 地铁轨道扣件弹条螺栓及垫圈用户需求书Word格式.docx
地铁轨道扣件弹条螺栓及垫圈用户需求书Word格式.docx
- 文档编号:19961310
- 上传时间:2023-01-12
- 格式:DOCX
- 页数:18
- 大小:50.77KB
地铁轨道扣件弹条螺栓及垫圈用户需求书Word格式.docx
《地铁轨道扣件弹条螺栓及垫圈用户需求书Word格式.docx》由会员分享,可在线阅读,更多相关《地铁轨道扣件弹条螺栓及垫圈用户需求书Word格式.docx(18页珍藏版)》请在冰豆网上搜索。
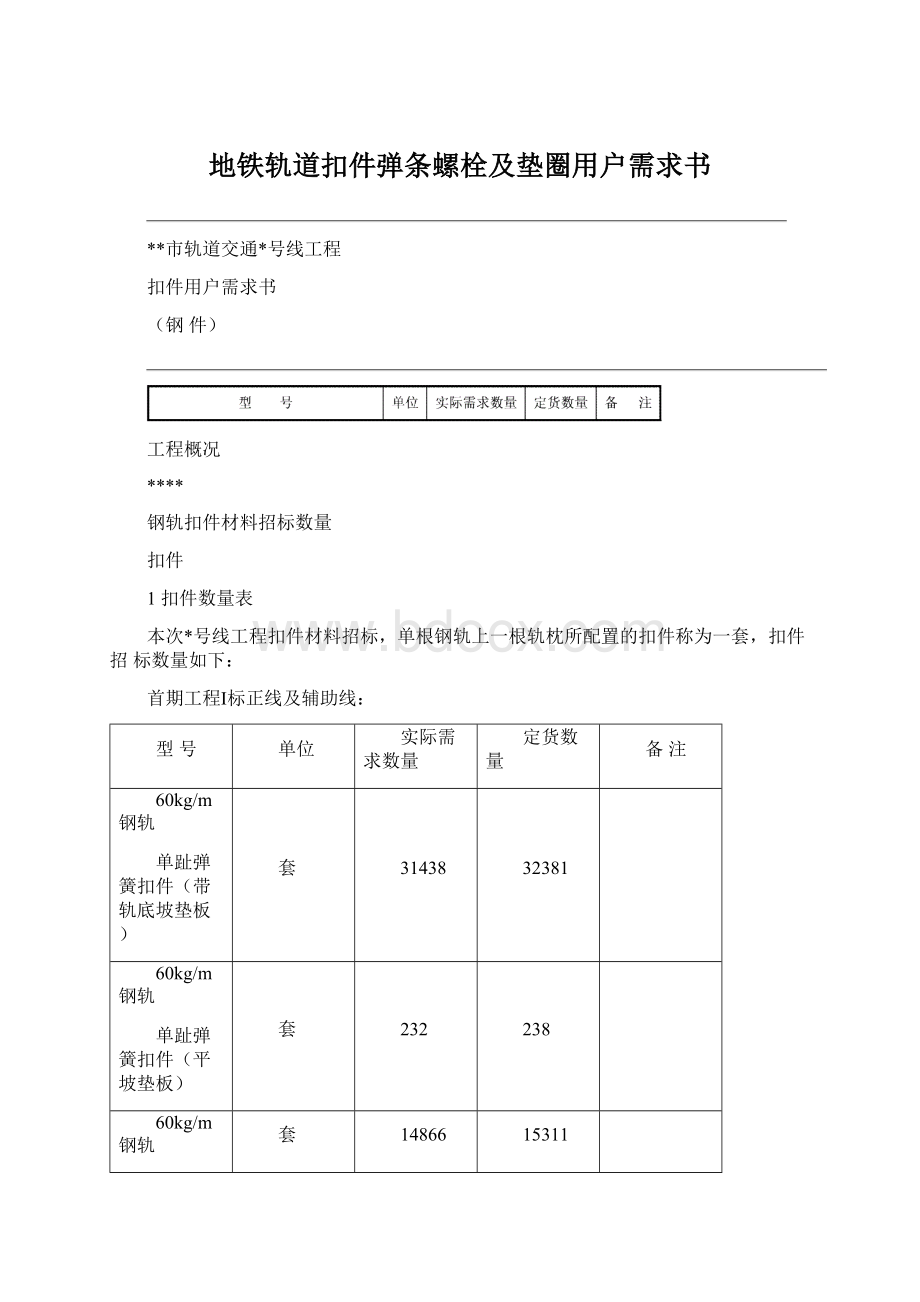
91050
21
22
26166
26951
说明:
业主有权调整扣件中的平坡、带轨底坡扣件数量,不影响合同总价。
2供货范围
正线、辅助线所用扣件中的弹条、螺栓和垫圈
一、总则
1、主要内容
本次招标的正线、辅助线用钢轨扣件包括了单趾弹簧扣件、弹条Ⅲ型分开式扣件和高架
桥小阻力弹性扣件主要零部件(钢件)的型式尺寸、技术要求、试验方法、验收方法、包装和标志。
2、适用范围
本次招标的正线、辅助线用钢轨扣件适用于**市轨道交通*号线工程单趾弹簧扣件、弹条Ⅲ型分开式扣件和高架桥小阻力弹性扣件。
每套扣件的零部件(钢件)见表1.1。
表1.1
分类
名称
图号
材料
单趾弹簧
06300-S-GD-01-103
60Si2Mn热轧弹簧
钢
螺栓
06300-S-GD-01-107
45号钢
平垫圈30
GB/T95
Q235-A
技术条件参见GB/T95
重型弹簧垫圈30
GB/T7244
65Mn
技术条件参见GB/T7244
高架桥小
阻力弹性
06300-S-GD-01-303
60Si2Mn热轧弹簧钢
06300-S-GD-01-307
弹条Ⅲ型
Ⅲ型弹条
专线(01)-3328-1-3
06300-S-GD-01-206
技术条件参见GB/T94
注:
06300-S-GD-01-103、06300-S-GD-01-303为同一产品;
06300-S-GD-01-107、06300-S-GD-01-206、06300-S-GD-01-307为同一产品。
3、生产许可证
扣件是直接关系到列车能否长期、可靠、安全运营的特殊商品,为此,比照铁道部相关要求,凡拟承接扣件生产的厂家,应具备铁道部颁发的扣件生产许可证。
4、防锈处理
所有金属表面应进行防锈处理,并有足够的强度,在正常运输,保管,使用情况下不
应出现脱落、开裂现象。
经防腐处理后的螺栓、螺母及垫圈经120小时的中性盐雾试验(NSS试验)保护级应不低于9级。
5、厂标
所有零部件应在不影响其本身性能及使用的情况下打印或标记厂标。
6、验收方法
产品出厂前应由制造厂的技术检查部门进行检查验收,每批出厂的产品应符合本技术
条件的要求,并附有产品检验合格证。
交货时须向用户提交全部检验报告,用户认为有必要时,可对厂家提交的产品进行复检。
6.1第一批次产品供货和供货50%时,供货商应提交有资质的第三方全部检测报告;
