 0系列和0I系列高速高精度加工.docx
0系列和0I系列高速高精度加工.docx
- 文档编号:20103789
- 上传时间:2023-04-25
- 格式:DOCX
- 页数:60
- 大小:35.30KB
0系列和0I系列高速高精度加工.docx
《0系列和0I系列高速高精度加工.docx》由会员分享,可在线阅读,更多相关《0系列和0I系列高速高精度加工.docx(60页珍藏版)》请在冰豆网上搜索。
0系列和0I系列高速高精度加工
1.先行控制
(1)系統參數
#7
#6
#5
#4
#3
#2
#1
#0
No.9925
ZEELAG
FWSUP
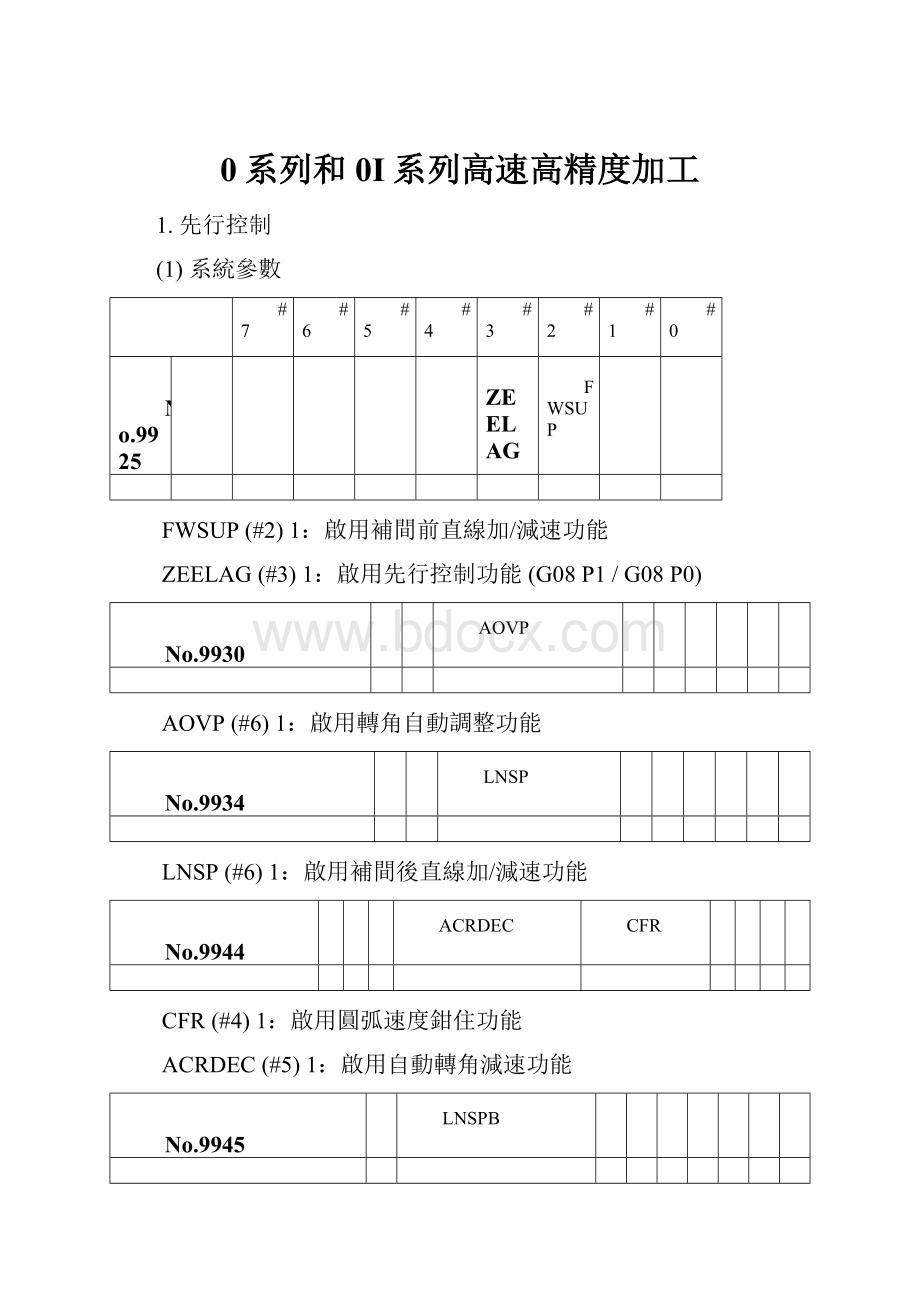
FWSUP(#2)1:
啟用補間前直線加/減速功能
ZEELAG(#3)1:
啟用先行控制功能(G08P1/G08P0)
No.9930
AOVP
AOVP(#6)1:
啟用轉角自動調整功能
No.9934
LNSP
LNSP(#6)1:
啟用補間後直線加/減速功能
No.9944
ACRDEC
CFR
CFR(#4)1:
啟用圓弧速度鉗住功能
ACRDEC(#5)1:
啟用自動轉角減速功能
No.9945
LNSPB
LNSPB(#7)1:
啟用補間後鐘形加/減速功能
No.9952
AOBEL
AOBEL(#0)1:
啟用快速位移鐘形加/減速功能
No.9954
DFCLB
DFCLB(#7)1:
啟用雙位置回授功能(使用分離式檢出器)
No.9978
FSUPB
FSUPB(#7)1:
啟用補間前鐘形加/減速功能
(2)伺服馬達剛性相關參數
參數號碼
意義
大型機器
中型機器
小型機器
備註
517,512~513
位置增益(有第4軸設512~514)
3500
~4000
~5000
8X21
負載慣性比(速率回饋增益)
512
256
256
☆1
8X66
250μs加速度回授
0~-20
0~-10
0~-10
☆1:
於機器不會振動時,應盡可能提高參數8X21之設定值。
(通常為振動值之70%)
一般而言,可設定參數8X66以提高發振界線,但是也有例外的情況。
(3)提高伺服馬達剛性之其他相關參數
參數號碼
設定值
意義
備註
8X03#2
依實際情況而定
Observerfunction有效(抑制振動)
8X03#3
依實際情況而定
速度控制方式使用I-P/P-I
8X03#4
依實際情況而定
N-pulse抑制機能(抑制振動)
8X06#4
依實際情況而定
1ms加速度回授機能
8X43
依實際情況而定
速度回路積分增益(PK1V)
8X44
依實際情況而定
速度回路積分增益(PK2V)
8X47
依實際情況而定
Observer係數(POA1)
8X50
依實際情況而定
Observer係數(POK1)
8X51
依實際情況而定
Observer係數(POK2)
8X67
1100~2300
濾波器(抑制運動中振動)
(4)加減速之其他相關參數
參數號碼
單位
高剛性
低剛性
意義
備註
45#3
Bit
1
補間後直線加減速有效
635
msec
48
72
補間後直線加減速時間常數
393#0
Bit
1
自動轉角減速有效
395#6
Bit
1
補間前加減速為B型態
485
mm/min
10000
10000
補間前加減速之最大進給率
486
msec
500
1000
補間前加減速時間常數(所需時間)
395#2
Bit
1
先行制御補間後直線加減速有效
879
msec
48
72
先行制御補間後直線加減速時間常數
395#3
Bit
1
