 精梳说明.docx
精梳说明.docx
- 文档编号:20114442
- 上传时间:2023-04-25
- 格式:DOCX
- 页数:16
- 大小:393.91KB
精梳说明.docx
《精梳说明.docx》由会员分享,可在线阅读,更多相关《精梳说明.docx(16页珍藏版)》请在冰豆网上搜索。
精梳说明
7.1性能特征
落棉率
根据原棉纤维中的短纤维含量。
8-25%
喂入方式:
取决于落棉率。
前进给棉/后退给棉
喂入长度:
每个精梳周期(钳次)4.3-5.9毫米
棉条定量:
输出3-6ktex
rpm钳速:
锡林轴转速400-500分钟-1
牵伸系统压力:
每个上罗拉的负荷650-900n
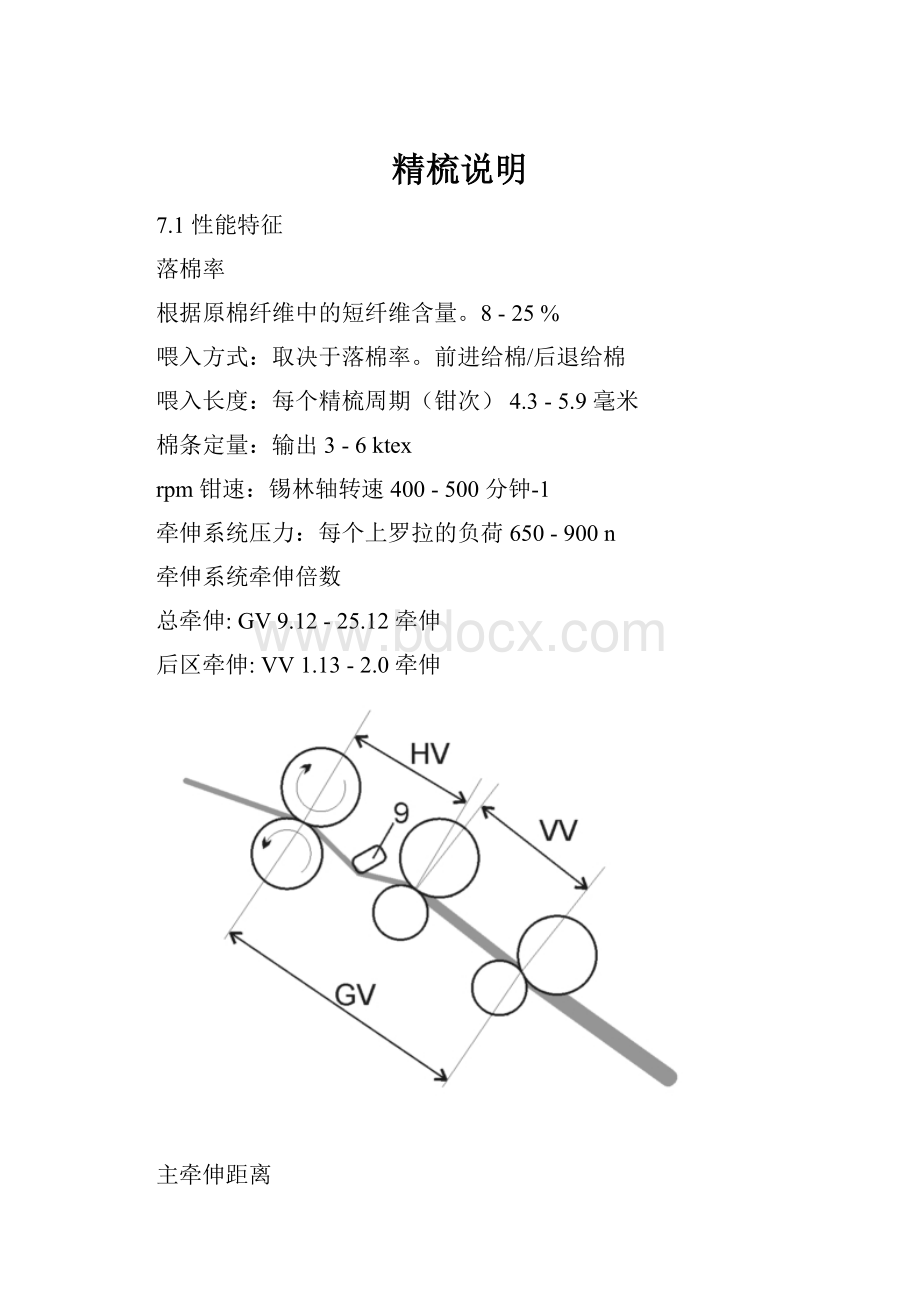
牵伸系统牵伸倍数
总牵伸:
GV9.12-25.12牵伸
后区牵伸:
VV1.13-2.0牵伸
主牵伸距离
钳持点距离
夹持线隔距,页码1/37
设置范围41-60mm
隔距"A"握持距减去41mm
钳持线距离的计算公式,页码1/37
后区牵伸距离
钳持点距离
夹持线隔距,页码1/37
设置范围44-66mm
隔距"B"握持距减去44mm
钳持线距离的计算公式,页码1/37
后区牵伸距离设置规则:
比主牵伸距离大8-10mm
7.3尺寸
在标尺寸图纸上显示配置条筒直径为600毫米,带有SERVOtrolley半自动运输系统和第二个空筒的空筒推入装置。
7.4机器消耗
7.4.1能源消耗
精梳机的平均能耗(使用中央吸风系统时)
电源频率:
50Hz
工作速度:
500钳握持数/分钟
3.7kW
电源频率:
60Hz
工作速度:
500钳握持数/分钟
4.03kW
7.4.2压缩空气消耗
精梳机的压缩空气消耗量
供给气压:
min.7巴
0.4米³小时
7.4.3压缩机空气的质量标准
要求:
ISO8573-1等级3
压缩空气湿度
露点-20°C
压缩空气杂质
杂质,定量max.5mg/m³
杂质,定性允许的微粒大小max.5μ
压缩空气含油量
喂入空气max.1.0mg/m³
技术数据
7.4.4排气、中央吸风装置
排气接管直径:
排气接管直径300mm
尾气和落棉所需的吸风速度。
由外部吸风装置(4)产生和吸入,供应每台精梳机的负压和空气量。
负压:
250N/m²0.8m³s
7.4.5棉条吸风装置排气(可选配的棉条吸风装置)
吸风管直径(D)
吸风管直径(D)80毫米
需要功率
按照滑阀测出。
负压:
150牛顿/米²0.08米³秒
技术数据
7.4.6ROBOlap吸风装置(配置ROBOlap自动换卷和自动棉卷接头系统)
直径:
残余棉网吸风连接
直径:
残余棉网吸风连接220毫米
残余棉网吸风所需的吸风功率
机器上棉卷更换时的最小空气量
负压:
1200牛顿/米²min.0.5米³秒
7.4.8条筒测量和条筒弹簧的力量
要求:
条筒测量和条筒弹簧的力量是良好的棉条储存的不可缺少的因素。
弹簧力量必须相当于可以喂进条筒里的重量。
较细的棉维丝这些值就高一些。
容积相同时,精梳过的棉条要比梳理过的重,因此不能将梳棉机的纺丝条筒用于精梳机。
条筒测量
直径(d)与配置的条筒直径有关
C:
条筒台25毫米
D:
直径600毫米
D:
直径1000毫米
小时:
条筒高度1200毫米
条筒弹簧的作用力
对于条筒直径为600毫米的机型:
355n
对于条筒直径为1000毫米的机型:
580n
7.4.9原材料,纤维长度
要求:
精梳机仅用于原棉精梳。
原料纤维长度