6.2其余各批的产品到货,供应商提交相应各批次的产品检测报告;
6.3在供货过程中,甲方或监理可以对产品进行抽检,抽检合格,则检测费用由甲方承
担;
如果连续三次抽检不合格,甲方有权对改批次产品进行退货,由此产生的费用由供货方承担。
7、包装、运输、储存
产品的包装须按本技术条件要求执行。
产品在运输、储存过程中须保证产品不受到损坏,产品质量不受到影响。
在产品上道前,用户可随时对厂家的供货进行复检。
二、弹条
1、适用范围
单趾弹簧扣件、高架桥小阻力弹性扣件的单趾弹簧扣压件(以下称PR型弹条)和弹条Ⅲ型分开式扣件的Ⅲ型弹条,本节为PR型弹条供货技术条件。
(注:
Ⅲ型弹条的供货技术条件参照《弹条Ⅲ型扣件(送审稿)》中相关内容执行。
)2、引用标准
GB/T224─1987
GB/T230─1991
GB/T1222─1984
GB/T2828-20033、型式尺寸
钢的脱碳层深度测定法
金属洛氏硬度试验方法弹簧钢
计数抽样检查程序
PR型弹条的型式尺寸及允许偏差应符合设计图的要求。
4、技术要求
4.1弹条的材料为60Si2Mn热轧弹簧钢,技术要求应符合GB/T1222-1984的规定。
4.2PR型弹条的表面硬度为HRC41-46。
4.3PR型弹条在使用弹程为14.1mm时的扣压力为5.6~8.4kN。
4.4弹条采用三次成型、余热淬火工艺制造。
4.5弹条经500万次疲劳试验后不得折断,残余变形≤1.0mm。
4.6弹条表面不得有裂纹,不得有影响操作或有碍组装的毛刺,由成型工具造成的压痕应平滑,并无明显的刻痕。
4.7弹条各部位不允许有局部擦伤、拉痕及折痕。
4.8弹条的金相组织应为均匀的回火屈氏体与索氏体,心部允许有微量的断续铁素体。
4.9
0.4mm。
弹条不得有过热、过烧现象,表面脱碳层深度(包括纯铁与过渡层)不得超过
4.10弹条表面应进行强化和防锈处理。
4.11当采用中频或电阻加热成型、余热淬火生产工艺生产弹条时,可不作脱碳和金相组织检测。
5、试验方法
5.1弹条疲劳试验
将弹条安装在特制的胎具上,并放置在疲劳试验机上,加载使弹条的扣压端(趾端)
产生设计使用弹程对应位移,在此基础上施加1mm动态位移,即疲劳试验时,弹条的位移
为h
+1
mm(h
为弹条设计弹程),荷载循环500万次,加载频率≤16Hz,试验结果应满足4.5
条规定。
5.2弹条硬度试验
(1)弹条硬度试验方法按GB/T230的规定进行。
(2)弹条中肢的下部表面应磨平,在该处进行硬度试验,每一受检弹条打三点硬度,读数精度为HRC0.5,取其算术平均值为其硬度。
5.3弹条扣压力试验
将弹条安装在特制的胎具上,对弹条加载,使弹条扣压端产生弹程对应位移,测出此时所对应的荷载值,即为弹条初始扣压力。
5.4弹条脱碳层深度和金相组织试验
5.4.1弹条脱碳层深度测定按GB/T224的规定进行。
5.4.2弹条金相组织试验具体方法如下:
a.采用工具磨砂轮片或线切割机床切样,在切割过程中必须保证样品不发生组织变化。
b.磨制、抛光切片横断面,达到镜面光洁度。