依速度差做轉角減速
482
mm/min
300
依速度差做轉角減速後的速度
483
mm/min
300
230
依速度差做轉角減速兩單節間之速度差
487
mm/min
300
先行制御自動轉角減速時的速度
8X05#1
Bit
1
Feedforward有效(前饋控制)
8X68
0
一般模式速度Feedforward係數
8X69
依實際情況而定
53
先行制御速度Feedforward係數
☆2
8X92
依實際情況而定
3254
先行制御位置增益的Feedforward係數
☆3
495
mm/min
2450
1730
圓弧半徑速度鉗住之最大進給率(Vmax)
496
mm/min
100
100
圓弧半徑速度鉗住之最小進給率(Vmin)
863
μm
5000
5000
圓弧半徑速度鉗住之半徑值(R=5mm)
952~955
msec
依實際情況而定
32~120
快速位移之鐘形加減速時間常數(T2)
(T1為參數號碼522~525)
399#2
Bit
0
快速位移時Feedforward有效
390#7
Bit
1
DNC預讀緩衝器128位元組
☆4
2.AI先行控制
(1)系統參數
#7
#6
#5
#4
#3
#2
#1
#0
No.9925
ZEELAG
FWSUP
FWSUP(#2)1:
啟用補間前直線加/減速功能
ZEELAG(#3)1:
啟用先行控制功能(G08P1/G08P0)
No.9930
AOVP
AOVP(#6)1:
啟用轉角自動調整功能
No.9934
LNSP
LNSP(#6)1:
啟用補間後直線加/減速功能
No.9944
ACRDEC
CFR
CFR(#4)1:
啟用圓弧速度鉗住功能
ACRDEC(#5)1:
啟用自動轉角減速功能
No.9945
LNSPB
LNSPB(#7)1:
啟用補間後鐘形加/減速功能
No.9952
AOBEL
AOBEL(#0)1:
啟用快速位移鐘形加/減速功能
No.9954
DFCLB
DFCLB(#7)1:
啟用雙位置回授功能(使用分離式檢出器)
No.9972
AICC
AICC(#7)1:
啟用AICC功能(G05.1Q1/G05.1Q0)
No.9978
FSUPB
FSUPB(#7)1:
啟用補間前鐘形加/減速功能
(2)伺服馬達剛性相關參數
參數號碼
意義
大型機器
中型機器
小型機器
備註
1825
位置增益
3500
~6000
~8000
2021
負載慣性比(速率回饋增益)
512
256
256
☆
2066
250μs加速度回授
0~-20
0~-10
0~-10
2017#7
速度迴路比例項高速處理
1
1
1
☆:
於機器不會振動時,應盡可能提高參數2021之設定值。
(通常為振動值之70%)
一般而言,可設定參數2066或2017#7以提高發振界線,但是也有例外的情況。
(3)提高伺服馬達剛性之其他相關參數:
參考第4.章
參數號碼
設定值
意義
備註
2003#2
依實際情況而定
Observerfunction有效(抑制振動)
2003#3
依實際情況而定
速度控制方式使用I-P/P-I
2003#4
依實際情況而定
N-pulse抑制機能(抑制振動)
2006#4
依實際情況而定
1ms加速度回授機能
2043
依實際情況而定
速度回路積分增益(PK1V)
參數號碼
設定值
意義
備註
2044
依實際情況而定
速度回路積分增益(PK2V)
2047
依實際情況而定
Observer係數(POA1)
2050
依實際情況而定
Observer係數(POK1)
2051
依實際情況而定
