 化镍浸金量产之管理与解困0604Word格式文档下载.docx
化镍浸金量产之管理与解困0604Word格式文档下载.docx
- 文档编号:19862947
- 上传时间:2023-01-11
- 格式:DOCX
- 页数:17
- 大小:1,010.58KB
化镍浸金量产之管理与解困0604Word格式文档下载.docx
《化镍浸金量产之管理与解困0604Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《化镍浸金量产之管理与解困0604Word格式文档下载.docx(17页珍藏版)》请在冰豆网上搜索。
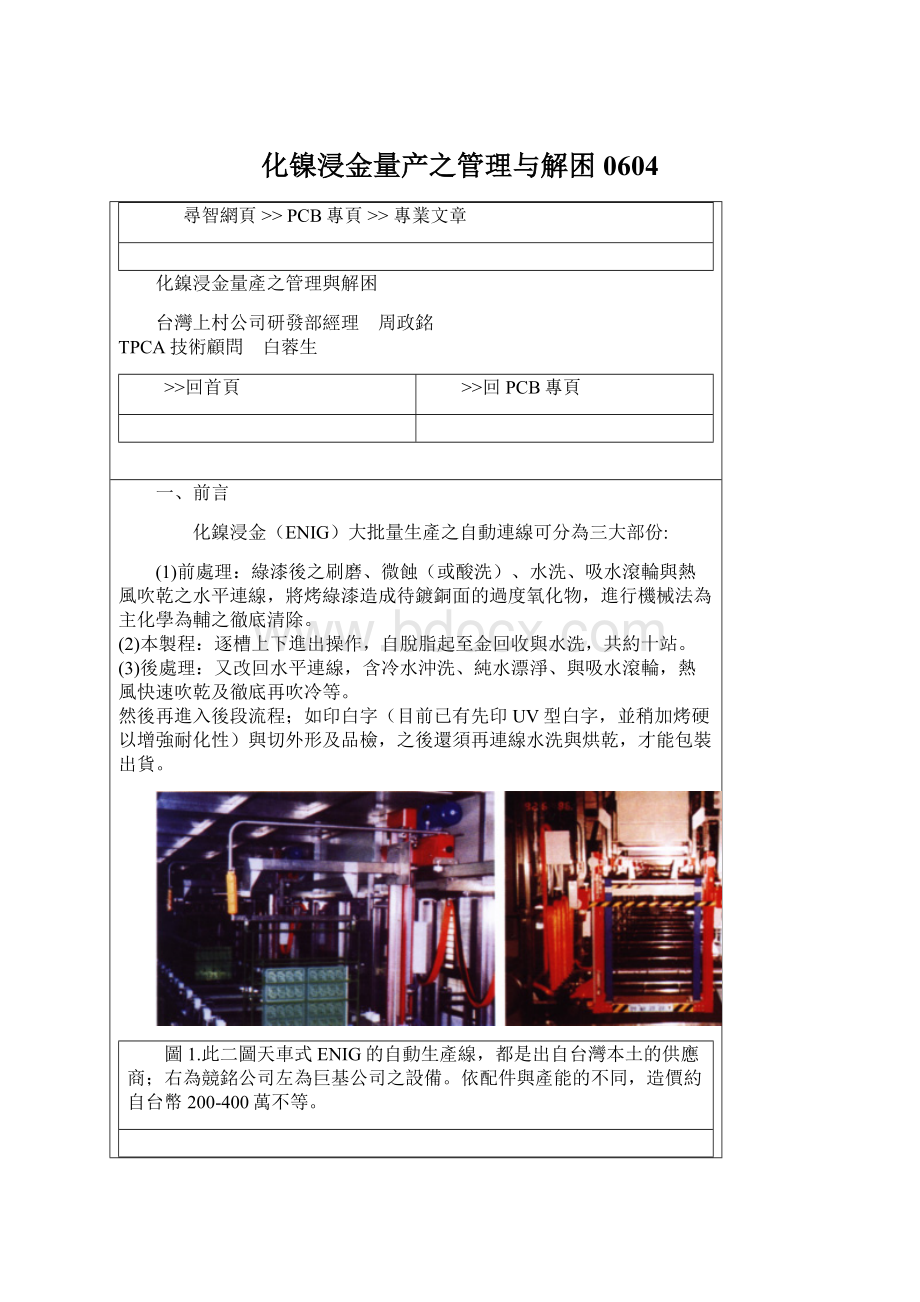
本文將從三段式自動連線的實務管理說起,再分別引申到三大品質問題(露銅、長胖與變色)的現象、原因,與影響等深入說明,並同時提出有效的解困辦法,希望對業者在實務上有所幫助。
二、上游製程及前處理
ENIG的直接前製程是綠漆(S/M)工程,但影響到孔環或焊墊“長胖”(Extraneousplating)與某些長墊方墊“露銅”(Skipplating)的原因,卻要追溯到更上游的蝕刻成線、剝錫鉛、與綠漆的顯像(Developing)等步驟,現逐一說明之。
2.1蝕刻不良──ENIG長胖
上游成線蝕刻進行時,若銅箔稜線踏入板面樹脂太深者,蝕刻後密集焊墊邊緣根部附近的板材中,可能還留有殘銅碎瘤。
一直要到ENIG後才可能發現墊邊長胖或局部突出等惡性擴張,此時不但要追究蝕刻製程,甚至還要遠溯到壓合與銅箔去。
另外要注意的是,蝕刻後線邊墊邊之上緣,是否出現不良的“懸邊”(Overhang),這種隨時會斷的鬼東西經常會帶來麻煩。
圖2.此四圖皆為線邊或墊邊局部長胖的實例,原因出自銅瘤的殘存與三大參數過高所致。
上二圖為俯視圖,下二圖為斷層切片圖。
2.2剝錫不良──ENIG露銅
蝕刻成線後的剝錫鉛(或剝純錫)也要小心,須注意其電鍍銅表面,是否尚留有剝除未盡的淺灰色IMC存在。
果真如此,則各種刷磨與酸咬都奈何不了他,最後恐將難逃露銅的宿命。
因銅面上一旦有Zn、Cd、Pb、Sb、Bi、S、Cr等“毒藥”之殘跡時,都將強力抑制化鎳皮膜的生長,其中尤以錫(Sn)、鉛(Pb)、與硫(S)等經常會出現在板面的銅墊上,去除未盡時即有可能露銅,而鉻(Cr)甚至只要2-3ppm,化鎳皮膜的生長就會打烊。
2.3NPTH孔壁鈀層鈍化之硫醇殘跡──ENIG露銅
現行的NPTH做法,已經不再逐一塞入小辣椒以節人力。
代而起之的是在一次全面鍍銅後貼乾膜時,順便將NPTH也都一併蒙上,於是二銅錫鉛與蝕刻後,雖然各NPTH的孔內已被咬得全無銅壁,但化銅前陰魂不散的鈀層,卻絲毫無損不動如山。
這種板子一旦進入ENIG之中,其不該上鎳上金的非通孔,對於ENIG的接納卻絲毫不遜正常焊墊甚至過之,不免令人為之氣結。
