4、丝印框线不对称。
5、珍珠易掉落。
1、裁板时检查设备并核对裁板图纸要求,用卡尺测量规格并首件确认。
2、定时核查裁板的产品规格是否标准。
3、吊镂时要紧靠模板缓慢匀速操作,不可快速,防止镂空时四角处凹边。
4、白磨时电磨机不得用力过度,防止边框形变四角打成弧形;
内框无毛刺。
5、丝印需核查网版并以内框为中心靠点丝印。
6、包装时珍珠嵌入孔位应刷白乳胶防止漏胶,面框要靠模板黏贴端正。
每个产品背板右下角贴CARB标,单一产品入一连体护角,10FW282与283每款两个面对面,用汽泡袋隔开混装一外箱
284与285286与287同上要求
2、卡纸、背板湿度<
试生产100个/款产品经品管部验证确认符合客户签样要求,工艺流程合理,材料人员设备能满足大生产要求,可以批量生产。
2010-9-6
Malden
HSPO549
2010-8-16
单框+纸卡
油磨(QC)喷漆(QC)包装QC
1、四面刨条形不平整,表面波浪纹或凹痕。
2、切角不标准。
3、组装不平整。
1、提前检查四面刨刀具是否符合图纸要求,刀具要求新制或重新研磨。
2、必须做到45度精切,作业员及主管必须间隔时间数量进行抽检产品是否组合成90度,框体是否在同一平面。
3、组装时保持台面干净平整,框条平放在台面上,刷胶饱满,平面组合。
四个纸护角+收缩,条码巾产品右下角
试生产100个/款产品经品管部验证确认符合客户签样要求,工艺流程合理,材料人员设备能满足大货生产要求,可以批量生产。
沃尔玛
HSPO550
6550151920/921
每款100PCS/2款
相册盒
4架相册盒
油磨(QC)喷漆(QC)(4037-46玻璃卡纸丝印)包装QC
1、2058-346易出现格条松动现象。
2、背斜产品易出现表面砂痕缺陷。
3、玻璃网印框易出现玻璃背板大小误差。
1、2061格子偏差为+0.5格条必须长短依图纸标准要求误差组装,打钉时注意针的距离,不得严重偏移框格条,组装前严格检查模具是否标准。
2、背斜产品平砂要求平整,表面无砂痕,平砂侧砂后再白磨工序再喷底漆
3、裁背板划玻璃必须严格首件确认,核对图纸,用实际框体试装确保符合
1.单个PE代包装,4个入一外箱
2010-9-16
HSPO551
BS01
2010-9-13
100PCS/12款
盒子相框
1、吊镂内框边缘不整齐毛边。
2、碰,刮伤
6、丝印颜色标准核对必须同客户签样对比,不得同上一批货对比。
塑封吸塑,条码贴背面右下角
产品经品管部验证确认符合客户签样要求,工艺流程合理,材料人员设备能满足大货生产要求,可以批量生产。
2010-9-16
HSPO554
9061-000
100PCS/6款
多孔框
油磨(QC)喷漆(QC)包装QC
1、有汽泡袋迹象
2、未盖住底色
1、组装时严格按照图纸要求作业。
2、严格定量油漆调色供给,及时统计数量,喷台喷色间隔错开防止出错。
对对混合放入式
油漆使用时要求含铅量<
产品经品管部验证确认符合客户要求,工艺流程合理,材料人员设备能满足大货生产要求,可以批量生产
2010-8-18
HSPO541
各100PCS/3款
产品搁架及搁板
1、网印框:
备料---裁板---吊镂---开槽---机砂---底漆---白磨---二次底漆---油磨---面漆---网印---贴配件---包装
2、双色框:
备料---面框条型开料/底框裁板吊镂---面框条选料切条---机砂---白磨---擦色---油磨---喷漆---油磨二次---面漆---组框---机砂---白磨---喷漆---包装
3、桦木框:
备料开料---切角---机砂---白磨---底漆---油磨---油漆---包装
1、网印框易出现色差、丝印露边、丝印重影。
2、双色框易出现表面压伤、划伤、磕伤。
3、桦木框易出现开角裂角及角度组合高低不平现象。
1、双色框条从备料开始必须轻拿轻放,保护条面不受伤害,不可重压。
2、桦木框条四面刨开料时必须保证尺寸规格正90度,不可形变;