Observer係數(POK2)
2067
1100~2300
濾波器(抑制運動中振動)
(4)加減速之其他相關參數
參數號碼
單位
高剛性
低剛性
意義
備註
1601#2
Bit
0
切削進給各單節間不執行Overlap
1601#4
Bit
0
快速位移各單節間不執行Overlap
1601#5
Bit
0
減速時不執行到位檢查
1601#6
Bit
1
使用自動轉角減速功能
1602#0
Bit
1
補間前加減速為B型態
1602#2
Bit
1
自動轉角調整功能亦可變更外圓弧之速率
1602#4
Bit
1
依速度差執行自動轉角加減速
1602#6
Bit
1
先行制御之加減速為直線型
3403#0
Bit
1
圓弧補間時半徑精度誤差改善
無此參數
1602#6,#3
Bit
依實際情況而定
AICC補間後加減速為:
[0,0]=指數型,
[1,0]=線性,[0,1]=鐘型
1603#6
Bit
1
AICC模式時,快速位移之加減速為:
[0]=線性,[1]=鐘型
1603#7
Bit
依實際情況而定
AICC補間前加減速為:
[0]=線性,
[1]=鐘型(參數1772設定有效)
1770
mm/min
10000
10000
AI補間前加減速之最大進給率
1771
msec
500
1000
AI補間前加減速時間常數T1
1772
msec
0~24
AI補間前鐘型加減速時間常數T2
1768
msec
24
32
補間後加減速時間常數
1780
mm/min
400
300
依速度差做轉角減速(補間前線性加減速)
1783
mm/min
400
300
依速度差做轉角減速(補間前線性加減速)
各軸分別設定
1800#3
Bit
0
Feedforward只有G01有效
2005#1
Bit
1
Feedforward有效(前饋控制)
2068
0
一般模式速度Feedforward係數
2069
依實際情況而定
50~100
先行制御速度Feedforward係數
2092
依實際情況而定
9500~9850
先行制御位置增益的Feedforward係數
1730
mm/min
3500
2400
圓弧半徑速度鉗住之最大進給率(Vmax)
1731
μm
5000
圓弧半徑速度鉗住之半徑值(R=5mm)
1732
mm/min
100
圓弧半徑速度鉗住之最小進給率(Vmin)
1740
mdeg
0~180000
執行自動轉角減速之兩單節間角度差異
180000
2007#6
Bit
依實際情況而定
Fine加減速無效/有效(參考第4.章)
1432
mm/min
7000~10000
AICC模式時之各軸最高切削進給速率
1785
msec
400
800
AICC模式時最高切削速率之加速時間常數
1620
msec
依實際情況而定
各軸快速位移鐘型加減速時間常數T1
100~250
1621
msec
依實際情況而定
各軸快速位移鐘型加減速時間常數T2
24~96
1622
msec
依實際情況而定
切削補間後加減速時間常數
16~48
參數號碼
單位
高剛性
低剛性
意義
備註
1630
mm/min
10000
補間前加減速之最大進給率
1631
msec
500
1000
補間前加減速時間常數
1710
%
1~100
自動轉角調整於內圓弧切削之最小減速比
1711
Deg
91
自動轉角調整之內轉角確認角度
1712
%
50
自動轉角調整之內轉角的調整量
1713
0.01mm
200
自動轉角調整之起始點調整長度
1714
0.01mm
250
自動轉角調整之結束點調整長度
1777