圖3.此二圖均為焊墊露銅的典型例子,若非槽液整體活性不足,即可能是單獨墊面負電性尚不夠強,或銅墊表面已遭污染所致。
於是剝錫鉛之前只好先將板子浸泡一種硫醇槽液,以鈍化掉NPTH孔內的鈀層,而於後來ENIG之際不再作怪。
不幸的是硫醇處理後沖洗不潔時,難免就會帶硫進入剝錫鉛槽,使得剝後的銅墊或側緣也多少沾上了硫。
銅面的硫是化鎳反應的死對頭之一,因而想要徹底防止露銅就難上加難了。
2.4綠漆品質不良──ENIG露銅
綠漆本身的耐化性(ChemicalResistance)要夠好,才能耐得住ENIG高溫長時間的化學攻擊(平均82-86℃,兩槽共約20-30分鐘)。
各種S/M中以PSR-4000的Z-100型的耐化性最好(但解像度卻不見得傑出)。
大凡此項本領不佳者,ENIG之後的綠漆色澤將會被漂洗而變淺。
也就是說綠漆配方中的若干有機物已溶入化鎳浸金槽液中,久之勢必帶來為害不輕的污染。
通常銅面的綠漆厚度不宜低於0.2mil,否則ENIG之後常會出現發白的現象,也是被退的缺點之一。
2.5綠漆顯像不良──ENIG露銅
綠漆顯像不足常使銅墊上留有未能盡除的透明殘膜(Scum),此殘膜中不但含有Na2CO3與消泡劑,並另有已溶入的綠漆成份,一旦附著銅面而又遭後續之高溫烘烤,就會將與銅面勾搭成為難以去除的“錯化物”(ComplexingCompound),而不僅只是稀鬆平常的氧化物(Oxides)而已。
圖4.左圖為孔環及孔壁有Scum存在,致使ENIG後之露銅情形;
右圖係表面焊墊上因殘膜存在而發生的露銅情形。
圖5.此手機板上應鍍ENIG的區域,居然還看得到相當多量如假包換的綠漆,靦不知恥的占住位子不肯離開,根本不是什麼陰魂不散的透明殘膜,其管理之粗心馬虎未免太過離譜。
圖6此為被壓入微點狀的綠漆殘膜,所造成後續ENIG微露銅的缺失。
左為350倍畫面,右為800倍畫面。
可清楚看到露銅區內的刷痕,及ENIG衝到邊緣圍攻不進,卻另往上空發展的生動外貌。
且EN本身的球面結晶也晶瑩剔透粒粒可數。
2.5.1顯像後水洗不良,或吸水滾輪的再污染──ENIG露銅
此處水洗的對象是大量濕滑的鹼性物質,必須要用充足的自來水沖洗才完全清除。
純水僅具沖淡作用根本洗不掉鹼性化學品,一律用純水清洗,是有錢而無知的蠻幹法。
正確操典是在快速烘乾之前才過門純水,以避免不良水痕的附著。
您若不服氣,可試試抹了肥皂的雙手,一手沖純水另一手沖自來水,效果如何連三歲的娃娃也能立判。
真相就是如此簡單,千萬別臉紅脖子粗糗事又不止這一樁,幹嘛還磨不開!
圖7.此二圖之墊面較暗者為ENIG之鍍面,周圍不規則淺色環繞者是綠漆顯像不潔惡名昭彰的透明殘膜(Scum),顯像不良應負最大責任。
有時候顯像與水洗都還不錯,但熱風吹乾前的陳年吸水滾輪,卻是出奇的骯髒,反而把洗淨的板子又給滾塗成了殘膜的附著,成事不足敗事有餘。
只要用手去摸摸吸水輪面有無滑滑膩膩,就知道是否該洗該換了。
任何看不見的Scum只要烘烤老化變質(與銅金屬發生錯化反應)後,想要在正常流程中去徹底清除,堪稱機會不大。
