 现代刀具材料与切削加工技术2752W.docx
现代刀具材料与切削加工技术2752W.docx
- 文档编号:19811158
- 上传时间:2023-04-24
- 格式:DOCX
- 页数:53
- 大小:27.88KB
现代刀具材料与切削加工技术2752W.docx
《现代刀具材料与切削加工技术2752W.docx》由会员分享,可在线阅读,更多相关《现代刀具材料与切削加工技术2752W.docx(53页珍藏版)》请在冰豆网上搜索。
现代刀具材料与切削加工技术2752W
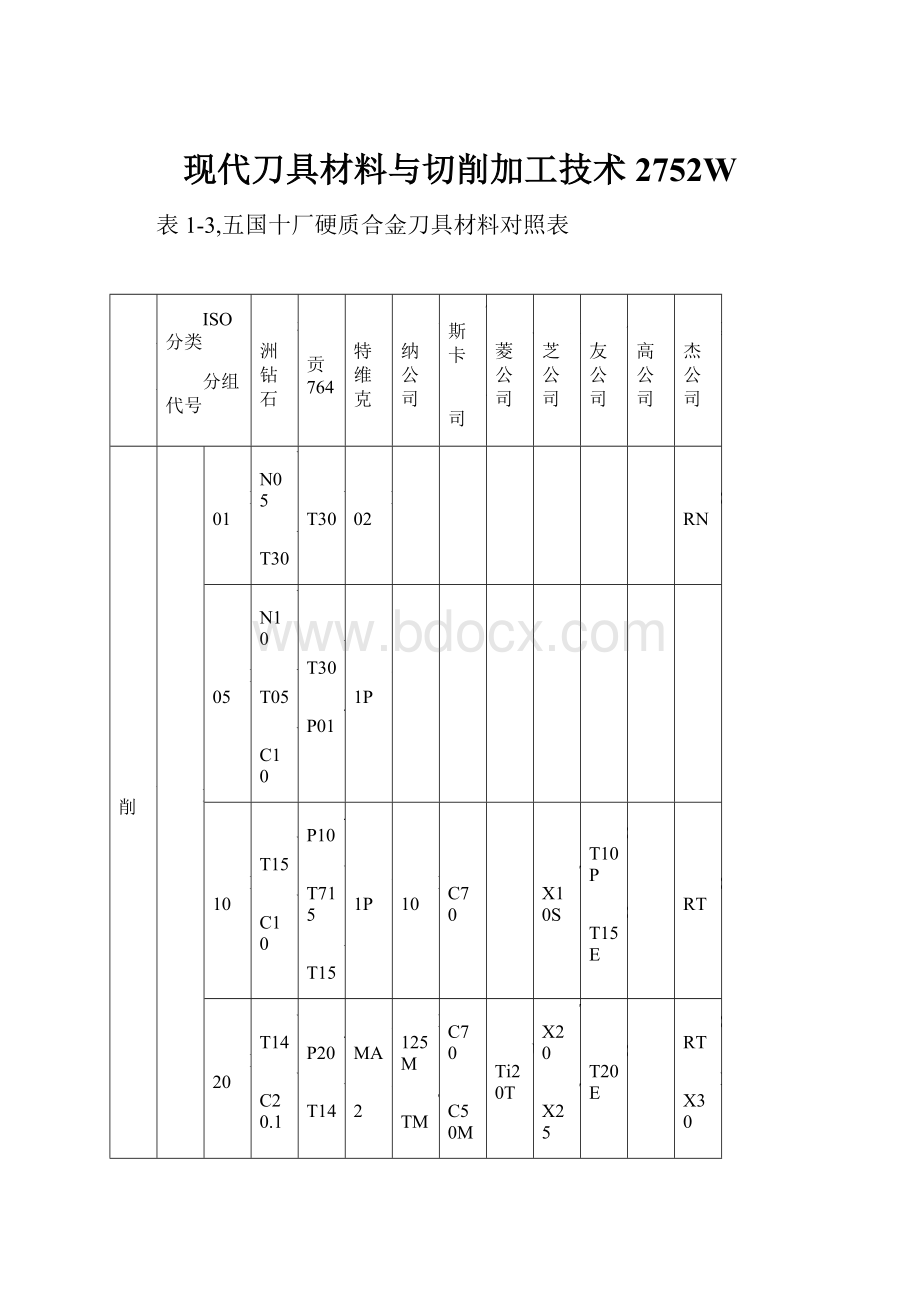
表1-3,五国十厂硬质合金刀具材料对照表
作
业
ISO分类
分组代号
株洲钻石
自贡764
山特维克
肯纳公司
伊斯卡
公司
三菱公司
东芝公司
住友公司
山高公司
黛杰公司
车削
P
P01
YN05
YT30
YT30
F02
SRN
P05
YN10
YT05
YC10
YT30
ZP01
S1P
P10
YT15
YC10
ZP10
YT715
YT15
S1P
P10
1C70
TX10S
ST10P
ST15E
SRT
P20
YT14
YC20.1
ZP20
YT14
YT758
YT798
SMA
S2
K125M
TTM
1C70
1C50M
UTi20T
TX20
TX25
ST20E
SRT
DX30
P30
YT5
YC30
YC35
YC40
ZP35
ZP30
YT730
YT535
YT5
S4
SM30
GK
K600
TTR
1C50M
1C54
UTi20T
TX30
UX30
A30
A30N
SR30
DX30
DX35
P40
YC40
YC45
ZP40
YT535
S6
G13
1C54
TX40
ST40E
SR30
DX35
作
业
ISO分类
分组代号
株洲钻石
自贡764
山特维克
肯纳公司
伊斯卡
公司
三菱公司
东芝公司
住友公司
山高公司
黛杰公司
车削
M
M10
YW1
YW3
YD201
YT726
YW1
ZM15
ZCP1F
YT767
H10A
K313
TU10
EH510
U10E
890
UMN
UM10
M20
YW2
YW3
YM20
YW2
YW2A
2CP1A
YG522
R1P
H13A
K68
KMF
K125M
TTM
1C08
UTi20T
TU20
EH520
U2
HX
883
DX25
UM20
UMS
M30
YM30
YC30T
YG813
ZM30
YG532
H10F
H20
H13A
SM30
K600
TTR
1C08
1C28
UTi20T
UX30
A30
A30N
DX25
UM30
UMS
M40
YC40T
YG640
S6R4
G13
1C28
TU40
UM40
K
K01
YG3
YG3X
YD05
YG3X
YG3
YG610
H1P
H605
HTi05T
TH03
H1H2
KG03
K05
YD05
YS8
YD051
YG3X
YG3
YG610
YG643
作
业
ISO分类
分组代号
株洲钻石
自贡764
山特维克
肯纳公司
伊斯卡
公司
三菱公司
东芝公司
住友公司
山高公司
黛杰公司
