 项目钢结构施工流程展示牌.docx
项目钢结构施工流程展示牌.docx
- 文档编号:20138446
- 上传时间:2023-04-25
- 格式:DOCX
- 页数:9
- 大小:495.39KB
项目钢结构施工流程展示牌.docx
《项目钢结构施工流程展示牌.docx》由会员分享,可在线阅读,更多相关《项目钢结构施工流程展示牌.docx(9页珍藏版)》请在冰豆网上搜索。
项目钢结构施工流程展示牌
钢结构施工流程展示牌
一、缅中心—酒店及酒店公寓结构简介
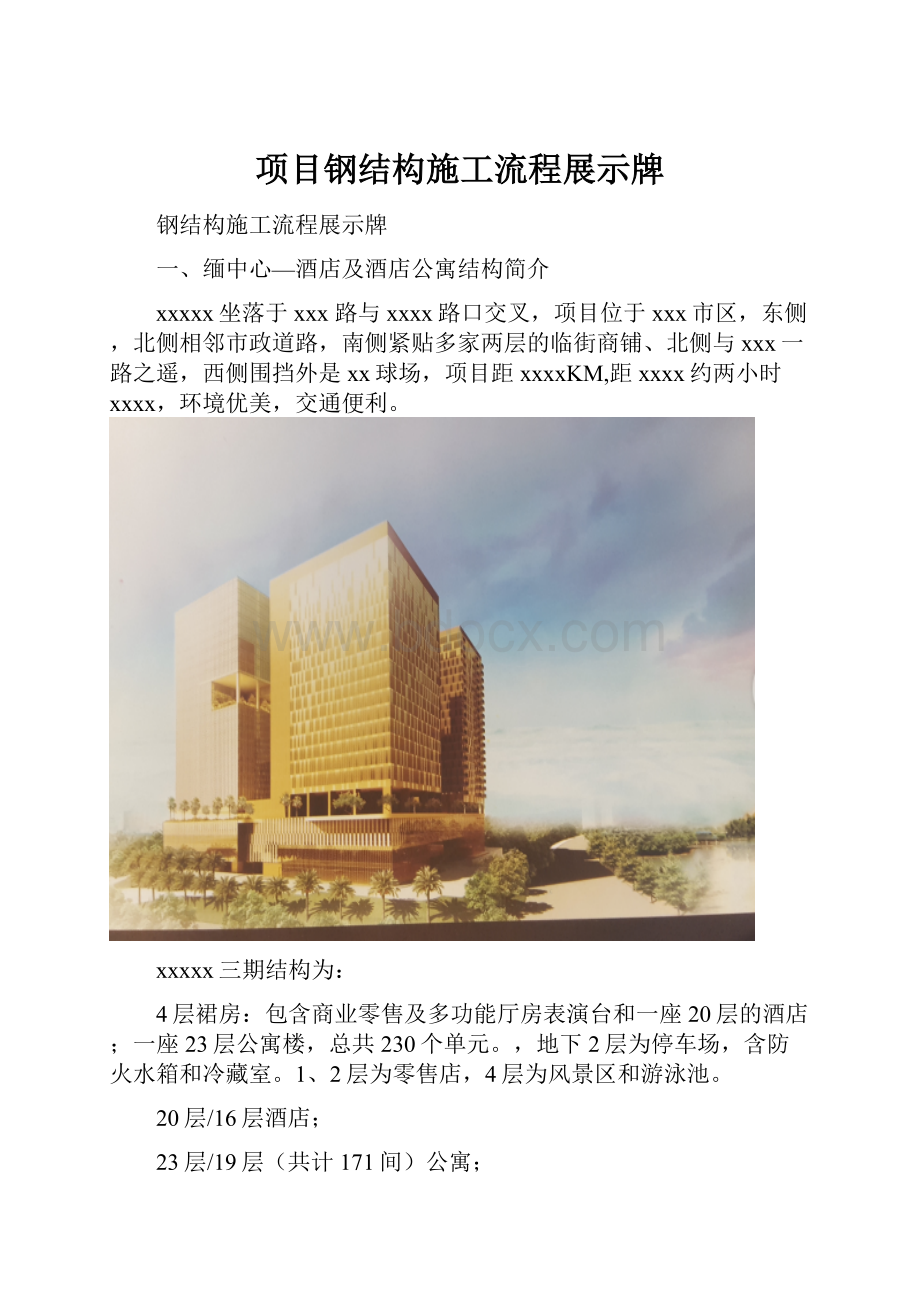
xxxxx坐落于xxx路与xxxx路口交叉,项目位于xxx市区,东侧,北侧相邻市政道路,南侧紧贴多家两层的临街商铺、北侧与xxx一路之遥,西侧围挡外是xx球场,项目距xxxxKM,距xxxx约两小时xxxx,环境优美,交通便利。
xxxxx三期结构为:
4层裙房:
包含商业零售及多功能厅房表演台和一座20层的酒店;一座23层公寓楼,总共230个单元。
,地下2层为停车场,含防火水箱和冷藏室。
1、2层为零售店,4层为风景区和游泳池。
20层/16层酒店;
23层/19层(共计171间)公寓;
二、钢结构主材价格确定
钢材每月价格按xxxx市场三方(发包方、承包方、分包方)询价为准。
三、钢结构生产加工流程
H型钢构件加工制作工艺流程
1、喷砂除锈,钢板拼接
采购的钢板若长度不够,应进行钢板拼板。
钢板对接只允许长度方向对接。
钢板拼接、对接应在平台上进行,拼接之前需要对平台进行清理;将有碍拼接的杂物、余料、码脚等清除干净。
2、钢板矫平
下料切割前需要对进行矫平,采用矫平机对钢板进行矫平,矫平的目的是消除钢板的残余变形和减少轧制内应力,从而减少制造过程中的变形。
3、下料切割
下料切割采用数控自动火焰切割下料;钢板还必须进行检验和探伤,确认合格后才准切割。
为保证切割板材的边缘质量,防止产生条料的变形,不产生难以修复的侧向弯曲,从板两面同时垂直下料,使板的两边同时受热。
4、钢板二次矫平
下料好的条形钢板,由于在下来过程中可能会产生变形,要做好二次矫平。
5、T型组立
组立主要是指焊接H型钢埋弧焊前的点焊定位固定。
焊接H型钢翼缘板与腹板的T型接头采用液压门式组立机进行组装。
为防止在焊接时产生过大的角变形,拼装可适当用斜撑进行加强处理,斜撑间隔视H型杆件的腹板厚度进行设置。
6、7、H型钢组立
H型钢组立在进口H型钢生产线上组立,四个液压定位系统顶紧H型钢构件的上下翼缘板和腹板上进行定位;调节翼缘板的平行度和翼板和腹板的垂直度然后固定;固定焊接采用CO2气体保护焊。
8、H型钢埋弧焊
H型组立拼装好后吊入龙门式埋弧自动焊机上进行焊接。
焊接时,必须尽量避免焊接绕曲变形,按规定的对称焊接顺序及焊接规范参数进行施焊。
对于钢板较厚的杆件焊前要求预热,采用陶瓷电加热器进行,预热温度按对应的要求确定