不過一般在噴錫板操作時,這種惱人的殘膜反而是芝麻小事一椿,高溫強風與助焊劑的聯手,甚至一次不夠再加一碼下,早已灰飛煙滅無影無蹤了。
2.5.2烘乾未冷透即疊板,造成銅面異常氧化──ENIG長胖或S/M破邊
顯像及連線水洗烘乾冷卻後,進入下一站熱烤硬化前常需暫存或搬運,以配合生產計劃或不同場地,倘未乾透冷透而逕行疊板者,中央部份銅面的異常氧化就會上演,又經S/M長時間烘烤後,斑點或駁面都將一一亮相。
此異常氧化一旦出現在“綠漆設限”(SolderMaskDefined)的邊緣,當其進入前製程與ENIG本線的微蝕槽時,藥水對該種厚氧化銅的鬆軟區,將會集中力量大肆攻擊,造成S/M正下方被側攻侵入,以致綠漆失根掏空。
加以ENIG更會在毛細作用的幫忙下趁虛而入,形成另一種檯面下的“長胖”。
圖8.左圖為某高級組裝板中之大型BGA安裝焊接區,外圍係孔環與圓墊之啞鈴組合,其環邊與墊邊的綠漆,即屬“CopperDefined”類。
但中心區銅面上的綠漆則卻另屬“S/MDefined”者。
後者一旦微蝕過度,則將出現挖牆腳之不良橫向滲入,難免引發許多後患(另見圖30)。
有時S/M中並未異常氧化,但若前後連線的兩道微蝕過度發威時,也會在綠漆著落與銅面交界處,發生這種挖牆腳的情形。
而且這種粗心大意的“熱疊板”(即使有隔紙之下),也常在其他水洗烘乾連線中不斷發生,只是管理者難以發現而已,夜班毛病尤其多多。
2.6綠漆烘烤硬化後銅面異常氧化──ENIG露銅
正常烤漆後其乾淨銅應呈現暗紫紅色,凡經前處理的刷磨與ENIG本線的微蝕,即可得到純潔的銅面。
但原本污染不潔的銅面,烤綠漆後極可能會呈現殘膜的頑固附著,ENIG後露銅的機會也將大增。
且綠漆也不宜過度烘烤,以防變質脆化以致附著力變差,而增加在ENIG之後的局部破碎脫落。
鎳槽與金槽的溫度超過88℃時,也都將會傷及S/M,進而增多露銅的機會。
超溫甚至還會有底鎳黑墊的可能。
2.7化鎳浸金前之連線預刷清洗
2.7.1水壓太小或無水沖洗──ENIG墊邊長胖或嵌入綠漆
烘烤S/M後暗紫色的銅面氧化物,須經金鋼刷(指有機纖維的刷毛中沾附有金剛砂者)搭配強力沖水下進行刷磨。
正常之刷幅應在0.7-1.0cm之間,壓力太大可能造成綠漆的霧化。
一旦無水或水壓不足時,則在缺乏滑潤與沖走下,會造成在墊邊聚集或綠漆嵌入之銅粉,此時的綠漆外觀會呈現局部黑斑。
進入ENIG的本線時就會在鈀槽中接受活化的款待,後站中就會冒出不該有的鎳金。
此等敗績不但形成局部墊邊長胖,且綠漆表面的鎳金還很不容易摳掉呢。
圖9.此二圖皆為刷磨時綠漆表面遭銅粉強行嵌入,造成事後無法允收的缺點。
通常自動線作業,一直要到最後板子出來時,才會發現早就發生了問題,想要挽救已經太遲。
由此可知自動線的完善管理是何等重要!
2.7.2維修刷毛減少露銅
常用之刷毛以刷出#1000的粗度為宜。
由於水平輸送具有左中右三條跑道,以中央路線的機會最為頻繁。