c.化学侵蚀,用2~4%的硝酸酒精溶液侵蚀,制成金相试样。
d.采用带照相设备的350~600倍光学显微镜,对整个横断面进行显微组织观察,并拍摄有代表性的典型显微组织。
e.以最差视场作为评定结果。
(3)脱碳层深度和金相组织试验试件的取样部位同硬度试验。
6.1弹条应成批交货验收,每一检验批不得大于3200件,由制造厂质量检查部门负责
检查验收,每批出厂的产品应符合本标准的要求,并附有产品检验合格证。
用户认为有必要时,可对制造厂提交的产品进行复检。
6.2检查验收和复检的抽样方法采用GB/T2828。
以缺陷数表示批的质量,其检查水平
(IL)和合格质量水平(AQL)见表2.1。
表2.1
序
号
检查项目
技术要求
检查水平
合格质量水平
抽样方案类型
1
扣压部扣压点至中肢顶点
18.6±
1mm
I
2.5
一次
2
跟端底部至中肢顶点
7.1±
0.5mm
3
扣压面纵向倾斜度
≤±
0.3mm
4
扣压面横向倾斜度
0.15mm
5
中肢中心至趾端边缘
55+1.5-1.0
中肢中心至跟端边缘
42+1.5-1.0
6
中肢直线度
±
0.2mm
7
弹条直径
20.6±
0.25mm
8
外观
见第4.6、4.7条
9
表面防锈
见第4.10条
10
脱碳层深度
≤0.4mm
S-1
11
金相组织
见第4.8条
12
硬度
HRC41-46
S-3
4.0
13
弹条扣压力
5.6~8.4kN
6.3每交货批中应随机抽取三根弹条做疲劳试验,只有三根弹条完全通过试验方可交货。
如果有一根弹条不满足本标准4.5条规定,应再随机抽取三根进行试验,若再有一根弹条不满足技术条件要求,则本批弹条不得交货。
7、包装和标记
7.1弹条应包装牢固,每件重量不应超过50kg。
并应附有出厂检验合格证。
7.2包装标记为
1)产品名称;
2)件数或质量;
3)制造厂名;
4)制造(出厂)日期。
三、螺栓
单趾弹簧扣件、弹条Ⅲ型分开式扣件和高架桥小阻力弹性扣件的螺栓。
2、引用标准
GB/T699-1999
GB/T5779.1-2000
优质碳素结构钢技术条件紧固件表面缺陷
GB/T3098.1-2000
紧固件机械性能
螺栓、螺钉和螺柱
GB/T2828-2003
3、型式尺寸
螺栓的型式尺寸及偏差应符合设计图纸要求。
4.1材料为45号钢,须经过调质处理,材料化学成分和机械性能符合GB/T699的规定。
4.2螺纹不允许有妨碍螺纹量规自由旋入的碰伤和毛剌。
通端螺纹量规应顺利旋入全部螺纹,止端螺纹量规的旋入量不允许大于3.5扣。
4.3螺栓表面不允许有影响使用的凹痕、毛剌、浮锈、飞边、烧伤和氧化皮。
4.4螺栓光杆、圆角或支承面的表面粗糙度不超过Ra=3.2μm,螺纹外观要求应满足GB/T5779.1的规定。
4.5螺栓头部与光杆的连接部位不得有折叠,表面不允许有裂痕。
4.6六角头不允许有锻造爆裂。
4.7螺栓头部表面应有明显的厂标与型式标记。
4.8栓身中心对六角头的同轴度不大于1mm,栓身的垂直度不允许超过1°
。
