 模具支座工序卡片文档格式.docx
模具支座工序卡片文档格式.docx
- 文档编号:20093865
- 上传时间:2023-01-16
- 格式:DOCX
- 页数:23
- 大小:532.81KB
模具支座工序卡片文档格式.docx
《模具支座工序卡片文档格式.docx》由会员分享,可在线阅读,更多相关《模具支座工序卡片文档格式.docx(23页珍藏版)》请在冰豆网上搜索。
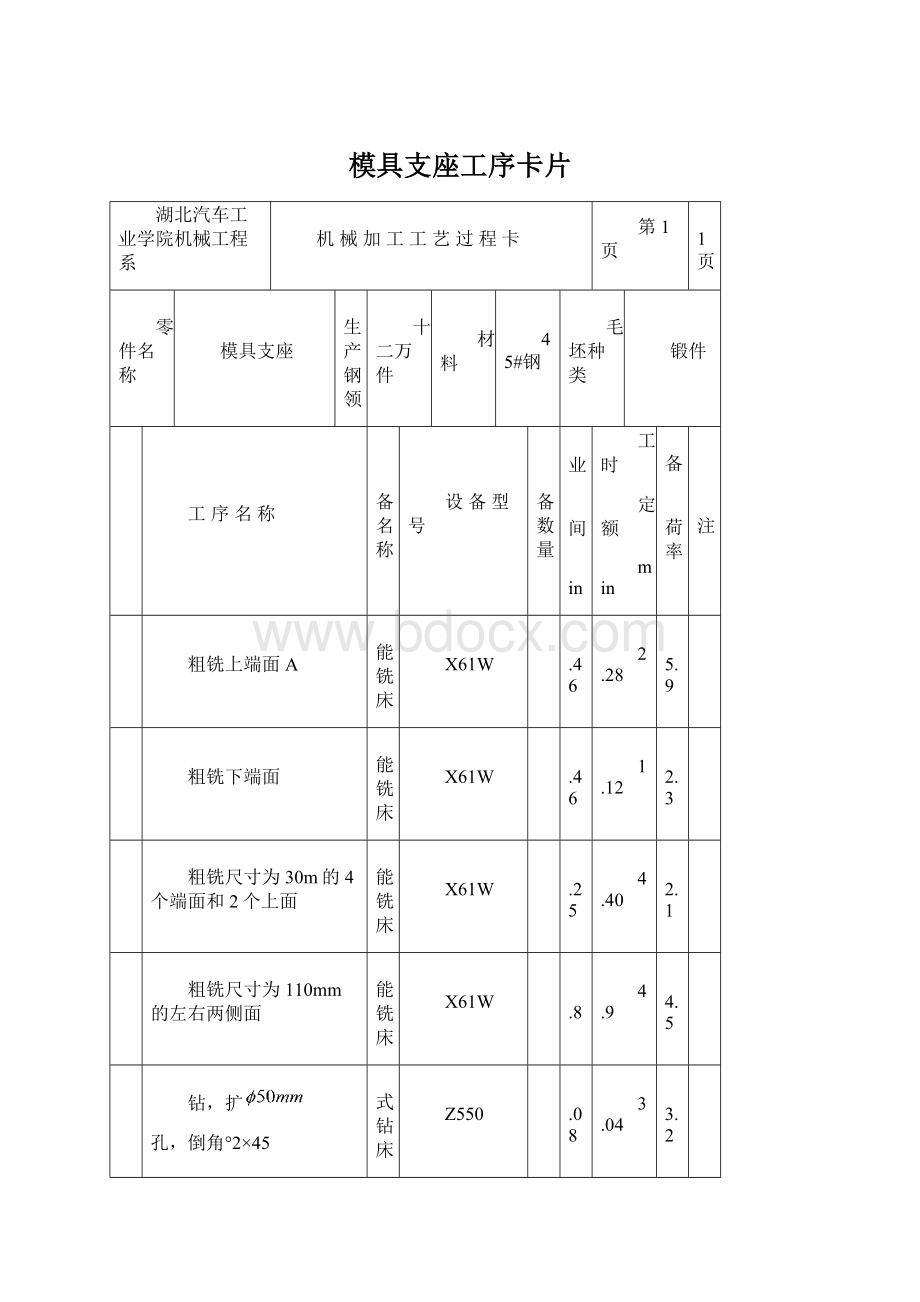
定额
设备
负荷率
%
备注
粗铣上端面A
万能铣床
X61W
1
1.46
2.28
15.9
2
粗铣下端面
0.46
1.12
12.3
3
粗铣尺寸为30m的4个端面和2个上面
3.25
4.40
72.1
4
粗铣尺寸为110mm的左右两侧面
3.8
4.9
74.5
5
钻,扩
孔,倒角°
2×
45
立式钻床
Z550
2.08
3.04
43.2
6
拉14*95的槽
卧式内拉床
L6110A
0.16
0.81
9.7
7
粗铣110的两个倾斜面
4.97
75.0
8
钻,锪6*
孔钻,锪6*
孔
2.4
3.44
51.2
9
粗铣,半精铣24*7的槽和2*R12的半圆
3.98
5.08
83.4
10
精铣上端面A
16.1
11
精铣尺寸为110mm的左侧面
2.32
15.8
12
精铣尺寸为110mm的右侧面
16.0
13
去毛刺,清洗
14
班级
组号
成员
卢鹏,郑家明,王楠,张勇
批阅
组成绩
日期
2012
`1
机械加工工序卡片
产品型号
零件图号
`
产品名称
共
页
第
车间
工序号
工序名称
材料牌号
IV
铣
45#钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
量检具名称
工序工时(分)
准终
单件
游标卡尺
工步号
工步内容
工艺设备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
300
188.4
0.07
0.51
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
V
游标卡尺
工艺装备
590
185.26
0.085
VI
粗铣尺寸为30m的左右端面
725
227.65
0.11
0.98
0.21
粗铣尺寸为30m的前后端面
0.10
0.14
0.1
粗铣尺寸为30m的2个上面
0.13
0.2
VII
82.4
0.12
气门摇臂轴支座
VIII
倒角
专用钻夹具
钻
125
19
0.65
96
1.43
0.34
扩
19.6
1.2
96
倒角2×
45°
IX
拉
专用拉夹具
拉床
380
42
0.42
0.54
X
0.125
180
XI
钻6*
250
0.36
14.5
锪6*
350
18.7
0.09
0.05
185
15.1
0.4
16
0.24
0.23
21
0.08
粗铣24*7的槽和2*R12的半圆
160
15.6
7.5
2.02
半精铣24*7的槽
169
26.5
1.96
0.5


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 模具 支座 工序 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
生态护林员工作总结.docx
-
工程测量实训任务书指导书.docx
-
房建工程施工组织设计.docx
-
蔬菜做韩式鸡蛋卷.docx
-
水厂自动化中存在的问题探讨.docx
-
谈中小学学科教学中的德育问题.docx
-
煤矿掘进劳模事迹材料.docx
-
辽宁省地税网上报税使用说明.docx
-
口袋妖怪黑白2全技能机器入手方法.docx
-
某大酒店开业庆典活动策划书.docx
-
必备大学生实习心得体会集锦10篇.docx
-
博士研究计划.docx
-
钢结构工程监理规划.docx
-
产品说明书.docx
-
牛津译林版9A英语期中复习专题练习单项选择.docx
-
深圳科技馆新馆防水施工监理细则.docx
-
陈姓女宝宝取名方案.docx
-
教学创新团队建设工作方案word.docx
-
加油站突发环境事件应急预案.docx