久而久之造成刷毛長短不均影響刷銅效果,常會造成板邊各墊面的露銅。
此時應採不鏽鋼板上貼有粗砂紙的“整刷板”,去對刷毛修整維護,以保持均勻刷磨。
不過目前手機板流行選擇性ENIG與OSP,兩種皮膜共存的場面,則在做化鎳浸金的前流程時,須用乾膜(杜邦的W-250,即下左圖之藍色者)覆蓋後續OSP管區的銅面。
如此一來當然就不能再照章刷磨,以保護乾膜的安全。
所剩節目也只能靠微蝕的單獨表演了。
圖10.左圖為選擇性局部ENIG製程中所成像的乾膜阻劑。
右圖為去掉乾膜後,再針對該等重要焊墊繼續完成的OSP皮膜,此右圖即為兩者並存的畫面。
由於OSP各銲點可靠度較好,已受到愈來愈多下游用戶的認同,並指定要做這種兼容並備的工序。
圖11.最新手機板上CSP與Mini-BGA之焊墊均已改採OSP,除了必須做為二次焊接的金鐘罩還會用到ENIG以外,其他所有焊接工作全由OSP所包辦了。
此種困難製程不但會讓乾膜污染槽液,而且也常破碎脫落的阻劑而報廢板子,左右為難痛苦不堪。
2.7.3小型焊墊處理困難──強度不足
即使全面能刷的手機板,其基頻區中三、四顆CSP的超小焊墊,也很難得到良好的磨刷成果。
此等躲藏在元件肚子底下的微小焊墊,一向是焊性不良銲點不強的隱憂。
國立中央大學化工材料研究所,高振宏教授所指導的一篇論文中,曾說明焊點愈小者,其含金比例就相對會增加,一旦超過0.1%時,將可能引發脆性。
自從Motorola將之明智改成OSP處理後,已有許多業者先後步其後塵,以加強銲點免於黑墊之後患。
Nokia所採取非常手段的摔落試驗(DropTest),也正是針對此種潛在危機而做。
2.7.4乾燥不全而疊板之過度氧化──ENIG後某些QFP墊面露銅
板子銅面經連線刷磨及微蝕後,還要再過水洗與熱風吹乾,之後疊板的暫存或運輸也要等冷卻之後才能出馬。
否則多餘的熱量及水氣,又會造成板中央小孔邊緣銅面的再次氧化。
有時整批放置太久也會過度氧化,每每使得QFP長墊的整片露銅絲毫不給面子。
圖12.左為板面被動元件之方墊露銅;
右中為QFP長墊的全支露銅,右上則係呈現邊緣之露銅者(因照相之打光不良,致使金層表面反映出灰綠色)。
圖13.左圖皆因載板掛架在鈀槽與後洗中搖動時,互相緊抱在一起大跳貼臉舞,而在S/M上任令鎳層大肆蔓延無法收拾的場面,其原因明顯是出自掛架的問題。
注意此種缺點只會出現板子的單面上,背面則完全正常。
右圖是QFP連續排墊之間距及周圍,也都被全面性“長胖”所霸占淹沒,這顯然是過度活化與鈀後水洗不良,加上三大參數偏高之下場,造成不該長的地方竟然大長特長,有如洪水暴漲時,河道與路面全然不分的奇景。
三、ENIG本線製程
化鎳浸金垂直起落的天車連線,共有9-10個製程站,以及其間多槽的流動水洗與純水漂淨。
由於板子已無法自走輸送,只得逐一嵌入掛架(Rack)吊上天車,再按既定程式七上八下的進出各個槽站。
下表即為系統槽站及其操作之簡介,並將在隨後各小節中詳細檢討應注意之事項。