车削
K
K10
YD15
YS8
YS10
YD201
YG6X
YG6A
ZK10UF
YG6X
YG6A
YG610
YG643
H1P
H10
HM
K10
K313
KF1
KM1
K110
MTH
MTHM-U
1C20
HTi10
G1FTH10
EH10
EH510
890
KG10
KT9
CR1
K20
YG6
YG8N
YD15
YD201
ZK20UF
ZK20
YG6
YG813
H13A
K715
KMF
K600
1C20
1C10
UTi20T
G2F
G2K
S20
G10E
EH20
EH520
890
HX883
KT9
CR1
KG20
K30
YG8
YG8N
YS2T
YD201
ZK30UF
ZK30
YG8
THR
1C10
1C28
UTi20T
G3
G10E
883
KG30
N
N01
YD101
H10
H13A
K605
H1H2
KG03
N10
YD101
YS8
YS10
ZK10UF
K10
K313
KF1
KM1
K110M
THM
THM-U
HTi10
TH10
H10T
KS05F
EH10
EH510
890
H15
KC10
KT9
作
业
ISO分类
分组代号
株洲钻石
自贡764
山特维克
肯纳公司
伊斯卡
公司
三菱公司
东芝公司
住友公司
山高公司
黛杰公司
车削
N
N20
YD201
K715
KMF
K600
G10E
EH20
EH520
HX
KX
883
H15
H25
CR1
KG20
N30
G13
THR
H25
KG30
S
S01
RT9005
KG03
S10
YS8
YD15
YT726
H10A
H10F
H13A
H10
K10
K313
THM
RT9005
RT9010
TH10
EH10
EH510
890
F205
KG10
S20
YT767
YT758
K715
KMF
RT9010
TF15
KS20
EH20
EH520
890
883
HX
H25
F215
KG20
S30
G13
K600
THR
TF15
KG30
铣削
P
P10
YT15
YC10
YT15
S1P
SRT
P20
YT14
YC10
YS25
ZP25
YT798
YT14
SMA
K125
1C50M
1C28
UTi20T
TX25
A30N
SRT
DX30
作
业
ISO分类
分组代号
株洲钻石
自贡764
山特维克
肯纳公司
伊斯卡
公司
三菱公司
东芝公司
住友公司
山高公司
黛杰公司
铣削
P
P30
YT5
YS25
YC30S
YS30
ZP35
YT5
SM30
GX
K600
1C50M
1C28
UTi20T
UX30
A30N
SR30
DX30
P40
YC40
YT535
1C28
SR30
M
M10
YW1
YW3
YW1
K110M
UMN
M20
YW2
YW3
YS25
YS30
YW2
YW2A
YT798
K313
UTi20T
A30N
DX25
UMS
M30
YS25
YS30
YC30S
YC30T
SM30
KFM
K600
1C28
UTi20T
UX30
A30N
DX25
UMS
M40
YC40T
YC40
