 数控铣削编程案例Word文件下载.docx
数控铣削编程案例Word文件下载.docx
- 文档编号:20319284
- 上传时间:2023-01-21
- 格式:DOCX
- 页数:13
- 大小:264.41KB
数控铣削编程案例Word文件下载.docx
《数控铣削编程案例Word文件下载.docx》由会员分享,可在线阅读,更多相关《数控铣削编程案例Word文件下载.docx(13页珍藏版)》请在冰豆网上搜索。
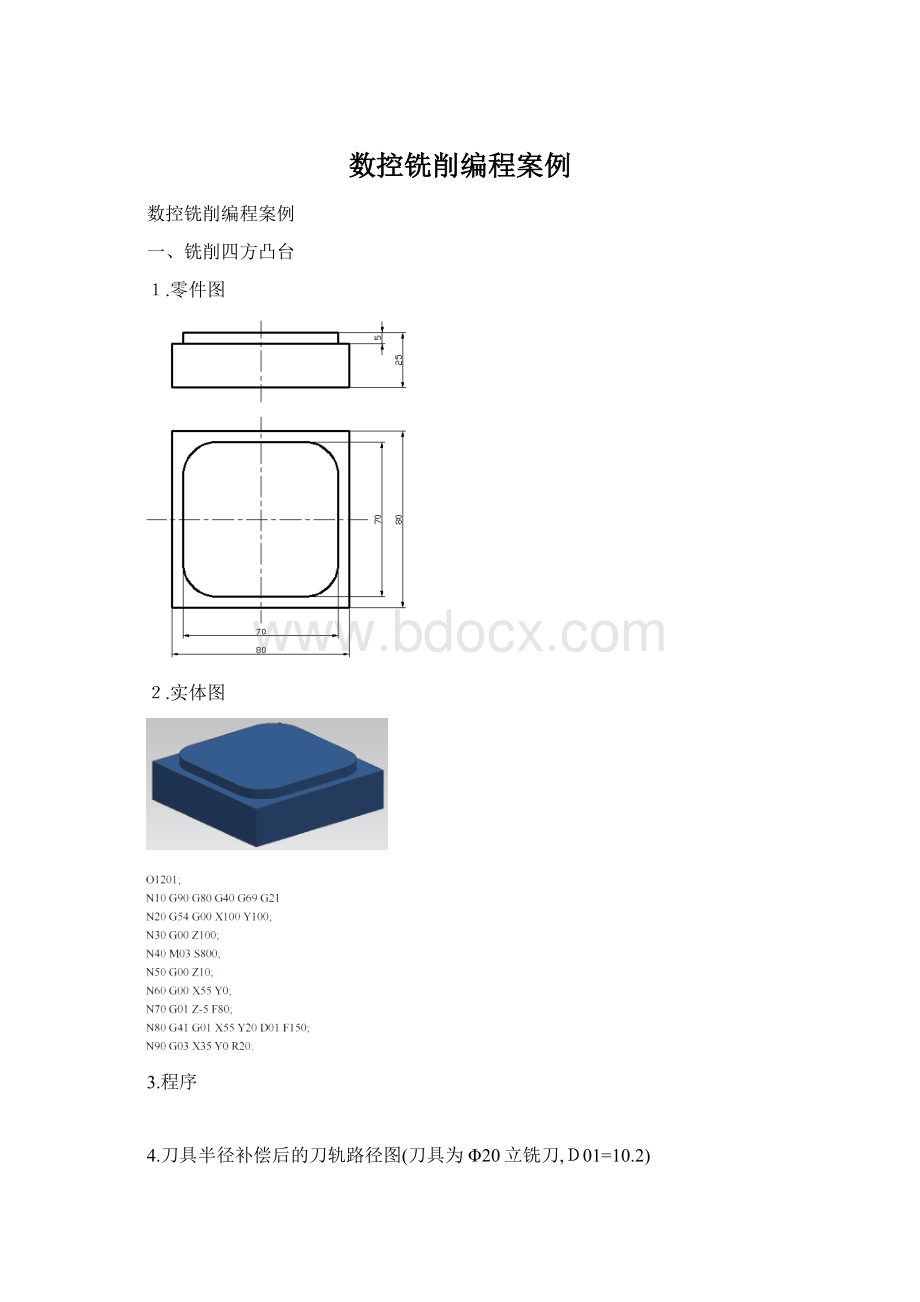
2.实体图
3.数值计算
如图所示计算A点坐标:
AB/OA=SIN600AB=30.311
A点坐标值为(17.5,30.311)
4.程序
5.刀具半径补偿后的刀轨路径图(刀具为Φ35立铣刀,D01=17.5)
6.仿真加工结果图
三、铣削对称轮廓
4.刀具半径补偿后的刀轨路径图
5.仿真结果
四、铣削四方型腔
O1204
N10G90G80G40G69G21;
N20G54G00X100Y100;
N30G00Z100;
N40M03S600;
N50G00Z10;
N60G00X20Y0;
N70G01Z-5F80;
N80G41G01X20Y10D01F150;
N90G03X10Y0R10;
N100G01X10Y-5;
N110G02X5Y-10R5;
N120G01X-5Y-10;
N130G02X-10Y-5R5;
N140G01X-10Y5;
N150G02X-5Y10R5;
N160G01X5Y10;
N170G02X10Y5R5;
N180G01X10Y0;
N190G03X20Y-10R10;
N200G01G40X20Y0;
N210G41G01X20Y-10D01F150;
N220G03X30Y0R10;
N230G01X30Y20;
N240G03X20Y30R10;
N250G01X-20Y30;
N260G03X-30Y20R10;
N270G01X-30Y-20;
N280G03X-20Y-30R10;
N290G01X20Y-30;
N300G03X30Y-20R10;
N310G01X30Y0;
N320G03X20Y10R10;
N330G01G40X20Y0;
N340G00Z100;
N350Y150;
N360M30;
4.刀具半径补偿后的刀轨路径图
5.仿真结果
五、铣削图形旋转
O1205
N60G00X6Y0;
N70G01Z-10F80;