1.熱浸脫脂
板子浸洗約三分鐘,須將銅面的手印或有機污著物予以清除
洗淨。
↓水洗
2.微蝕
以硫酸/雙氧水或過硫酸鈉微蝕液,進行一分鐘的浸蝕,以除掉銅面氧化物。
3.浸稀硫酸
以10%稀硫酸清洗上述微蝕銅面可能殘留的鹽類。
↓水洗
4.預活化
做為下一站鈀活化的預先處理,以保護鈀槽不致被帶入而污染,板子經本站後無需水洗而可直接進入鈀槽。
↓
5.鈀活化
可使裸銅表面先行置換著落上一層極薄鈀金屬,做為無電鎳層生長的活力來源。
純水
6.化學鎳
板子於高溫82-86℃及強力過濾循環的流動槽液中,進行自動還原式(Autocatalytic)之化學鍍鎳約15分鐘。
7.稀酸活化
以5%稀硫酸浸洗約一分鐘,洗淨鎳面可能附著的有機物。
↓純水
8.浸鍍金
板子於82-86℃的金槽液中進行置換浸鍍10-12分鐘,可得金層厚度約2-3駧。
9.金回收
鍍金後的板子拉起滴液後立即進入此回收槽,使被帶出的少許黃金,可自濾心的樹脂中而得以回收。
10.快速水洗
板子經此暫短浸洗後,立即手送進入後段冷水沖洗與純水漂淨的水平連線,以及熱風迅速吹乾,冷卻後ENIG全部流程才告一段落。
3.1掛架的管理
係以金屬為支持,外面包覆PVC或PVDF之耐化學品塗料。
由於PVC中含有鉛份,用久了難免會溶入高溫的鎳槽中,對化鎳的還原反應將造成傷害。
含氟的PVDF雖已無此煩惱但卻價格較貴,兩者都要注意披覆皮膜的損傷與維修,以減槽鈀與鎳槽中之落。
大面積之薄板在槽液中搖動時,為防止彼此大跳“貼臉舞”起見,掛架要採用Teflon線拉緊做為區隔;
厚板者須採上下橫樑之卡槽,做為隔離分列之定位。
槽液中的掛架要考慮隨著飛把(Fly-Bar)進行水平或垂直的振動,以趕走反應所產生的氣體(如鎳槽中之氫氣)。
各種擺動振動方式中,以氣壓缸頂高2-3cm後,再以自由落體摔下之瞬間撞擊最為有效,盲孔板甚至要全線各槽都要加裝這種氣壓缸。
圖14.鈀槽中遭到活化的浮游碎屑被帶入鎳槽,或鎳槽中原有的流浪顆粒,在大環境中均將發育成為金屬鎳粒子。
一旦登陸移民到鍍面上時,則可能賴著不走落腳生根成為“垂直長胖”,而與前圖2的“水平長胖”前後輝映比美。
由於掛架會不斷的上下進出各槽液,故死角處與橫樑朝上的面積,皆應儘量減少,以避免些許鈀液搭便車而帶入鎳槽,造成掛架各朝上表面的長鎳。
這種不牢固的碎屑很容易落入鎳槽或金槽,經常會帶來不少額外的麻煩。
一旦連掛架之側面也鍍了鎳時,則須以20-30%的稀硝酸進行“削掛架”;
不過削後的塗料表面會變得粗糙,後續就更不客氣的上鎳上金了。
全天操作的新掛架,業者經驗是2-3個禮拜後就開始長鎳長金,長的太快或破損者皆應重新塗裝。
3.2微蝕及鈀活化
微蝕不可過久太強,以防對“綠漆設限”的底銅造成刨根的小動作。
微蝕後的水洗也不可太久,以防再次鈍化。
鈀槽中Pd++正常濃度量僅12mg/l(12ppm),室溫(25℃-30℃)操作時呈現“維大力”汽水般的淡黃色。