框条完成后必须及时组装并及时打磨喷漆,当天的框条当天完成不得拖延至次日防止裂角及气候变化影响角位
普通包装
2010-8-26
HSP0542
17928
2010-8-23
100PCS/8款
1、4276-804278-464294-464293-468219-464295-46为单开口
2.4277-508202-60为多开口
组装不严密。
格条切条时要精确,0误差组装,白磨补灰要仔细,不可遗漏,要平整。
注意粘贴面框要正。
2、背板与相纸之间要垫一块珍珠棉,彩盒四个角粘一块珍珠棉,彩盒中间垫一张珍珠棉3、竹子系列产品的盒子背面底色为纯白色,包装彩盒为MALDEN新彩盒。
单个产品入一连体护角,支架或背板右下角需要贴条形码标,彩盒上贴条形码标,彩盒内要加一包干燥剂,彩盒四个插角外要加透明圆粘固定
2、油漆使用时要求含铅量<
3、卡纸、背板湿度<
试生产100个/款产品经品管部验证确认符合客户签样要求,工艺流程合理,材料人员设备能满足大货生产要求。
2010-8-26
HSPO543
17917
100PCS
5组合框
阶梯5连框
备料开料拉槽切角组装机砂白磨(QC)
油磨(QC)喷漆(QC)组装包装QC
1、由于组合后框体面积大,不易组合固定;
打钉时易打穿框条
2、框大不易包装。
1、使用模板固定单个相框位置。
2、单框要做引孔可固定孔位。
3、打钉前框条连接组合处刷白乳胶使其干后牢固。
4、组合后拿取产品不可单手。
5、包装前将彩盒内贴珍珠棉用于固定产品。
MDF框条及背板。
试生产100个产品经品管部验证确认符合客户签样要求,工艺流程合理,材料人员设备能满足大货生产要求,可以批量生产。
黄健祥品管品:
采购:
2010-08-26
HSP0544
210LRT-TB-17
2010-8-24
100PCS/ITEM
MDF单开口框
备料开板拉槽切角组装-----打钉----机砂
电脑雕孔----主伡组合----侧砂手磨-----油磨----喷漆-----网印----包装
1、底框不能错角,取枓规格一致、切角不能开角,主体组合不能有缝
2、不能有错位现象
3、侧砂使用模具控制大小。
4、颜色不能有色差
5、包装防止损伤、清洁度、手印、漏标错标
将易出现问题多给作业员讲解改善方法、责任到人并巡查结果。
1、用放入式背+玻璃+相纸、背板上贴UPC标
2、一pcs一连体护角四角并贴三角片、彩合封口处用园刑贴好并在右下角
贴上对应彩盒标。
1、油漆含铅测试小干90ppm
2、背板及框湿度小干11%
3、CARB认证的MDF板材
试产100pc经品菅部检验确认符合客人质量要求,工艺流程合理、物料设备
人力都能满足大货生产。
黄健祥品管部:
HSP545
17942
100pcs/2款
PS内格框
开板----切角----拉槽-----组装-----打钉-----平砂---侧砂-----白磨----喷底漆两次
----油磨两次----QC检验-----喷面漆-------QC验收-----丝印----装配包装
PS条胶水不够,开散
1、取枓规格要准、依工程图。
2、侧砂时使用模具保持所有产品大小一致、并旦四角四边都是直角。
1、一产品用连体护角包装一个产品贴upc标、彩盒右下角贴一彩标
1、油漆含铅测试小于90ppm
2、主体框及部件湿度小于11%
3、所用MDF板材通过CARB认证
1、经试手100pc由品管部检验完全与客人鉴祥的品质要求相符合,
2、生产流程、工艺、材料设备场地及人力都具备生产大货。
HSPO546
17947
100PCS/32款
1、在网印框的基础上增加磨砂玻璃+网印
2、规格多种:
4*6、4*7、4*8、4*9、4*10、
开板----电脑雕刻----切角---垃槽---组装---打钉----平砂----底框与面板组合
---侧砂---白磨----喷两次底漆----油磨两次-----喷面漆---丝印----装配包装
