 机械加工工艺设计铣床刀具及切削参数选择和工步时间计算.docx
机械加工工艺设计铣床刀具及切削参数选择和工步时间计算.docx
- 文档编号:20039200
- 上传时间:2023-04-24
- 格式:DOCX
- 页数:15
- 大小:74.89KB
机械加工工艺设计铣床刀具及切削参数选择和工步时间计算.docx
《机械加工工艺设计铣床刀具及切削参数选择和工步时间计算.docx》由会员分享,可在线阅读,更多相关《机械加工工艺设计铣床刀具及切削参数选择和工步时间计算.docx(15页珍藏版)》请在冰豆网上搜索。
机械加工工艺设计铣床刀具及切削参数选择和工步时间计算
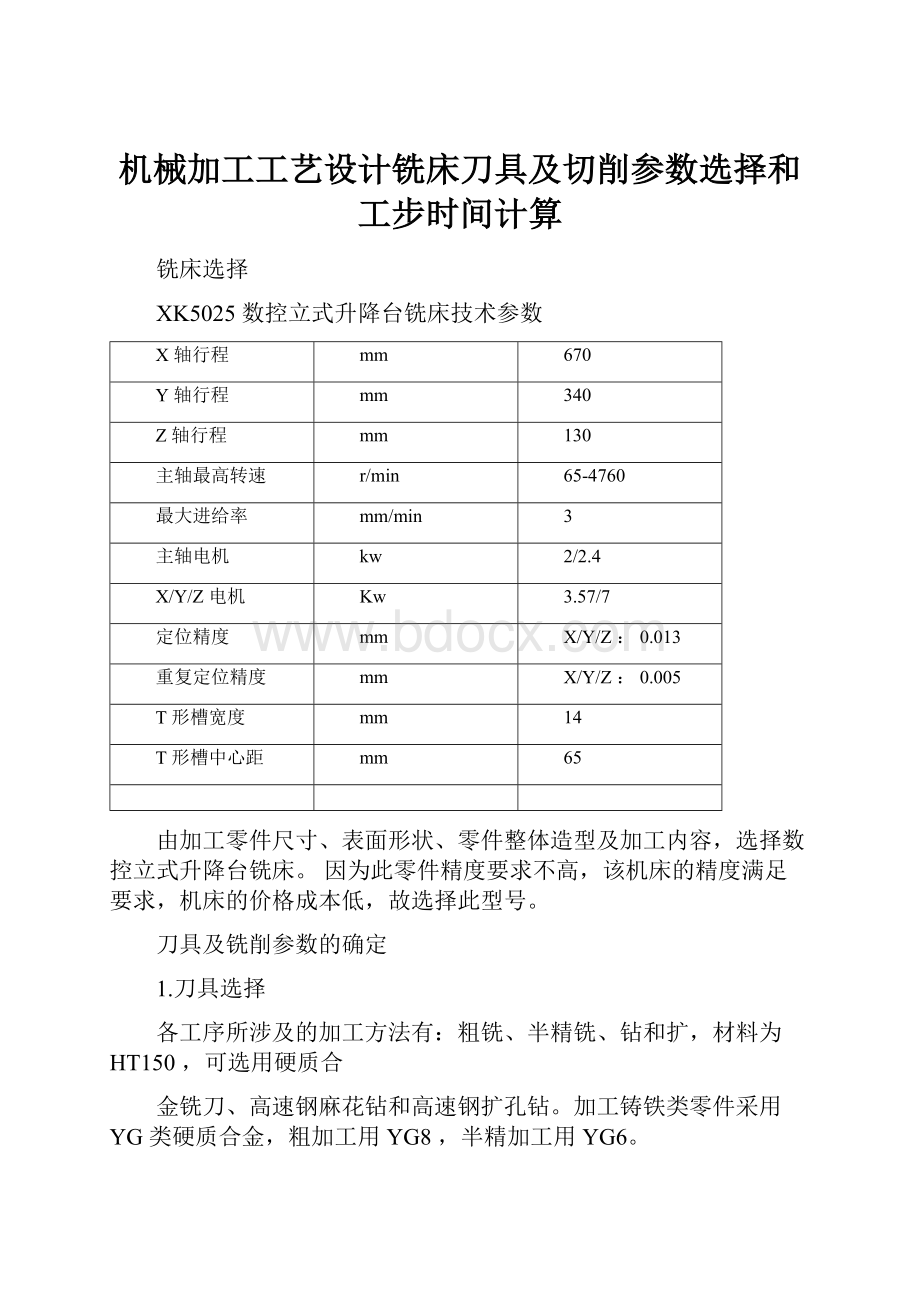
铣床选择
XK5025数控立式升降台铣床技术参数
X轴行程
mm
670
Y轴行程
mm
340
Z轴行程
mm
130
主轴最高转速
r/min
65-4760
最大进给率
mm/min
3
主轴电机
kw
2/2.4
X/Y/Z电机
Kw
3.57/7
定位精度
mm
X/Y/Z:
0.013
重复定位精度
mm
X/Y/Z:
0.005
T形槽宽度
mm
14
T形槽中心距
mm
65
由加工零件尺寸、表面形状、零件整体造型及加工内容,选择数控立式升降台铣床。
因为此零件精度要求不高,该机床的精度满足要求,机床的价格成本低,故选择此型号。
刀具及铣削参数的确定
1.刀具选择
各工序所涉及的加工方法有:
粗铣、半精铣、钻和扩,材料为HT150,可选用硬质合
金铣刀、高速钢麻花钻和高速钢扩孔钻。
加工铸铁类零件采用YG类硬质合金,粗加工用YG8,半精加工用YG6。
工序4中粗铣加工的表面均为平面,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=36,l=53,L=155,粗齿Z=4,莫氏锥柄号为3号。
工序5中粗铣加工的表面均为平面,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=36,l=53,L=155,细齿Z=8,莫氏锥柄号为3号。
工序6为钻孔及扩孔。
查标准高速钢直柄麻花钻直径系列选取钻头直径d=6.5,查整体高速
钢直柄扩孔钻形式和规格表,选d=7.00,L=109,l=69
工序7为粗铣,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=32,l=53,L=155,粗齿Z=4,莫氏锥柄号为3号。
工序8为半精铣,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=32,l=53,L=155,细齿Z=8,莫氏锥柄号为3号。
工序9为钻孔。
查标准高速钢直柄麻花钻直径系列选取钻头直径d=18、d=9。
工序10为粗铣,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=26,l=45,L=147,粗齿Z=3,莫氏锥柄号为3号。
工序11为半精铣,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=26,l=45,L=147,细齿Z=6,莫氏锥柄号为3号。
工序12为钻孔、扩孔及攻螺纹。
查标准高速钢直柄麻花钻直径系列选取钻头直径d=7,d=6。
查整体高速钢直柄扩孔钻形式和规格表,选d=6.7,L=109,l=69。
查长柄机用丝锥表,选
M8丝锥,d=8.0,螺距1.25,dl=6.3,l=22,L=97。