纤维长度1-1½"
备查max.1¾"
应用范围只可加工纯棉。
技术数据
7.4.10小卷定量
棉絮定量
喂入棉絮定量
棉絮定量60-80ktex
7.4.11棉卷性能
准备工作/棉卷特性
准备工作:
UNIlap必须装备有一台绒头聚缩装置。
棉絮的起点:
棉絮宽度必须得到聚缩
7.4.12分离上罗拉
橡胶胶圈和芯层尺寸
芯层长度:
(t)412.6毫米
胶圈长度:
(米)348毫米
轴颈长度:
(z)27.5毫米
外径:
(1)23.0-24.5毫米
内芯直径:
(2)15.92毫米
轴颈直径:
(3)10毫米
胶圈特性
橡胶胶圈硬度65ShA
橡胶胶圈颜色:
褐色
生产商名称Br.ckerHA65S
7.4.13输出上罗拉
胶圈和芯层尺寸
芯层长度:
(t)417毫米
胶圈长度:
(米)336毫米
轴颈长度:
(z)30毫米
外径:
(1)40.0-45.0毫米
内芯直径:
(2)29.95毫米
轴颈直径:
(3)12毫米
胶圈特性
橡胶胶圈硬度80ShA
橡胶胶圈颜色黄色
生产商名称BräkerHA80DE
7.4.14输送-压力辊(配置ROBOlap自动换卷和自动棉卷接头系统)
胶圈和芯层尺寸
芯层长度:
(t)417毫米
胶圈长度:
(米)336毫米
轴颈长度:
(z)30毫米
外径:
(1)40.0-45.0毫米
内芯直径:
(2)29.95毫米
轴颈直径:
(3)12毫米
胶圈特性
橡胶胶圈硬度80ShA
橡胶胶圈颜色黄色
生产商名称BräkerHA80DE
7.4.15牵伸系统上罗拉
内芯尺寸,输入和中间上罗拉
芯轴长度:
(t)253mm
涂层长度:
(m)200mm
销栓长度:
(z)23mm
芯轴直径:
(2)26mm
销栓直径:
(3)15mm
内芯尺寸,输出上罗拉
芯轴长度:
(t)253mm
涂层长度:
(m)200mm
销栓长度:
(z)23mm
芯轴直径:
(2)30mm
销栓直径:
(3)15mm
外套外径
输出上罗拉:
(1A)42-45mm
输入上罗拉:
(1E)36-39mm
7.4.16牵伸系统喂入和中间罗拉,皮辊胶圈(标准)
涂层特性
橡胶涂层硬度83ShA
橡胶涂层颜色灰色
制造商名称ArmstrongJ-490-A
7.4.17牵伸系统-输出,皮辊胶圈(标准)
胶圈特性
橡胶胶圈硬度65ShA
橡胶胶圈颜色褐色(红-褐色)
生产商名称BräkerHA65S
7.4.18牵伸系统-输出,皮辊胶圈(可选)
要求:
如果皮辊胶圈向棉卷倾斜,可以用这个可选胶圈进行工作。
胶圈特性
橡胶胶圈硬度70Sha
橡胶胶圈颜色褐色
生产商名称ArmstrongMe-670-A
7.5排放
7.5.1符合ISO4871的声波辐射宣言。
E80精梳机的标称声波能级(A级评估)
运行状态:
小卷定量:
78ktexLWAd(参考功率1pW)
钳次:
405/分钟102.5+3dB
钳次:
450/分钟104+3dB
钳次:
500/分钟105.5+3dB
测量标准:
ISO9902标准;测量隔距1m;声压级计算公式:
Lm+K,Lm:
典型平均值;
K=3dB(安全附加值);测量日期2007-05-31
E80精梳机的标称声压级(A级评估)
运行状态小卷定量:
78ktexLpAd(参考压力20μPa)
钳次:
405/分钟83+3dB
钳次:
450/分钟84.5+3dB
钳次:
500/分钟86+3dB
测量标准:
ISO9902标准;测量隔距1m;声压级计算公式:
Lm+K,Lm:
典型平均值;