9、H型矫正
焊接完成后的H型钢,由于焊缝收缩常常引起翼缘板弯曲甚至粱整体扭曲,因此必须通过矫正机进行矫正。
H型钢的焊接角变形采用H型钢矫正机进行机械矫正。
10、装焊连接板
在H型钢梁组装、焊接过程中,由于零件的焊缝对构件主体长度及宽度会有一定的影响,因此,在零件组装过程中,应预先考虑该收缩量对零件位置的影响,即在零件定位划线时,对其定位尺寸应加上焊缝收缩余量。
11、、端面铣加工
端面铣加工采用专用端面铣加工设备进行机加工,端面铣加工主要是为下道拼接、焊接、钻孔等作基准加工。
12、钻孔、锁口
所有需要钻孔H型杆件必须全部采用三维数控锯钻进行钻孔、锁口。
在进行钢梁三维数控钻床螺栓孔加工时,由于螺栓孔为正圆柱形,所以孔垂直与钢板表面的倾斜度应小于1/20,并孔周边应无毛刺、破裂、喇叭口或凹凸的痕迹等,切屑应进行清除干净。
箱型构件加工制作工艺流程
1、钢板拼接
采购的钢板若长度不够,应进行钢板拼板。
钢板对接只允许长度方向对接。
钢板拼接、对接应在平台上进行,拼接之前需要对平台进行清理;将有碍拼接的杂物、余料、码脚等清除干净。
2、钢板矫平
下料切割前需要对进行矫平,采用矫平机对钢板进行矫平,矫平的目的是消除钢板的残余变形和减少轧制内应力,从而减少制造过程中的变形。
3、下料切割
下料切割采用数控自动火焰切割下料;钢板还必须进行检验和探伤,确认合格后才准切割。
为保证切割板材的边缘质量,防止产生条料的变形,不产生难以修复的侧向弯曲,从板两面同时垂直下料,使板的两边同时受热。
4、钢板二次矫平
下料好的条形钢板,由于在下来过程中可能会产生变形,要做好二次矫平。
5、底板定位
利用装配样板以顶端端面铣削位置作为基准,在下翼板及两块腹板的内外侧划出隔板等装配用线及电渣焊孔位置并打样冲眼,划出中心线、边缘加工线。
6、隔板组装
在组装胎架上把划好线的下翼板置于胎架上,把已装配好的内隔板定位在下翼板之间,装配间隙不得大于0.5mm,定位好后,检验内隔板垂直度,内隔板与下翼缘板的外垂直度不得大于1mm;内隔板安装采用分步退装法进行,从中间向两端对称安装进行,内间隔板每安装两块,即对称先进行内横隔板与下翼板之间的平焊。
7、板装配
装配两侧腹板,使隔板对准腹板上所划线的位置,翼板与腹板之间的垂直度不得大于b/500(b为板长);
8、翼缘组装
箱型柱U型组立后,按设计要求自检内隔板的尺寸、焊缝、和电渣焊衬板的尺寸等进行全面检查,合格后填写“隐蔽工程记录”,同时还要检查箱型柱是否有扭曲变形,如发现有扭曲变形应立即调整。
所有控制项目符合要求后,将最后一块翼板与槽形组装。
9、盖板焊接
箱型构件焊接主要是四条主焊缝的焊接,焊接采用门式全自动埋弧焊,两条焊缝同时、同一方向、同一焊接电流施焊。
焊接后需要对其进行矫正,由于构件钢板比较厚,主要采取焊后局部加热退火消除产生的集中应力。