4.9螺栓应进行拉力试验,荷载为260kN,不得拉断。
5、检查及试验方法
5.1螺纹用专用的螺纹量规进行检查。
5.2型式尺寸用通用量具检查(注:
4.8条有争议时用车床或专用设备检查)。
5.3螺栓拉力试验应按照GB/T3098.1中的8.2进行。
6、检验规则
6.1螺栓检验分为出厂检验和型式检验。
6.2螺栓应成批检验,每一检验批不得大于3200件,由制造厂质量检查部门进行检查。
用户认为有必要时,可对制造厂提交的产品进行复检。
6.3出厂检验和复检的抽样方法采用GB/T2828,以不合格数表示批的质量,其检查水平和合格质量水平见表3.1。
6.4螺栓的尺寸检查项目见附图3.1。
6.5出厂检验
每批出厂的产品应按表3.1的要求进行检查。
6.6型式检验
6.6.1有下列情况之一时,应进行型式检验
a)工厂初次投产时;
b)材料、结构、工艺有改变时;
c)正常生产每一年时;
一次或二次
d)停产六个月以上,恢复生产时;
e)用户提出异议时。
6.6.2除按表3.1的要求对螺栓进行检验外,还应从合格批中随机抽取三个螺栓做拉
力试验,只有三个螺栓完全通过试验,方为合格;
如果有一个螺栓不满足4.9的要求,
则再随机抽取三个螺栓进行试验,如果再有一个螺栓不满足4.9的要求,则该批螺栓判为不合格。
7、包装标志
7.1螺栓应用箱或袋包装牢固。
每袋质量不超过50kg,并附有产品合格证。
7.2螺栓的包装标志
a)产品名称;
b)数量;
c)制造厂名及标记;
d)制造日期。
表3.1
技术条件
检查
水平
合格质量水平
螺纹中径一通
见4.2
Ⅰ
1.5
螺纹中径一止
光杆长度
A±
1.5mm
光杆直径
B0-0.5mm
螺栓总长
C±
2.0mm
过渡段长度
D≥10mm
垂直度
E≤0.5°
同轴度
F≤1mm
头部尺寸
对边宽度±
0.5mm厚度±
6.5
单个样品任一检查项目中出现一个以上的不合格项目时,只按一个不合格项进行统计。
附图3.1
四、平垫圈及重型弹簧垫圈
单趾弹簧扣件、弹条Ⅲ型分开式扣件和高架桥小阻力弹性扣件的平垫圈及重型弹簧垫圈。
GB/T700─2006
GB/T7244─1987
GB/T94.1─1987
GB/T95─1985
GB/T2828─2003
碳素结构钢
重型弹簧垫圈
弹性垫圈技术条件
平垫圈C级
弹簧垫圈
平垫圈的型式尺寸及允许偏差符合GB/T95Φ30的要求。
重型弹簧垫圈的型式尺寸及允许偏差符合GB/T7244Φ30的要求。
4、材料
4.1平垫圈采用Q235-A钢。
4.2重型弹簧垫圈采用65Mn制造。
5、技术要求及验收方法
5.1平垫圈参照GB/T95标准执行。
5.2重型弹簧垫圈参照GB/T94.1标准执行。
5.3平垫圈及重型弹簧垫圈表面应进行强化和防锈处理。
5.4平垫圈和重型弹簧垫圈出厂前应由制造厂家的技术检验部门进行检查验收。
每5万件作为一批交货,每批附有产品检验合格证。
6、包装、标记
6.1平垫圈及重型弹簧垫圈应用箱或袋包装牢固,每箱或每袋质量不超过50kg,并附有质量检查合格证。
