 回转窑安装自检记录Word下载.docx
回转窑安装自检记录Word下载.docx
- 文档编号:20283035
- 上传时间:2023-01-21
- 格式:DOCX
- 页数:64
- 大小:396.61KB
回转窑安装自检记录Word下载.docx
《回转窑安装自检记录Word下载.docx》由会员分享,可在线阅读,更多相关《回转窑安装自检记录Word下载.docx(64页珍藏版)》请在冰豆网上搜索。
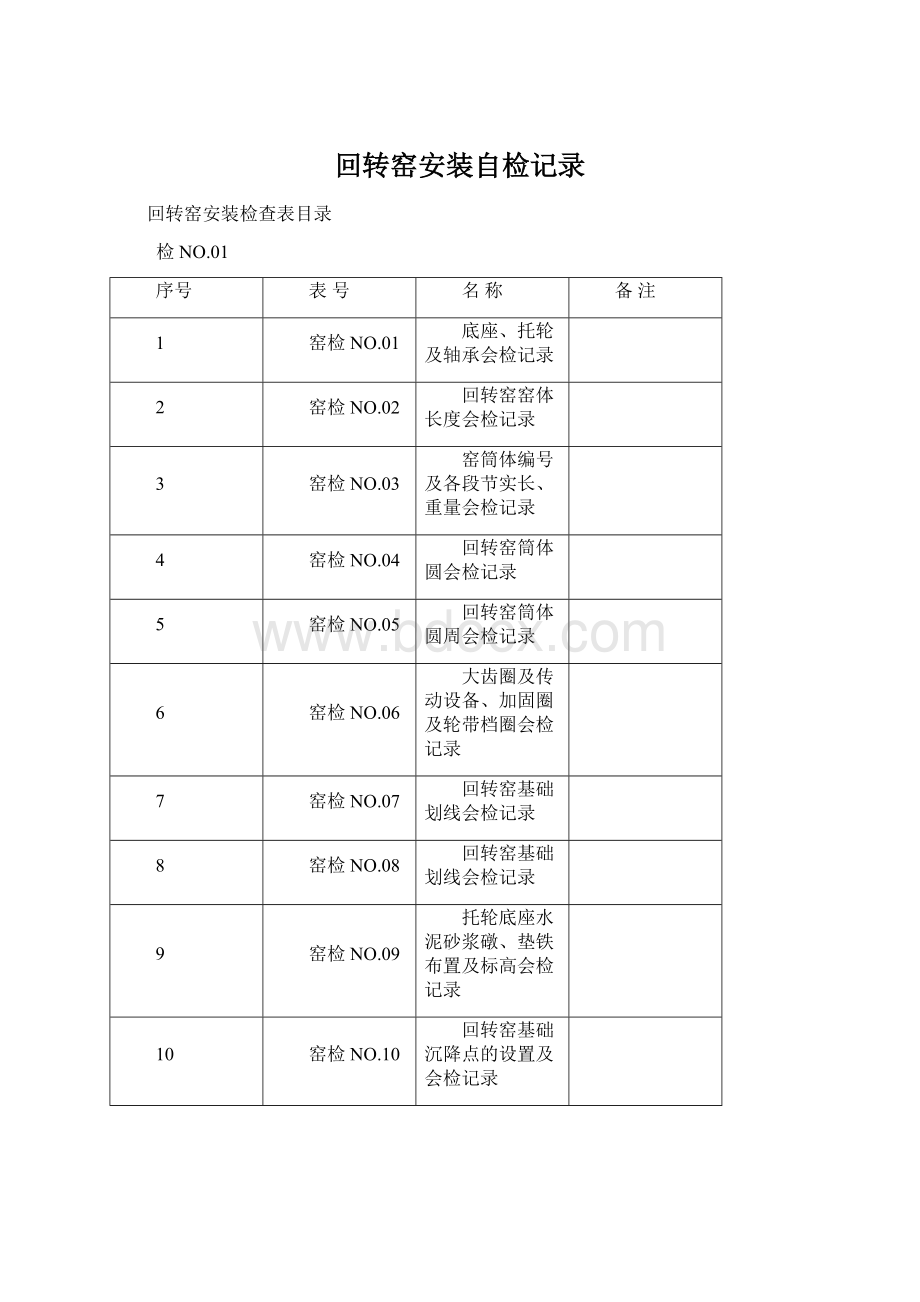
回转窑托轮清洗与轴瓦刮研会检记录
14
窑检NO.14
回转窑托轮底座找正横向中心跨距会检记录
15
窑检NO.15
托轮组找正纵向中心线距底座纵向中心线距离会检记录
16
窑检NO.16
相邻两道托轮组横向中心跨距和对角线会检记录
17
窑检NO.17
托轮标高差会检记录
18
窑检NO.18
托轮组安装综合复查会检记录
19
窑检NO.19
各道托轮组安装精找正总体会检记录
20
窑检NO.20
回转窑筒体组对找正会检记录
21
窑检NO.21
窑体对接后和窑体轴线会检记录
22
窑检NO.22
回转窑筒体接口检查调整后对窑中心线会检记录
23
窑检NO.23
回转窑筒体焊接前中心的径向圆跳动会检记录
24
窑检NO.24
回转窑筒体焊接后中心的径向圆跳动会检记录
25
窑检NO.25
窑体焊接完后,利用激光经纬仪对窑中心会检记录
26
窑检NO.26
窑筒体接口焊接质量检查及会检结果记录
27
窑检NO.27
窑筒体焊接口后筒体长度和轮带间距公差测量会检记录
28
窑检NO.28
轮带处筒体中心径向圆跳动测量会检记录
29
窑检NO.29
回转窑大齿圈的径向摆动值测量会检记录
30
窑检NO.30
回转窑大齿圈的端面摆动值会检记录(含窑尾端中心位置)
31
窑检NO.31
回转窑大齿圈端面摆动会检记录
32
窑检NO.32
回转窑传动装置安装会检记录
33
窑检NO.33
回转窑润滑部位注油会检记录
34
窑检NO.34
回转窑单机试车会检记录①
35
窑检NO.35
回转窑单机试车会检记录②
设备安装会检记录
NO.01
建设单位:
施工单位:
年月日
车间
工艺流程编号
设备名称
规格型号
数量(台/套)
回转窑
质量标准
执行JCJ03-90《水泥机械设备安装工程施工及验收规范》
实测数(附图或表):
底座、托轮及轴承检查(设备)
建设单位代表
监理单位代表
施工单位代表
设备安装会检记录
NO.02
2004年12月3日
烧成窑中
495-15a
φ4×
60
回转窑各节筒体长度检测记录
单位:
mm
编号
L1
L2
L3
L4
L5
L6
实测数据
8975
9993
11000
10395
11596
7920
a
b
c
d
e
f
g
h
3000
6993
3005
7390
3008
4912
检测工具:
卷尺、角尺、板尺、钢板尺、弹簧称等
NO.04
2004年12月3日
编号
接口号
各节接口端面号
D1
D1-1
4000
4001
4002
3999
3998
3997
D1-2
4003
D2
D2-1
D2-2
D3
D3-1
D3-2
D4
D4-1
D4-2
D5
D5-1
D5-2
质量标准:
圆度偏差(同一断面最大与最小直径差)不得大于0.002D