1C28
TU40
K
K01
YG3X
YD05
YG3X
YG610
HTi05T
KG03
K05
YD05
YD051
YG610
H1P
K10
YG6
YG6X
YD051
YG6
YG6X
YG643
H1P
K110M
K313
K20
HTi10
TH10
G10E
KG10
作
业
ISO分类
分组代号
株洲钻石
自贡764
山特维克
肯纳公司
伊斯卡
公司
三菱公司
东芝公司
住友公司
山高公司
黛杰公司
铣削
K
K20
YG6
YD051
YG8
YDS15
YG6
YG643
YG813
K20UF
HM
KFM
1C20
1C10
UTi20T
G10E
HX
KT9
CR1
KG20
K30
YG8
YG8N
YDS15
YG8
YG813
2K30UF
1C10
1C28
UTi20T
KG30
注:
上表摘自各公司样本和刊物,没有取得各公司的认可。
表3-2国内外部分硬质合金棒材性能及用途对照表
产地
牌号
对应于ISO
化学成分(%)
WC粒度um
物理机械性能
主要用途
WC
Co
TiC,TaC/NbC
密度(g/cm3)
硬度(HRA)
抗弯强度(N/mm2)
株硬型材
YU06
K05-K10
94.0
6
0.4
14.75
94.3
≥3000
加工铝镁合金及塑料,用于制作微型铣刀及铰刀。
YL10.2
K20-K30
89.5
10
其它0.5
≤0.8
14.44-14.55
91.8
≥4000
适用于普通钢、铸铁、不锈钢、耐热钢、镍基及钛基合金等材料的加工,推荐用于制作麻花钻、立铣刀、铰刀、丝锥等通用工具材料。
YU12
K30
87.0
12
其它1.0
0.20-0.40
14.05-14.15
92.5
≥4000
适用于钛合金、耐热合金、不锈钢、淬硬钢、铸铁、玻璃纤维增强塑料等材料,推荐用于制作各种规格立铣刀、球头铣刀等硬质合金刀具,具有比YL10.2更高的硬度和强度。
YF06
K10
93.5
6
其它0.5
0.40-0.60
14.86-14.96
93.5
≥3800
适于制作Φ0.8-3.2钻头及铣刀,并适合制作加工铝合金、塑料等复合材料用的整体合金刀具。
厦门金鹭
GU20
89.5
10
其它0.5
0.7
14.40
91.8
3500
适于制作钻头、立铣刀等,切削钢材、铸铁、不锈钢、耐热钢及高温合金、钛合金。
GU15F
91.4
8
其它0.6
0.6
14.65
93
4200
适于制作小直径钻头和立铣刀,加工非金属材料。
GU10F
93.1
6
其它0.9
0.4
14.80
94.2
4000
适于制作Φ0.1-3.2mm加工PCB的钻头及铣刀
产地
牌号
对应于ISO
化学成分(%)
WC粒度um
物理机械性能
主要用途
WC
Co
TiC,TaC/NbC
密度(g/cm3)
硬度(HRA)
抗弯强度(N/mm2)
厦门金鹭
GU15UF
91.0
8
其它1.0
0.4
14.60
93.8
4200
适于制作Φ0.1-0.8mm加工PCB的钻头及铣刀
GU25UF
86.9
12
其它1.1
0.4
14.10
93
4000
适于制作立铣刀,加工钢、淬硬钢、铸铁、镍基合金、钛合金及非金属材料。