補充液則含Pd++120ppm且具深黃色。
銅面長鈀亦屬置換作用,當然就會發生Cu++污染。
密線路板類處理時其鈀槽含銅量不可超過100ppm,一般板子也應低於300ppm。
一旦超出較多時即應棄槽,以免造成後續長鎳不順甚至出現露銅。
任何顆粒進入鈀槽後都會吸鈀而成為固體鈀粒的懸浮。
若再附著於板面各銅墊的邊緣,就會出現“長胖”。
故鈀槽須用1mm濾心強力過濾,補充液也要另採專用器皿,以防其他意外的污染。
倘微蝕液被帶入鈀槽時,銅面長鈀的速率就將變慢甚至缺鈀,使得後續的鍍鎳也啟動不良進而露銅。
任何鎳藥水一旦落入鈀槽中,都將使得鈀離子被還原析出,而成為黑色金屬浮於水面或沾著槽壁,必要時只好換掉鈀槽。
圖15.掛架上落入鎳槽的銅碎、鎳屑、或金渣,由於事先已被鈀槽所活化,故在鍍鎳的高溫操作中,其等負電位均將大幅下降,甚至低於磷化鎳槽液的起鍍電位-0.7V,門外漢既然有了證書執照,當然也就毫不客氣的逢場做戲大鍍其鎳了(此圖取材ElectrochemicalScienceandTechnology,Feb.1984;
p.255)
3.3化鎳製程管理
3.3.1化鎳用不鏽鋼槽之保養
為了長期高溫(82-86℃)的安全操作起見,量產鎳槽幾乎全用不鏽鋼(304或316)建造,100L至1250L大小場面都有。
現行的正常管理,是當鎳金屬補充到了4個MTO(MetalTurnOver,指建浴金屬量)時就要換槽,通常全天量產者,1000L大槽只能維持三天,即告壽終正寢。
此時須立即換上備槽而繼續生產,並將舊槽藥水抽掉至線外,另行中和沈澱收集污泥之環保處理。
而舊槽的“削槽”則需添加50%體積比(或31%重量比)的強硝酸,溶蝕掉槽壁上的化鎳顆粒。
同時也對不鏽鋼槽進行鈍化處理(Passivation),以減少再被鍍上的機會。
許多金屬表面處理的教科書上,都說應另加入鉻酸(CrO3)才會有更好的鈍化效果。
只可惜PCB業界的現行廢水處理系統中,少有除鉻的功能,於是良藥也只好束之高閣。
3.3.2正電性槽體防止長鎳
化鎳槽液中任何帶有負電性的物體,都會被化鎳所還原析附。
一般操作中只要其負電位到-0.7V時,就難免釘牢鍍上。
為了保護不鏽鋼槽壁與加熱器之不被裹脅,乃刻意使用外電源使帶有+0.8V的正電位,以免遭到化鎳的青睞。
至於負極-0.8V者,則另接數根已鈍化的不鏽鋼棒,刻意使其在電鍍過程中犧牲上鎳。
此種假鍍棒的佈局,可在大槽的對角各放一支,在液面較低的回水集流區也再加設一支。
所施加之正電壓卻不可太高(應1V以下),以防槽壁反遭電流與SO4=之盲目圍攻。
削槽洗槽的同時,還要用吸塵器將槽底的落屑清除。
須知即使少許不起眼的金屑,在高溫鎳槽中就會變成強力的活化起鍍劑,小處不可不慎。
3.3.3化鎳槽液的配製與管理
(1)硫酸:
所有量產之化鎳配槽或添加補充,均須採用專業供應商的高濃度原液。
在ISO-9000出貨品質的嚴加管理下,後續槽液品質出問題的機率並不高。