1、5m卷尺、深度尺一把,100mm钢板尺二把。
2、采用四点找圆心法,画出窑筒体测量断面的圆心
建设单位代表
监理单位代表
2004年12月3日
495-15b
实测数(附图或表)
各节筒体端面编号
D6
D6-1
D6-2
圆周长度实测
12560
12561
12599
12562
12598
12563
两对接接口圆周长度应相等,偏差不得大于0.002D,最大不得大于7mm
施工单位代表
NO.06
回转窑
大齿圈及传动设备检查
加固圈及轮带挡圈检查(设备)
检查内容
质量标准
检查结果
1、核对大齿圈及弹簧板的规格尺寸,大齿圈内径应比窑体外径与弹簧板的高度尺寸之和大
3~5mm
2、大齿圈接口处的固节偏差,最大不应大于
0.005m(模数)
3、核对小齿轮的规格及齿轮轴和轴承配合尺寸
设计图纸
加固圈及轮带挡圈检查
加固圈与轮带挡圈不得有变形,其内径尺寸应比窑体加固板的外圈尺寸大
2~3mm
设备安装会检记录
NO.07
回转窑基础各部位检测记录单位:
项目名称
检验范围
基础外形尺寸
基础座标位置(纵横中心线)
基础上平面标高
中心线间的距离
基准点标高对车间零点标高
地脚孔
深度
相互中心位置
垂直度
JCJ03-90允许偏差
±
0~-20
+20,0
5/1000
实测数
回转窑基础划线主要尺寸检测记录单位:
L
图纸要求尺寸
实际检查尺寸
允许偏差
≯±
1.5
L1+L2≯±
NO.08
回转窑基础划线检测记录单位:
检查内容及质量标准
1、在基础上面应埋设纵横向中心标准和标高点。
2、划出纵向中心线,偏差不得大于±
0.5mm。
3、划出横向中心线,相邻两个基础横向中心距偏差不得大于±
1.5mm,首尾两个基础中心距偏差不得大于±
6mm。
4、根据已校正准确的窑中心线,测出传动部分的纵横十字线。
5、根据厂区标准水准点,测出基础上面基准点标高,作为安装设备的基准点,其偏差不得大于±
1mm。
隐蔽工程会检记录
NO.09
工艺编号
隐蔽工程名称
检查部位
水泥砂浆墩垫铁布置
检查内容(附详图)
托轮底座水泥砂浆墩垫铁布置及标高检测NO:
____
水泥砂浆墩垫铁规格:
___________
编号
理论标高
实测标高
注:
大窑托轮底座、挡轮底座、传动底座均要有此记录记录人:
检验结论:
设备安装会检记录
NO.10
数量(台/套)
基础NO
标高mm
Ⅰ
Ⅱ
Ⅲ
NO.11
设备名称
刮研前,轴瓦与轴颈的侧间隙测量
刮研前,轴瓦与轴颈的侧间隙测量结果见下表单位:
支撑号
轴承编号
S1
S2
S3
S4
1、Φmm
2、Φmm
3、Φmm
4、Φmm
S1
S4
说明:
S代表侧间隙,记录范围包括侧间隙深度及底部、中部、顶部S值。
建设单位
代表
监理单位
施工单位代表
2004年11月18日
刮研后,轴瓦与轴颈的侧间隙测量记录
刮研后,轴瓦与轴颈的侧间隙测量结果见下表单位:
塞尺规格
0.90
0.80
0.60
0.30
1#塞尺深度
100
120
165
225
2#塞尺深度
105
130
170
230
3#塞尺深度
95
115
155
260
4#塞尺深度
110
135
175
215
125
235
140
180
240
90
160
220
163
施工单位代表
NO.13
2004年11月15日
回转窑托轮清洗与轴瓦刮研检查记录
检查结果
托轮清洗