mm/min
300
先行制御之自動轉角減速的最低速度
1778
mm/min
300
自動轉角減速的最低速度(補間前加減速)
1779
mdeg
0~180000
於先行制御時,執行自動轉角減速之兩
單節間角度差異
180000
1781
mm/min
200
速度差之自動轉角減速時各軸速度差異
允許值(補間後加減速)
1784
mm/min
0
補間前加減速時產生過行程警報時之速度
7051#3
Bit
1
指定剛性攻牙時,會關閉AICC模式
7053#0
Bit
視功能而定
設定G05.1Q1為0:
AICCnano,1:
AICC
7054#0
Bit
1
AICC時指定HPCC,若執行到HPCC不可執
行之指令時,NC將於AICC模式執行
7054#1
Bit
1
AICC模式時,快速位移型態是由參數號碼
1401#1選定
7054#3
Bit
0
AICC模式時,G27,G28,G30,G30.1和G53
指令視為正常模式
7055#0
Bit
1
AICC模式時,自動轉角調整和改變內圓進給
率為有效,外圓進給率之改變由1602#2設定
7055#2
Bit
1
於AICC時,尚未做原點複歸而指定G28於
AICC模式中,則AICC將會關閉再執行G28
3241~3247
Byte
-128~127
AICC模式閃爍字元,0=AICC
7061
0
AI模式DNC操作之單節重疊數(SP-AL64)
3.AICC
(1)系統參數
#7
#6
#5
#4
#3
#2
#1
#0
No.9925
ZEELAG
FWSUP
FWSUP(#2)1:
啟用補間前直線加/減速功能
ZEELAG(#3)1:
啟用先行控制功能(G08P1/G08P0)
No.9930
AOVP
AOVP(#6)1:
啟用轉角自動調整功能
No.9934
LNSP
LNSP(#6)1:
啟用補間後直線加/減速功能
No.9944
ACRDEC
CFR
CFR(#4)1:
啟用圓弧速度鉗住功能
ACRDEC(#5)1:
啟用自動轉角減速功能
No.9945
LNSPB
LNSPB(#7)1:
啟用補間後鐘形加/減速功能
No.9952
AOBEL
AOBEL(#0)1:
啟用快速位移鐘形加/減速功能
No.9954
DFCLB
DFCLB(#7)1:
啟用雙位置回授功能(使用分離式檢出器)
No.9972
AICC
AICC(#7)1:
啟用AICC功能(G05.1Q1/G05.1Q0)
No.9978
FSUPB
FSUPB(#7)1:
啟用補間前鐘形加/減速功能
(2)伺服馬達剛性相關參數
參數號碼
意義
大型機器
中型機器
小型機器
備註
1825
位置增益
3500
~6000
~8000
2021
負載慣性比(速率回饋增益)
512
256
256
☆
2066
250μs加速度回授
0~-20
0~-10
0~-10
2017#7
速度迴路比例項高速處理
1
1
1
☆:
於機器不會振動時,應盡可能提高參數2021之設定值。
(通常為振動值之70%)
一般而言,可設定參數2066或2017#7以提高發振界線,但是也有例外的情況。
(3)提高伺服馬達剛性之其他相關參數:
參考第4.章
參數號碼
設定值
意義
備註
2003#2
依實際情況而定
Observerfunction有效(抑制振動)
2003#3
依實際情況而定
速度控制方式使用I-P/P-I
2003#4
依實際情況而定
N-pulse抑制機能(抑制振動)
2006#4
依實際情況而定
1ms加速度回授機能
2043
依實際情況而定
速度回路積分增益(PK1V)