N80G41G01X6Y-10D01F150;
N90G03X16Y0R10;
N100G03X16Y0I-16J0;
N110G03X6Y10R10;
N120G01G40X6Y0;
N130G01Z-5;
N140M98P0501
N150G68X0Y0R90
N160M98P0501
N170G68X0YOR180
N180M98P0501
N190G68X0Y0R270
N200M98P0501
N210G69
N220G00Z100
N230Y150;
N240M30;
O0501
N10G01X0Y0
N20G01G41X0Y-9D01
N30G01X28Y-9
N40G03X28Y9R9
N50G01X0Y9
N60G01G40X0Y0
N70M99
4.刀具半径补偿后的刀轨路径图(刀具直径Φ15mm)
5.仿真结果
六、铣削型腔槽板
3.
七、铣削图形镜像与缩放
(注:
文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 铣削 编程 案例
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
山东省临沂市兰山区学年高一下学期期中模块考试语文试题 扫描版含答案Word文档下载推荐.docx
-
弱电工程全套竣工资料文档格式.docx
-
四年级第二学期口算题Word文档下载推荐.docx
-
人教版新目标初二英语下册Unit3单元检测题含答案Word格式.docx
-
如何写销售工作总结Word文档下载推荐.docx
-
三级网络技术模拟题1Word格式.docx
-
厦门突发事件紧急医学救援预案文档格式.docx
-
软件测试工程师转正工作总结docWord格式文档下载.docx
-
三级口试06Word文档格式.docx
-
四年级上综合复习题文档格式.docx
-
苏教版高中语文教材必修课本作文素材1文档格式.docx
-
塔吊安拆施工方案Word文档下载推荐.docx
-
三年级上册教案Word格式.docx
-
陶渊明《饮酒》教学设计Word格式文档下载.docx
-
三言学习资料文档格式.docx
-
体育高考题精品解析Word文件下载.docx
-
厦门市公用行业对外招商Word文档下载推荐.docx
-
填土围堰施工方案文档格式.docx
-
山东省济南市章丘区第四中学学年高二下学期第二次教学质量检测化学试题 Word版含答案Word文档格式.docx