10、端面铣削
端面铣加工采用专用端面铣加工设备进行机加工,箱型端面铣加工主要是为下道拼接、焊接作基准加工
11、构件除锈
整体箱型构件完成后进行除锈、涂装。
除锈主要采用抛丸除锈工艺方法,在全自动、全封闭的抛丸除锈机中进行。
四、钢结构现场安装
1.地脚螺栓施工
本工程箱形柱均采用M24地脚螺栓与混凝土基础连接固定。
地脚螺栓预埋的精度,直接影响到后续钢柱的安装定位准确度,因此,对地脚螺栓采取有效的定位措施,是钢结构安装质量的保证。
(1)地脚螺栓的定位要求
由于地脚螺栓的预埋精度直接关系到后续柱的安装定位质量,地脚螺栓的安装精度应严格符合《钢结构工程质量验收规范》GB50205-2001的要求。
具体如下:
序号
项目
允许偏差(mm)
1
建筑物定位轴线
3.0
2
基础上柱定位轴线
1.0
3
基础支承面标高
±2.0
4
地脚螺栓(锚栓)偏移
2.0
(2)地脚螺栓的安装流程
(3)定位架的制作
地脚螺栓安装精度要求高,为保证地脚螺栓安装精度,在地脚螺栓安装过程中采用定位架进行定位。
1)定位架制作要求:
地脚螺栓定位架角钢采用肢宽为螺栓直径的3~3.5倍,肢厚为相应型号中最厚者。
地脚螺栓定位板的制作由制作厂制作完成加工,定位钢板螺栓孔径比其穿过螺栓直径大2mm。
2)地脚锚栓定位架制作效果见图。
(4)地脚螺栓的安装工艺
工序
地脚螺栓安装方法
地脚螺栓安装工艺
1
在绑扎完毕的基础面筋上测设出对应螺栓组十字中心线的标志,并在螺栓组对应定位钢板上定位出螺栓组十字中心线。
2
定位钢板置于基础面筋上,使定位钢板的十字丝与面筋上十字丝标志对齐,找正找平,初步固定。
3
将地脚螺栓插入定位钢板螺栓孔内,将螺杆上部用螺帽初步固定,并找正复核,把螺栓顶部全部调整到设计要求标高。
4
待中心轴线与标高效验合格后,用钢筋把底部主筋和定位钢板焊接牢固。
并在螺栓螺纹部分涂上黄油,包上油纸,并加套管保护。
2.钢结构总体施工流程
第一步:
履带吊将钢柱从堆场吊至安装位置并安装
第二步:
履带吊安装地下室钢柱
焊接工艺流程
施工步骤
施工内容
图示
1
固定安全扶手绳
2
清理钢梁摩擦面,并配备安装螺栓及连接板
3
挂钩,采用一钩多吊方式起吊
4
安装下层钢梁,使用撬棍调整,对齐螺栓孔
5
穿入安装螺栓临时固定
6
按相同的方法,安装中层钢梁
7
按相同的方法,安装上层钢梁
8
用高强螺栓替换安装螺栓并初拧,终拧高强螺栓并补涂整个节点区域油漆封闭
第九步:
依次施工,裙房钢结构完成
第十步:
安装塔吊扶墙并继续施工钢结构
第十一步:
塔吊顶升后继续施工
第十二步:
依次完成酒店及公寓钢结构施工
第十三步:
钢结构施工完成
第十四步:
完成土建等其他结构,拆除塔吊,施工完成。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 项目 钢结构 施工 流程 展示