6.2包装标记应包括:
(1)产品名称;
(2)件数或质量;
(3)制造厂名;
(4)制造(出厂)日期。
、
供货数量
实际
数量
定货
备注
60kg/m钢轨单趾弹簧扣件
个
63340
65238
每套扣件含弹条、螺栓螺母、重型弹簧垫圈、
平垫圈各两个
平坡扣件、带轨底坡扣
件通用
GB/T7244
GB/T95
弹条Ⅲ型分开式扣
件
55740
57412
每套扣件含弹条、螺栓
螺母、重型弹簧垫圈、平垫圈各两个
整体道床、碎石道床扣
高架桥小阻力扣件
29732
30622
66348
68336
91268
94006
176838
182144
52332
53902
所有到货数量的清点,在施工工地上进行,要求商务代理主持,业主、材料供货商和施工单位派人参加。
工期要求
1、必须满足总体工期目标:
首期工程单趾弹簧和弹条Ⅲ型分开式扣件2011年1月31日交货;
二期工程单趾弹簧和弹条Ⅲ型分开式扣件2012年8月31日交货。
2、必须满足本项目交货期:
投标人应根据工程的实际施工进度,按照招标人的要求,相应调整供货时间。
供货地点
***


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 地铁 轨道 扣件 螺栓 垫圈 用户 需求
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
《安全常识》单项选择题65题Word文档格式.docx
-
水利工程类大型水利水电工程建设项目管理方法的研究与实践精编Word下载.docx
-
届中考英语总复习第一部分考点知识过关第二十一讲九上Modules1012精练含新题新版外研版word版本文档格式.docx
-
高三第一次模拟考试 理综生物IVWord文件下载.docx
-
第二章需求理论Word文档下载推荐.docx
-
届甘肃省兰州市第一中学高三上学期期中考试语文试题解析版Word文档格式.docx
-
中国卫生论坛发言集Word文档格式.docx
-
小学信息技术五年级下Scratch教学设计全文档格式.docx
-
《统计基础知识与统计实务》综合分析题部分Word文档下载推荐.docx
-
生物除臭滤池调试方案Word格式文档下载.docx
-
中级会计职称《财务管理》检测题A卷 附答案文档格式.docx
-
高中语文《西游记》备课参考素材新人教版选修《中国小说欣赏》Word格式文档下载.docx
-
电影《鲁滨逊漂流记》的观后感范文Word格式.docx
-
重庆巴蜀中学学年度春期初三下二诊英语试题文档版有答案Word格式.docx
-
最新退伍军人预备党员思想汇报思想汇报文档五篇 4Word文档下载推荐.docx
-
《关于开展生态文明乡村建设的意见》95正式稿Word下载.docx
-
小区规划设计实训总结Word格式文档下载.docx
-
上海牛津沪教版六年级下同步讲义unitWord格式.docx
-
施工阶段投资控制及分解结构Word文件下载.docx