自贡硬质合金
ZK10UF
K05-K15
6
0.6
14.8-15.0
93
2500
适于各种铸铁及有色金属的半精加工和精加工,也是制作整体合金孔加工刀具的优良材料
ZK20UF
K20-K30
8
0.6
14.5-14.8
92.7
2700
兼有硬度高、高强度,是整体合金孔加工刀具立铣刀的良好材料。
适于各种铸铁及有色金属的半精加工和粗加工。
ZK30UF
K20-K30
10
0.6
14.3-14.6
91.7
2900
具有优越的韧性,硬度也较高,适于各种铸铁、有色金属的粗加工和强力铣削,特别是制作孔加工刀具理想的材料。
ZK10SF
K05-K20
6.5
0.4-0.5
14.6-14.9
93.5
2500
具有较高的耐磨性、强度高、抗冲击性好,适合各种铸铁、有色金属及非金属材料的加工,适应于制作整体合金孔加工刀具。
ZK10SF-1
14.6-14.9
94
2500
具有良好的耐磨性,适合于铸铁、有色金属、非金属材料和淬火钢的精加工,是整体合金孔加工刀具的优良材料。
ZK20SF
K20-K40
8
0.4-0.5
14.5
92.8
≥3400
适于耐热钢、普通钢、不锈钢、Ni基、Ti基高温合金粗加工及半精加工,同时也是涂层刀具的理想基体材料。
ZK40SF
K40-K50
12
0.4-0.5
14.1
92.1
≥3800
适于耐热钢、普通钢、不锈钢、Ni基、Ti基高温合金粗加工,并可做涂层刀具的基体材料
产地
牌号
对应于ISO
化学成分(%)
WC粒度um
物理机械性能
主要用途
WC
Co
TiC,TaC/NbC
密度(g/cm3)
硬度(HRA)
抗弯强度(N/mm2)
瑞典山特维克
H10F
K05-K40
90.0
10
0.8
14.45
92.1
4300
适于低切削速度、中等进刀量、加工钢、铸铁、不锈钢和耐热钢、镍基合金及钛合金。
H12N
K40
88.0
12
中颗粒
14.30
88.4
2800
适于低速、大进给量、加工钢、铸铁、不锈钢和耐热钢、镍基合金及钛合金。
奥地利普朗西
S36T
P30-P40
76.5
12
立方碳化物11.5
1.0-2.0
13.05
90.5
≥2200
适于制作加工钢材的三刃钻及立铣刀。
TSF40
K10-K30
87.6
12
立方碳化物0.4
0.4
14.10
92.8
≥4000
适于制作加工各种材料的钻头及立铣刀。
TSM10
K05-K10
14.90
93.5
>3300
适于制作硬质合金钻头及丝锥。
TSM20
K10-K30
94.0
6
0.7
14.75
92.8
>3500
适于制作钻头、立铣刀、加工铸铁、钢材、高温合金、钛合金、有色金属及非金属材料。
TSM30
K20-K40
92.5
7.5
0.7
14.50
91.8
3200
适于制作钻头、立铣刀,适用切削不锈钢、合金钢、钛合金和有色金属。
产地
牌号
对应于ISO
化学成分(%)
WC粒度um
物理机械性能
主要用途
WC
Co
TiC,TaC/NbC
密度(g/cm3)
硬度(HRA)
抗弯强度(N/mm2)
德国钴岑
K40UF
K30-K40
90.0
10
14.45
3600