倒是PCB業者為了調整pH值所加入的硫酸或氨水,反而令人捏把冷汗(鈀槽也有相同的煩惱)。
常用試藥級的硫酸中約含鐵15ppm,ENIG操作之鐵量不可超過0.5ppm,否則在Fe++"
Fe+++的氧化過程中,鈀離子將順勢還原成為黑色皮膜,到處漂浮無窮紕漏。
(2)純水:
配槽或清洗所用之純水也要特別留意,由於純水中已不含殺菌的氯氣,故儲槽中很容易生長黴菌。
有時甚至連管路出口的龍頭內緣,都會因死的活的堆積太多厚厚而發黑。
您若不信邪,食指一摸即可真相大“黑”如假包換。
一般長菌的純水槽壁,常會有油油滑滑的感覺。
有菌的純水當然不能派上用場,金槽中尤其是“代誌大條”,下文會另加說明。
(3)加熱與加藥:
加熱區與加藥區最好都安排在過濾機出水口附近,以達到良好攪拌與盡情分散的效果,避免造成三大參數的劇烈變化,減少鍍層的異常演出。
(4)進槽的污染:
板面直立進出槽液時,其通孔本身卻是個個橫躺,前處理各槽液一旦被帶入時(小孔深孔尤甚),高溫脹鬆下勢必紛紛開溜,不但污染鎳槽本身,而且PTH附近的銅環銅墊,正常發育的鎳層也將遭到壓抑。
(5)三大參數:
化鎳沈積的pH(4.5-4.8),液溫(82-86℃),與處理量(LoadingFactor0.4-0.6dm2/L,不可低於0.2也不可超過1.0),是主宰反應快慢的三大參數,必須採用精密儀器,執行自動添加與全程監控。
且應定時線外分析進行比對其數據(量產者每班一次)。
凡此三參數上升者,都可能因過度活化而長胖(因其主還原劑Na2H2PO2次磷酸二氫鈉,要在高鹹中活力才會強);
反之三大條件不足時,亦將會導致起鍍不良甚至表演露銅。
老手們都有這種經驗,每天一大早的第一架,總是偶而洩氣露銅不給面子,彷彿是神不守舍沈睡未醒一般。
在第一掛的犧牲打(Dummyplating)之後槽液中充滿氫氣時,才會逐漸賞臉出現活性。
此等充滿氫氣士氣大振的故事(注意Loading太低者也不易反應),早在化學銅的操作中就已有歷史記載。
不過對於金槽而言,此種打氣加油則大可不必了。
有經驗的業者甚至還設計了不同的程式,以應付不同停機待料的再啟動作業,以減少無謂的露銅報廢。
(6)筆鍍救板:
一旦少許一兩個墊面露銅而造成全板報廢的話,實在是暴殄天物十分可惜。
某些情況下也許可採刷鍍或筆鍍方式(Stylusplating)搶救回來。
所用藥水可採ENIG者或專用電鍍藥液,當然其金之面色差是在所難免,最好先向客戶說明,取得諒解下才再放行出貨。
3.4浸金製程管理
3.4.1酸性金水中含金量約0.6-0.8g/L,代工廠僅0.2-0.3g/L。
一般之銅污染不可超過5ppm,一旦少許清潔銅墊在全無鎳面覆蓋之下,很可能在金水中也發生銅與金的置換,進而造成銅份溶入。
當金水中的銅污染量增多時,會常出現金面異常而呈現較紅的色澤,使得金與鎳之間的密著力也會變差。
ENIG的某些焊墊若出現霧霧暗暗時,就可能是無鎳的金面。
倘有懷疑時,可用剝金液【KCN+(間)硝苯磺酸鈉】剝除金層,是鎳是銅自必一目了然。