工序尺寸的确定确定平面的工序尺寸
加工表面
工序余量
工序尺寸
表面粗糙度
粗
半精
粗
半精
粗
半精
底面
1.5
0.5
12.5
12
Ra12.5
Ra6.3
φ18孔端面
3×2
1×2
46
44
Ra12.5
Ra6.3
Φ9孔端面
3×2
1×2
16
14
Ra12.5
Ra6.3
M8孔端面
3
1
12
11
Ra12.5
Ra6.3
φ7孔端面
3
1
31
30
Ra12.5
Ra6.3
切削用量及基本时间的确定
工序4切削用量及基本时间的确定本工序为粗铣底面切削用量确定粗铣左端面的切削用量,所选刀具为YG8硬质合金立铣刀,d=36mm,Z=4。
确定铣削深度ap。
加工余量仅为1.5mm,可以在一次走刀内铣完,故ap=1.5mm确定铣削速度V。
查铣削速度推荐表得,V为60-110m/min,粗加工可取V=70m/min,
同时由公式
n=1000V/πd(2-1)
其中n为转速(r/min),V为切削速度(m/min),d为刀具直径(mm)求得n=619r/min
确定进给量f。
查每齿进给量αf推荐表得,αf为0.12-0.25mm/r·Z-1,取α-1
f=0.2mm/r·Z,f=αfZ=0.8mm/r。
基本时间
1)确定粗铣左端面的基本时间。
Tj1=(l+l1+l2)*i/Vf(2-2)
其中l为铣削长度,l1为进刀长度,l2为确保切削完全长度,i为走刀次数,Vf为进给速度。
由l=60mml1=20mml2=2i=1Vf=fn=0.8*619r/min=495mm/min
得Tj1=(60+20+2)*1/495=0.165min=10s
工5切削用量及基本时间的确定
本工序为半精铣底面
切削用量确定半精铣底面的切削用量,所选刀具为YG8硬质合金立铣刀,d=36mm,Z=8。
确定铣削深度ap。
加工余量仅为0.5mm,可以在一次走刀内铣完,故ap=0.5mm
确定铣削速度V。
查铣削速度推荐表得,V为60-110m/min,粗加工可取V=100m/min,同时由公式
n=1000V/πd(2-1)
求得n=884.6r/min
确定进给量f。
查每齿进给量αf推荐表得,αf为0.12-0.25mm/r·Z-1,取α-1
f=0.15mm/r·Z,f=αfZ=1.5mm/r。
基本时间
1)确定粗铣左端面的基本时间。
Tj1=(l+l1+l2)*i/Vf(2-2)
由l=60mml1=20mml2=2i=1Vf=fn=1.2*884.6r/min=1061mm/min得Tj1=(60+20+2)*1/1061=0.077min=4.6s
工序6切削用量及基本时间的确定
本工序为钻孔及扩孔
切削用量
确定钻孔所选刀具为高速钢直柄麻花钻直径系列选取钻头直径d=6.5查高速钢钻头钻孔的进给量和高速钢钻头在灰铸铁上钻孔的切削速度、轴向力扭矩及功率表得
切削速度V为13m/min,进给量f为0.36-0.44mm/r,可选择V=13m/min,f=0.4mm/r。
并由公式(2-1)求得n=637r/min。
确定扩孔所选刀具为体高速钢直柄扩孔钻d=7根据钻头直径和被加工材料,查表高速钢及硬质合金扩孔钻扩孔时的进给量表及高速钢扩孔钻在灰铸铁上扩孔时的切削速度表得,f=0.5-0.6mm/r,选f=0.5mm/r,切削速度选择V=23m/min。
由公式(2-1)求得:
n=1046r/min。
基本时间
确定钻Φ6.5孔的基本时间
Tj1=(l+l1+l2)i/fn(2-3)
其中l为孔深度,l1为刀尖与刀身前端距离,l2为保证切削完全长度。