參數號碼
設定值
意義
備註
2044
依實際情況而定
速度回路積分增益(PK2V)
2047
依實際情況而定
Observer係數(POA1)
2050
依實際情況而定
Observer係數(POK1)
2051
依實際情況而定
Observer係數(POK2)
2067
1100~2300
濾波器(抑制運動中振動)
(4)加減速之其他相關參數
參數號碼
單位
高剛性
低剛性
意義
備註
1601#2
Bit
0
切削進給各單節間不執行Overlap
1601#4
Bit
0
快速位移各單節間不執行Overlap
1601#5
Bit
0
減速時不執行到位檢查
1601#6
Bit
1
使用自動轉角減速功能
1602#0
Bit
1
補間前加減速為B型態
1602#2
Bit
1
自動轉角調整功能亦可變更外圓弧之速率
1602#4
Bit
1
依速度差執行自動轉角加減速
1602#6
Bit
1
先行制御之加減速為直線型
3403#0
Bit
1
圓弧補間時半徑精度誤差改善
無此參數
1602#6,#3
Bit
依實際情況而定
AICC補間後加減速為:
[0,0]=指數型,
[1,0]=線性,[0,1]=鐘型
1603#6
Bit
1
AICC模式時,快速位移之加減速為:
[0]=線性,[1]=鐘型
1603#7
Bit
依實際情況而定
AICC補間前加減速為:
[0]=線性,
[1]=鐘型(參數1772設定有效)
1770
mm/min
10000
10000
AI補間前加減速之最大進給率
1771
msec
500
1000
AI補間前加減速時間常數T1
1772
msec
0~24
AI補間前鐘型加減速時間常數T2
1768
msec
24
32
補間後加減速時間常數
1780
mm/min
400
300
依速度差做轉角減速(補間前線性加減速)
1783
mm/min
400
300
依速度差做轉角減速(補間前線性加減速)
各軸分別設定
1800#3
Bit
0
Feedforward只有G01有效
2005#1
Bit
1
Feedforward有效(前饋控制)
2068
0
一般模式速度Feedforward係數
2069
依實際情況而定
50~100
先行制御速度Feedforward係數
2092
依實際情況而定
9500~9850
先行制御位置增益的Feedforward係數
1730
mm/min
3500
2400
圓弧半徑速度鉗住之最大進給率(Vmax)
1731
μm
5000
圓弧半徑速度鉗住之半徑值(R=5mm)
1732
mm/min
100
圓弧半徑速度鉗住之最小進給率(Vmin)
1740
mdeg
0~180000
執行自動轉角減速之兩單節間角度差異
180000
2007#6
Bit
依實際情況而定
Fine加減速無效/有效(參考第4.章)
1432
mm/min
7000~10000
AICC模式時之各軸最高切削進給速率
1785
msec
400
800
AICC模式時最高切削速率之加速時間常數
1620
msec
依實際情況而定
各軸快速位移鐘型加減速時間常數T1
100~250
1621
msec
依實際情況而定
各軸快速位移鐘型加減速時間常數T2
24~96
1622
msec
依實際情況而定
切削補間後加減速時間常數
16~48
參數號碼
單位
高剛性
低剛性
意義
備註
1630
mm/min
10000
補間前加減速之最大進給率
1631
msec
500
1000
補間前加減速時間常數
1710
%
1~100
自動轉角調整於內圓弧切削之最小減速比