1、磨砂玻璃上丝印文字易产生不清楚,
2、在装配时使用热熔胶易在表面上及不劳现家。
1
1、网板制作网砂用约粗一奌的,
2、装配热熔胶作业员细心,带手套若垃丝就用带手套的手除掉。
3、打好胶带固定方可噪作下道工序。
1、彩盒+背板+玻璃+相纸+珍珠绵+内外箱
2、背板标和彩盒标一定要对应垵包装明细指南作业。
油漆含铅测试小于90ppm
背板及框湿度小于11%
所用的MDF板讦是通过CARB认证
五款产品各试产100pc经品管部门验收都符合客人签样要求及质量标准。
工艺制作、物料设备及人力完全能批量生产大货
黄健祥品管部:
pc
网印
+贴金属件相框
1、酒朽形网印框
2、网印亅框加贴金属字母件
3、3pc框与一片板网印组佥
开枓---雕刻—切角---组装---打钉平砂---侧砂---白磨---喷漆---油磨—丝印
--装配含贴小件----包装
1、喷漆颜色偏差、丝印色差,
2、五金字母贴件易松动
1、油漆先调准颜色一次性包刮丝印一样,十常检查。
2、选用A、B组合调制胶
彩盒连体护角+纸垫工片+背板玻璃相汰+产品标、彩合标。
一产品包装
四个产品(4个彩盒)入一中箱,6个中箱入一外箱。
1、油漆含铝测试小于90ppm
2、湿度小于11%
3、MDF板通过CARB认证的
经试产三款各100pc由品管部检验都与客人签样的品质标准一样,生产工
艺及流程、物枓、设备、人力都符合生产大货要求
2010-06-25
HSPO498
FS-01
2010-9-10
30套
玻璃展示柜
1、是用顶架、底架尺寸是800*420*80mm中间四面玻璃用不透钢管金属组合而成。
2、底部用四个万向能加4个脚钉,可固定也可推动使用。
开板----抽边----切45度-----拉槽----开榫---取孔----组合---功牙---白磨---喷底漆---打油磨----喷面漆---装配---包装
1、取孔不准易产生偏移,
2、顶底架心板开木隼时崩边趹口,
3、喷漆刖易将黑色油漆喷在心板上
1、木工生必须垵工程图制作、孔位决不能有偏
2、心板在贴PVC时要求护膜、防止柒色或碰伤
3、在木工开榫时先用小锯片开路可防止崩口
1、底顶架都各用珍诛绵包好、底对底中间放置五金包再放入纸箱。
并且纸箱内六面保力龙,
2、坨客人包装明细包装。
3、使用MDF板通过CARB认证
经试产30套产品由品管部和客户100%验货发现:
心板开榫有少量崩口大货改善,其余都符合客人要求。
物枓、设备、人力及技术能力都适合批量生产。
日期
:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 试生产 报告
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
财务会计工作总结文档格式.docx
-
招新的活动主题策划书Word下载.docx
-
初级会计电算化考试试题Word格式文档下载.docx
-
财务自查报告及整改措施文档格式.docx
-
常用英语0Word文件下载.docx
-
TW3骨龄评分法解释之欧阳治创编Word下载.docx
-
车工实训教案7Word文件下载.docx
-
初一英语第二十九单元ShoppingWord文件下载.docx
-
中医康复护理Word下载.docx
-
采购合同违约金Word文档下载推荐.docx
-
新概念英语第二册词汇与短语Word文件下载.docx
-
初中毕业生鉴定评语教学文案Word文件下载.docx
-
重大危险源场所安全警示标志设置情况Word文件下载.docx
-
参考借鉴李氏家谱docWord文档格式.docx
-
新课标人教版四年级下册综合实践教案全册文档格式.docx
-
小学生运动会广播稿 15篇Word文件下载.docx
-
中级经济基础试题3348Word格式文档下载.docx
-
参展展品运输指南Word文档格式.docx
-
一路平安祝福语Word下载.docx