I为走刀次数,f为进给量,n为主轴转速
由l=14mml1=6mml2=4mmf=0.4mm/rn=637r/min
得Tj1=(14+6+4)/(0.4*637)=0.09min=6s确定扩Φ7孔的基本时间由公式(2-3)
其中l=14mml1=6mml2=4mmf=0.5mm/rn=1046r/min
得Tj2=(14+6+4)/(0.5*1046)=0.03min=2s
确定工序的基本时间
Tj=2*(Tj1+Tj2)=2*(6+8)=16s
工序7切削用量及基本时间的确定
本工序为粗铣Φ18孔端面及Φ9孔端面
切削用量
确定粗铣Φ18孔端面的切削用量,所选刀具为YG6硬质合金立铣刀,d=32mm,Z=4。
确定铣削深度ap。
加工余量仅为3mm,可以在一次走刀内铣完,故ap=3mm
确定铣削速度V。
查铣削速度推荐表得,V为60-110m/min,粗加工可取V=70m/min同时由公式求得n=697r/min
确定进给量f。
查每齿进给量αf推荐表得,αf为0.12-0.25mm/r·Z-1,取α-1
f=0.2mm/r·Z,f=αfZ=0.8mm/r。
切削用量
确定粗铣Φ9孔端面的切削用量,所选刀具为YG6硬质合金立铣刀,d=32mm,Z=4。
确定铣削深度ap。
加工余量仅为3mm,可以在一次走刀内铣完,故ap=3mm
确定铣削速度V。
查铣削速度推荐表得,V为60-110m/min,粗加工可取V=70m/min同时由公式求得n=697r/min
确定进给量f。
查每齿进给量αf推荐表得,αf为0.12-0.25mm/r·Z-1,取α-1
f=0.2mm/r·Z,f=αfZ=0.8mm/r。
基本时间
1)确定粗铣Φ18孔端面的基本时间。
Tj1=(l+l1+l2)*i/Vf(2-2)
由l=28mml1=20mml2=2i=1Vf=fn=0.8*697r/min=557mm/min
得Tj1=(28+20+2)*1/557=0.0.09min=6s
确定粗铣Φ9孔端面的基本时间。
Tj1=(l+l1+l2)*i/Vf(2-2)
由l=18mml1=20mml2=2i=1Vf=fn=0.8*697r/min=557mm/min
得Tj2=(18+20+2)*1/557=0.0.07min=5s
确定工序的基本时间
Tj=2*(Tj1+Tj2)=22s
工序8切削用量及基本时间的确定
本工序为半精铣Φ18孔端面及Φ9孔端面
Φ18孔端面切削用量
确定半精铣Φ18孔端面的切削用量,所选刀具为YG8硬质合金立铣刀,d=32mm,Z=8。
确定铣削深度ap。
加工余量仅为1mm,可以在一次走刀内铣完,故ap=1mm
确定铣削速度V。
查铣削速度推荐表得,V为60-110m/min,半精加工可取V=100m/min同时由公式求得n=995r/min
确定进给量f。
查每齿进给量αf推荐表得,αf为0.12-0.25mm/r·Z-1,取α-1
f=0.2mm/r·Z,f=αfZ=1.6mm/r。
Φ9孔端面切削用量
确定半精铣Φ9孔端面的切削用量,所选刀具为YG8硬质合金立铣刀,d=32mm,Z=8。
确定铣削深度ap。
加工余量仅为1mm,可以在一次走刀内铣完,故ap=1mm
确定铣削速度V。
查铣削速度推荐表得,V为60-110m/min,半精加工可取V=100m/min
同时由公式求得n=995r/min
确定进给量f。
查每齿进给量αf推荐表得,αf为0.12-0.25mm/r·Z-1,取α-1
f=0.2mm/r·Z,f=αfZ=1.6mm/r。
基本时间