把部件或零件清洗干净,按设备配合字码及编号核对无误后进行组装,无字码、编号则重新编码,打上相印钢印。
符合要求
检查轴瓦与轴颈的配合情况及刮研
1、轴瓦与轴颈的接触角度为30~35°
,接触点不应少于1~2点/cm2,此条符合甲方及监理要求。
2、轴瓦与轴颈的侧间隙,每侧为0.001~0.0015D(D为轴的直径)
3、轴瓦背与球
面瓦接触点不应少于3点/2.5X2.5cm2。
4、球面瓦和轴承底座接触点不应少于1~2点/2.5X2.5cm2。
监理单位
NO.14
2004年11月8日
φ4*60
编号
A
B
C
D
A1
A2
理论数值
19256
20268.5
19536
20534.6
8506
实测数值
19257
19537
19538
20535
8507
A3
A4
B1
B2
B3
B4
C1
C2
C3
C4
8444
7636.8
7573
6996.9
6934.6
8445
7638.5
7575
6997
6935
1、纵向中心线偏差不得大于±
2、相邻两托轮组底座的横向中心跨距尺寸,偏差不大于±
1.5mm,窑首尾两托轮底座的横向中心距偏差不得大于±
3mm,相邻两托轮组底座横向中心跨距对角线之差不得大于±
3mm。
3、相邻两档底座标高允许偏差0.5mm,首尾两档底座标高允许偏差1mm.
建设单位
施工单位
代表
4、纵向中心线偏差不得大于±
5、相邻两托轮组底座的横向中心跨距尺寸,偏差不大于±
6、相邻两档底座标高允许偏差0.5mm,首尾两档底座标高允许偏差1mm.
设设备安装会检记录
托轮组找正记录
名称
理论数值
实测数值
偏差
≯0.5mm
NO.16
设备名称
规格型号
数值
A-B
理论数据
相对差
≯1mm
≯3mm
设备安装


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 回转 安装 自检 记录
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
关于推进大气污染联防联控工作改善区域空气质量的指导意见4500字Word格式.docx
-
经理助理岗位职责15篇Word文档下载推荐.docx
-
聚氨酯催化剂产品大全Word下载.docx
-
12 环境问题的产生及其危害Word格式文档下载.docx
-
生日派对主持词开场白台词整理Word文件下载.docx
-
给排水注册工程师初级Word下载.docx
-
XX年医院工作总结范文4篇Word文件下载.docx
-
工程防沉降方案Word下载.docx
-
110kV及以上电力电缆敷设施工方法Word格式.docx
-
精华讲义数学北师大版六年级下册圆柱和圆锥Word文档格式.docx
-
去工厂参观心得体会Word格式文档下载.docx
-
幼儿园教师园本培训心得体会docWord格式.docx
-
房地产陷入财务危机探讨房地产论文建筑论文Word文档下载推荐.docx
-
全科医生培训细则docWord格式.docx
-
工程经济学案例分析Word文档格式.docx
-
工程进度款支付申请表资料讲解Word下载.docx
-
地下车库地面施工方案Word文件下载.docx
-
建行签约常见问题解决方法Word格式文档下载.docx
-
幼儿园园长上任讲话Word文档格式.docx