1711
Deg
91
自動轉角調整之內轉角確認角度
1712
%
50
自動轉角調整之內轉角的調整量
1713
0.01mm
200
自動轉角調整之起始點調整長度
1714
0.01mm
250
自動轉角調整之結束點調整長度
1777
mm/min
300
先


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 系列 高速 高精度 加工
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #全自动电容电感测试仪.docx
#全自动电容电感测试仪.docx
-
《 运筹学 》课程教学大纲共12页.docx
-
《边城》论文.docx
-
《光曲》时教学设计.docx
-
《环境生物学孔繁翔》课后习题答案.docx
-
《建筑施工技术》复习题集与答案知识分享.docx
-
《理论力学B》课程教学大纲.docx
-
《农村社会基层治理危机的预防与对策基于广西的实证分析》申报书第十二届挑战杯.docx
-
《信息诚信校园》.docx
-
《中小学教室照明设计规范》之欧阳数创编.docx
-
《从愚昧到科学科学技术简史》.docx
-
1监理基本工作.docx
-
03岁早教亲子活动.docx
-
05秋第三次作业第678章.docx
-
《安全生产培训管理办法》国家安监总局令第44号施行.docx
-
《护理学基础》复习题.docx
-
《煤矿安全规程》安全考试复习题.docx
-
《嵌入式操作系统》实验报告.docx
-
《生产过程危险和有害》 T.docx
-
《危机传播管理》完整笔记胡百精.docx
-
《24噪音管理控制程序》.docx
-
《不倒翁》教案最新.docx
-
《大学生恋爱与性健康》期末考试满分.docx
-
《轨道工程》课程设计任务书.docx
-
《小学数学探究性学习的研究》数学课题申报表.docx
-
《会计电算化》培训班讲义第三节.docx
-
1 实习基本情况概述.docx
-
《亮剑》观后感15篇.docx
-
《保险学概论》网考题库判断题.docx
-
《叛逆不是孩子的错》读后感心得体会.docx
-
《枫树上的喜鹊》优秀教案13.docx
-
《管理信息系统》模拟试题及练习题含答案.docx
-
人教版六年级语文上册理解阅读及答案免费Word文件下载.docx
-
关于趵突泉导游词5篇Word文档下载推荐.docx
-
全书检测试题二Word文档下载推荐.docx
-
湖北武汉市届高三五月供题训练三英语Word文档格式.docx
-
共聚焦Word格式文档下载.docx
-
全彩显示屏调试方法Word格式文档下载.docx
-
关于农村经济发展调研报告Word格式文档下载.docx
-
二〇一六年聊城市初中学生学业水平考试语文答案讲解.docx
-
人教版小学一年级语文下册生字表无拼音默写文档格式.docx
-
全过程造价控制实施方案Word文档格式.docx
-
初二数学校本教学设计计划.docx
-
青岛版二年级数学下册三位数加减计算题并验算题集Word下载.docx
-
认识C#中的委托和事件Word格式文档下载.docx
-
固定总价施工合同模板范本Word文件下载.docx
-
管道焊接专项施工组织方案改Word文件下载.docx
-
人力资源经理岗位测评方案新Word格式文档下载.docx
-
全套股权转让股息红利相关税收政策解读Word下载.docx
-
日常安全教育记录 2Word文件下载.docx
-
广播室工作总结Word格式文档下载.docx