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《地质测量图绘制细则》.docx
《地质测量图绘制细则》.docx
-
《大学生健康教育教程》考试题库500题DR含答案.docx
-
《黄鹤楼送孟浩然之广陵》字词注释.docx
-
《葱爆羊肉》概要.docx
-
《面向对象程序设计》C++综合练习学生版.docx
-
《化学反应工程》课程综合复习资料.docx
-
《社会心理》网上形考参考答案.docx
-
《轮扣式支架》模板施工方案.docx
-
《团委新成员大会主持稿1》.docx
-
《三峡学典》思品七上.docx
-
《有效备课上课听课评课》读书笔记.docx
-
《土地的誓言》导学案.docx
-
1汽车维修专业人才需求调研报告.docx
-
《应用文写作》教学设计.docx
-
1级三相费控智能电能表技术规范.docx
-
17#楼机房层模板施工方案.docx
-
《稻草人》精彩读书笔记精选多篇doc.docx
-
《机械制造工艺与装备》复习资料.docx
-
《木兰从军》教案.docx
-
《神奇的毛细现象》.docx
-
《围城》读书心得精选范文1000字5篇.docx
-
《幼儿园是我家》大班教案.docx
-
1资产负债表变动情况的分析评价.docx
-
5s活动总结报告5s总结报告2篇.docx
-
《当代学生》初中文言文阅读训练篇.docx
-
《机械制造工艺学》电子教案.docx
-
《民事案件案由规定》物权纠纷案由的理解与适用.docx
-
《社会学研究方法学习心得5篇范文》.docx
-
《外商投资企业联合年检报告书》填写要求和指标说明.docx
-
《幼儿园课程论》形成性考核册答案27497.docx
-
1在直接影响物价水平的诸多因素当中.docx
-
10套普通话练习材料.docx
-
届高考英语完形填空训练03 新课标全国卷真题含答案.docx
-
届四川省泸州市高三第二次诊断性考试理科综合.docx
-
沟通技巧.docx
-
金刚坡下山斋中的傅抱石.docx
-
股语心愿.docx
-
荆轲刺秦王测习题.docx
-
关于扫除力读书心得5篇.docx
-
精品解析全国市级联考河南省郑州市届高三下学期第三次模拟考试英语试题原卷版.docx
-
管理学基础中央电大专科考试小抄.docx
-
精细化成本管理.docx
-
广东省地理学业水平考试 模拟题4.docx
-
焊接结构课程设计指导书.docx
-
精选审批稿农业科技生态园工程项目建设投资总体规划书.docx
-
九年级健康教育课教案.docx
-
杭州市科学模拟卷 42.docx
-
九年级中考物理考点基础强化练透镜及应用.docx
-
合同电量转让doc.docx
-
旧桥拆除安全技术交底.docx
-
湖北省黄冈市中考历史试题.docx