确定半精铣Φ18孔端面的基本时间。
Tj1=(l+l1+l2)*i/Vf(2-2)
由l=28mml1=20mml2=2i=1Vf=fn=0.8*995r/min=796mm/min
得Tj1=(28+20+2)*1/796=0.0.06min=4s
确定半精铣Φ9孔端面的基本时间。
Tj1=(l+l1+l2)*i/Vf(2-2)
由l=18mml1=20mml2=2i=1Vf=fn=0.8*697r/min=796mm/min
得Tj2=(18+20+2)*1/796=0.0.05min=3s
确定工序的基本时间
Tj=2*(Tj1+Tj2)=14s
工序9本工序为钻孔
切削用量确定钻孔所选刀具为高速钢直柄麻花钻直径系列选取钻头直径d=18,另查切削用量表得,
进给量f为0.6-0.7mm/r,可选择V=14m/min,f=0.7mm/r。
并由公式(2-1)求得n=247r/min。
确定钻孔所选刀具为高速钢直柄麻花钻直径系列选取钻头直径d=9,另查切削用量表得,进
给量f为0.47-0.57mm/r,可选择V=16m/min,f=0.5mm/r。
并由公式(2-1)求得n=566r/min。
基本时间
确定钻Φ18孔的基本时间
Tj1=(l+l1+l2)i/fn(2-3)
由l=44mml1=6mml2=4mmf=0.7mm/rn=247r/min
得Tj1=(44+6+4)/(0.7*247)=0.31min=19s
确定钻Φ9孔的基本时间
Tj8=(l+l1+l2)i/fn(2-3)
由l=14mml1=6mml2=4mmf=0.5mm/rn=566r/min
得Tj1=(14+6+4)/(0.5*566)=0.06min=4s
确定工序的基本时间
Tj=Tj1+Tj2=23s
工序10切削用量及基本时间的确定
本工序为粗铣Φ7孔端面及M8孔端面
切削用量
确定粗铣Φ7孔端面的切削用量,所选刀具为YG8硬质合金立铣刀,d=26mm,Z=3。
确定铣削深度ap。
加工余量仅为3mm,可以在一次走刀内铣完,故ap=3mm
确定铣削速度V。
查铣削速度推荐表得,V为60-110m/min,粗加工可取V=70m/min同时由公式(2-1)求得n=857r/min
确定进给量f。
查每齿进给量αf推荐表得,αf为0.12-0.25mm/r·Z-1,取α-1
f=0.2mm/r·Z,f=αfZ=0.6mm/r。
切削用量
确定粗铣M8孔端面的切削用量,所选刀具为YG8硬质合金立铣刀,d=26mm,Z=3。
确定铣削深度ap。
加工余量仅为3mm,可以在一次走刀内铣完,故ap=3mm
确定铣削速度V。
查铣削速度推荐表得,V为60-110m/min,粗加工可取V=70m/min同时由公式(2-1)求得n=857r/min
确定进给量f。
查每齿进给量αf推荐表得,αf为0.12-0.25mm/r·Z-1,取α-1
f=0.2mm/r·Z,f=αfZ=0.6mm/r。
基本时间
1)确定粗铣Φ7孔端面的基本时间。
Tj1=(l+l1+l2)*i/Vf(2-2)
由l=18mml1=20mml2=2i=1Vf=fn=0.6*857r/min=685mm/min
得Tj1=(18+20+2)*1/685=0.0.07min=4s
确定粗铣M8孔端面的基本时间。
Tj1=(l+l1+l2)*i/Vf(2-2)
由l=18mml1=20mml2=2i=1Vf=fn=0.8*875r/min=685mm/min
得Tj2=(18+20+2)*1/685=0.0.04min=3s
确定工序的基本时间
Tj=Tj1+Tj2=7s