3.4.2金槽建浴用純水或回收槽純水,一旦發霉即表已有多量的黴菌帶入。
此時金水中原配方的有機酸錯化劑,加上黴菌代謝的有機物,將使得金水活性更強,其聯手腐蝕的化鎳層,下場當然很慘。
回收水中雖然不會再出現置換反應,但其中的菌類與有機酸的互相幫忙打氣,以賈凡尼效應的助虐,仍然會透過金層疏孔而對底鎳繼續猛咬,不斷造成鎳層的暗中氧化,遲早會引發黑墊。
想要免於恐懼避禍求福,最好的辦法就是換掉回收槽,品管嚴格的大廠,幾乎隔天就換少惹麻煩。
四、後製程
4.1回收之後的徹底水洗,早期多半採80℃的熱水連續沖洗,及吹乾前的熱純水過門。
由於因水溫經常不足(是否為了節省成本?
),水質太髒,反而造成乾燥後金面的發紅。
為了徹底杜絕後患,目前業者在ENIG線內之回收與浸洗出槽後,立即逐片改成水平連線的冷水沖洗與純水漂淨,再以清潔的熱風迅速吹乾,務必要使活性尚未停歇的ENIG,減少再遭賈凡尼式的持續腐蝕。
4.2事實上ENIG完工之後,還要執行運輸、暫存、白字印刷、切外形與品檢等後流程,當然最後仍需用到水平連線的清潔工作。
此等看似等閒的洗水與乾燥,也應按部就班以避免後底鎳繼續氧化,減少金面變色發紅。
疑似變紅者只要用手指摸摸還會變得更紅,連橡皮都擦不掉。
較嚴重者其底鎳可能早已變黑了。
五、歸納整理
ENIG量產製程中最常出現的露銅、長胖與變色等三大外觀問題,雖已逐一交代如上,但對初學或製程以外的讀者來說,想必仍然是滿天神佛丈二金剛。
為洞悉脈絡清楚思路起見,特再提綱挈領整理要點如下,以方便上陣出招時直撲敵魁手到擒來也。
露銅(Skipplating)
1.氧化銅太厚:
過度烘烤、溫濕疊板、環境不良放置太久。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 化镍浸金 量产 管理 解困 0604
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
沃尔玛的人力资源管理分析.docx
-
述职报告范文.docx
-
注册建筑师继续教育必修课培训班.docx
-
五1班综合导学案123周.docx
-
水针法操作评分标准.docx
-
五年级作文之五年级常识性说明文的作文.docx
-
中考语文七至九年级文言实词归纳复习.docx
-
物联网技术应用高职组赛项样题.docx
-
中小学教师招聘考试题库及答案.docx
-
西安交通大学15年《先进制造技术》在线作业考查课试题更新.docx
-
奖罚细则.docx
-
铣床百科.docx
-
中央民族大学 高等学校特色专业建设点.docx
-
显卡.docx
-
信息系统阐发与设计试题库.docx
-
教科版九年级政治第四单元教案.docx
-
现浇重力式挡土墙施工工艺.docx
-
学年海淀区九年级语文第一学期期中试题及答案.docx
-
冀教版六年级品德与社会课课练习带答案.docx