K=3dB(安全附加值);测量日期2007-05-31
2传动布置
2.1配置ROBOlap自动换卷和自动棉卷接头系统
提示:
以下注明的所有调整参数均可通过变速齿轮在驱动机头内和精梳工位位置上进行调整。
提示:
图示位置(3):
(续图)传动布置图“输出”
2.2配置手动换卷系统
提示:
可以通过变速齿轮来调整下列参数。
提示:
图示位置(3):
(续图)传动布置图“输出”
2.3输出单元
提示:
可以通过变速齿轮来调整下列参数。
4表
4.1部件更换位置列表
喂入长度列表
喂入长度必须满足各纤维长度要求。
喂入长度对于质量和数量优先是一个非常重要的参数。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 说明
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #全自动电容电感测试仪.docx
#全自动电容电感测试仪.docx
-
《 运筹学 》课程教学大纲共12页.docx
-
《边城》论文.docx
-
《光曲》时教学设计.docx
-
《环境生物学孔繁翔》课后习题答案.docx
-
《建筑施工技术》复习题集与答案知识分享.docx
-
《理论力学B》课程教学大纲.docx
-
《农村社会基层治理危机的预防与对策基于广西的实证分析》申报书第十二届挑战杯.docx
-
《信息诚信校园》.docx
-
《中小学教室照明设计规范》之欧阳数创编.docx
-
《从愚昧到科学科学技术简史》.docx
-
1监理基本工作.docx
-
03岁早教亲子活动.docx
-
05秋第三次作业第678章.docx
-
《安全生产培训管理办法》国家安监总局令第44号施行.docx
-
《护理学基础》复习题.docx
-
《煤矿安全规程》安全考试复习题.docx
-
《嵌入式操作系统》实验报告.docx
-
《生产过程危险和有害》 T.docx
-
《危机传播管理》完整笔记胡百精.docx
-
《24噪音管理控制程序》.docx
-
《不倒翁》教案最新.docx
-
《大学生恋爱与性健康》期末考试满分.docx
-
《轨道工程》课程设计任务书.docx
-
《小学数学探究性学习的研究》数学课题申报表.docx
-
《会计电算化》培训班讲义第三节.docx
-
1 实习基本情况概述.docx
-
《亮剑》观后感15篇.docx
-
《保险学概论》网考题库判断题.docx
-
《叛逆不是孩子的错》读后感心得体会.docx
-
《枫树上的喜鹊》优秀教案13.docx
-
《管理信息系统》模拟试题及练习题含答案.docx
-
住宅地下车库电缆敷设安装方法.docx
-
造价清单常用表格.docx
-
作文.docx
-
装饰材料木材种类2.docx
-
中美建筑电厂防火防爆.docx
-
歇后语坐飞机放广播.docx
-
张小娴《我终究是爱你的》经典语录.docx
-
铸造用呋喃树脂砂.docx
-
新概念英语第二册词汇与短语之欧阳理创编.docx
-
子顶山风机变压器报告.docx
-
写朋友的初中作文900字.docx
-
中小学各级安全责任书.docx
-
长期股权投资课件例题Word版.docx
-
专业技术人员创新能力培养与提高培训考试复习题及答案.docx
-
新公文格式.docx
-
心理健康教育案例.docx
-
中学生青春期心理健康教育.docx
-
自学考试03617《采购与供应链案例》历年真题及答案汇总.docx
-
心灵造句.docx