工序11切削用量及基本时间的确定
本工序为半精铣Φ7孔端面及M8孔端面
Φ18孔端面切削用量
确定半精铣Φ18孔端面的切削用量,所选刀具为YG8硬质合金立铣刀,d=26mm,Z=6。
确定铣削深度ap。
加工余量仅为1mm,可以在一次走刀内铣完,故ap=1mm
确定铣削速度V。
查铣削速度推荐表得,V为60-110m/min,半精加工可取V=100m/min同时由公式求得n=1225r/min
确定进给量f。
查每齿进给量αf推荐表得,αf为0.12-0.25mm/r·Z-1,取α-1
f=0.2mm/r·Z,f=αfZ=1.2mm/r。
Φ9孔端面切削用量
确定半精铣Φ9孔端面的切削用量,所选刀具为YG8硬质合金立铣刀,d=26mm,Z=6。
确定铣削深度ap。
加工余量仅为1mm,可以在一次走刀内铣完,故ap=1mm
确定铣削速度V。
查铣削速度推荐表得,V为60-110m/min,半精加工可取V=100m/min同时由公式求得n=1225r/min
确定进给量f。
查每齿进给量αf推荐表得,αf为0.12-0.25mm/r·Z-1,取α-1
f=0.2mm/r·Z,f=αfZ=1.2mm/r。
基本时间
确定半精铣Φ7孔端面的基本时间。
Tj1=(l+l1+l2)*i/Vf(2-2)
由l=24mml1=20mml2=2i=1Vf=fn=1.2*1225r/min=1469mm/min
得Tj1=(24+20+2)*1/1469=0.0.03min=2s
确定半精铣M8孔端面的基本时间。
Tj1=(l+l1+l2)*i/Vf(2-2)由l=7mml1=20mml2=2i=1Vf=fn=1.2*1225r/min=1469mm/min得Tj2=(7+20+2)*1/1469=0.0.02min=1s
确定工序的基本时间
Tj=Tj1+Tj2=3s
工序12切削用量及基本时间的确定
d=7查高速钢钻头钻孔可选择V=13m/min
d=6
本工序为钻孔φ7,钻孔φ6,扩孔φ6.3,攻丝M8确定钻Φ7孔切削用量确定钻孔所选刀具为高速钢直柄麻花钻直径系列选取钻头直径的进给量、常用切削用量表,进给量f为0.36-0.44mm/r,f=0.4mm/r。
并由公式(2-1)求得n=591r/min。
确定钻Φ6孔切削用量确定钻孔所选刀具为高速钢直柄麻花钻直径系列选取钻头直径
查高速钢钻头钻孔的进给量、常用切削用量表,进给量f为0.27-0.33mm/r,可选择
V=15m/min,f=0.3mm/r。
并由公式(2-1)求得n=796r/min。
确定扩Φ6.3孔切削用量
确定扩孔所选刀具为体高速钢直柄扩孔钻d=6.3根据钻头直径和被加工材料,查表高速钢及硬质合金扩孔钻扩孔时的进给量,f=0.5-0.6mm/r,选f=0.5mm/r,切削速度选择V=23m/min。
由公式(2-1)求得:
n=1163r/min。
确定攻M8螺纹切削用量
根据在螺纹切削速度表得切削速度V=11m/min,f为螺距,f=1.25。
由公式(2-1)求得:
n=438r/min
基本时间
确定钻Φ7孔的基本时间
由公式(2-3)
其中l=24mml1=6mml2=4mmf=0.5mm/rn=591r/min
得Tj1=(14+6+4)/(0.5*591)=0.08min=5s
确定钻Φ6孔的基本时间
由公式(2-3)
其中l=7mml1=6mml2=2mmf=0.3mm/rn=796r/min得Tj2=(7+6+2)/(0.3*796)=0.06min=4s
确定扩Φ6.3孔的基本时间
由公式(2-3)
其中l=7mml1=6mml2=2mmf=0.5mm/rn=1163r/min得Tj3=(7+6+2)/(0.5*1163)=0.03min=2s
确定攻螺纹M8的基本时间
由公式(2-3)
其中l=7mml1=6mml2=2mmf=1.25mm/rn=438r/min得Tj4=(7+6+2)/(1.25*438)=0.03min=2s确定工序的基本时间
Tj=Tj1+Tj2


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械 加工 工艺 设计 铣床 刀具 切削 参数 选择 时间 计算
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《地质测量图绘制细则》.docx
《地质测量图绘制细则》.docx
-
《大学生健康教育教程》考试题库500题DR含答案.docx
-
《黄鹤楼送孟浩然之广陵》字词注释.docx
-
《葱爆羊肉》概要.docx
-
《面向对象程序设计》C++综合练习学生版.docx
-
《化学反应工程》课程综合复习资料.docx
-
《社会心理》网上形考参考答案.docx
-
《轮扣式支架》模板施工方案.docx
-
《团委新成员大会主持稿1》.docx
-
《三峡学典》思品七上.docx
-
《有效备课上课听课评课》读书笔记.docx
-
《土地的誓言》导学案.docx
-
1汽车维修专业人才需求调研报告.docx
-
《应用文写作》教学设计.docx
-
1级三相费控智能电能表技术规范.docx
-
17#楼机房层模板施工方案.docx
-
《稻草人》精彩读书笔记精选多篇doc.docx
-
《机械制造工艺与装备》复习资料.docx
-
《木兰从军》教案.docx
-
《神奇的毛细现象》.docx
-
《围城》读书心得精选范文1000字5篇.docx
-
《幼儿园是我家》大班教案.docx
-
1资产负债表变动情况的分析评价.docx
-
5s活动总结报告5s总结报告2篇.docx
-
《当代学生》初中文言文阅读训练篇.docx
-
《机械制造工艺学》电子教案.docx
-
《民事案件案由规定》物权纠纷案由的理解与适用.docx
-
《社会学研究方法学习心得5篇范文》.docx
-
《外商投资企业联合年检报告书》填写要求和指标说明.docx
-
《幼儿园课程论》形成性考核册答案27497.docx
-
1在直接影响物价水平的诸多因素当中.docx
-
10套普通话练习材料.docx
-
《紫藤萝瀑布》 设计.docx
-
学校师生申诉及处理记录表1.doc
-
青年志愿者协会回收军训服活动策划.doc
-
安全文明应急预案.docx
-
南充市华雅财富国际城模板工程施工方案讲解.docx
-
线段与角复习讲义教学教材.docx
-
安全教育培训教案.docx
-
爆破作业技能与安全题库精品.docx
-
酒店新员工入职培训概要.doc
-
青年志愿者服务活动对社会的价值意义.doc
-
年组装60000台割草机油锯杀铃脲悬浮剂项目可行性研究报告.docx
-
生物会考复习.docx
-
班主任个人总结参考范文1000字.docx
-
201X大学生金工实习心得体会范文精选word文档 9页.docx
-
消防初级考试模拟试题及答案.docx
-
广东省清洁生产审核报告编制范本14页文档资料.docx
-
最新一年级综合实践活动下册教案.docx
-
最新高中校园安全演讲稿 精品.docx
-
小学五年级数学上册口算笔算专项训练一线教师编写41.docx