用于制作旋转刀具,加工淬火钢零件。
K44UF
K40-K50
88.0
12
0.7
14.10
3800
韧性极高,用于旋转刀具,特别是用于粗加工立铣刀。
DK250F
K20
90.5
8
立方碳化物1.5
0.7
14.60
3200
高耐磨、高韧性,适于制作加工铸铁、冷硬铸铁、淬火钢、硬铝合金、塑料的刀具。
DK400N
K20-K40
90.0
10
0.7
14.50
3200
适合旋转刀具,特别适用制作粗加工立铣刀。
德国康纳德
KFK20UF
K10-K20
90.5
8
1.5
0.7
14.60
92.2
>3200
适于加工铸铁、非合金钢、铝合金及塑料。
KFK40UF
K30-K40
89.5
10
0.5
0.65
14.50
91.7
>3600
适于切削耐热钢、耐腐蚀钢、不锈钢、钛合金、有色金属、塑料的通用刀具材料。
KFK44UF
K40-K50
86.7
12
1.3
0.5
14.10
92.1
>3800
适于切削耐热钢、耐腐蚀钢、不锈钢、钛合金、有色金属。
KFK55SF
89.8
9
1.2
0.2
14.30
93.2
4000
广泛用于高速、高硬、高耐磨、干式切削。
产地
牌号
对应于ISO
化学成分(%)
WC粒度um
物理机械性能
主要用途
WC
Co
TiC,TaC/NbC
密度(g/cm3)
硬度(HRA)
抗弯强度(N/mm2)
卢森堡森拉天时
MG12
K05-K10
94.0
6
0.50-0.80
14.80
93
3500
超细颗粒硬质合金,适于有色金属、铝合金、玻璃和碳纤维强化塑料、石墨、低或中硬度铸铁、冷硬铸铁、淬火钢。
TSM10
K05-K10
94.0
6
0.50-0.80
14.90
93.3
3300
TSM20
K10-K20
92.5
7.5
0.50-0.80
14.75
92.6
3500
用于加工灰铸铁、回火铁、非合金钢、钛合金、钽合金、耐热钢、塑料。
TSM33
K20-K40
90.0
10
0.50-0.80
14.35
91.9
3700
适于加工不锈钢、耐腐蚀和耐热合金、铬合金钢、镍和钴合金钢、钛合金、有色金属、塑料。
MG18
K20-K40
90.0
10
0.5-0.8
14.50
92.3
3700
TSF22
K10-K20
91.8
8.2
0.20-0.50
14.55
93.7
4400
专用超细合金牌号,用于高速加工,加工硬度大于HRC60度的超硬材料。
CTS18D
K20-K40
91.0
9.0
0.50-0.80
14.55
91.9
3600
特殊的微晶粒材质适用于高效加工钢材、不锈钢和难加工材料(例如钛)。
最佳韧性和抗磨损性。
CTF12A
K15
94.0
6.0
0.50-0.80
15.00
92.1
2600
用于制造钻石涂层硬质合金工具的细晶粒材质,涂层粘着力强,非常适于加工石墨和高硅铝材
产地
牌号
对应于ISO
化学成分(%)
WC粒度um
物理机械性能
主要用途
WC
Co
TiC,TaC/NbC
密度(g/cm3)
硬度(HRA)
抗弯强度(N/mm2)
美国肯纳
K2000
K10
92
8
0.2-0.5
14.50
94.3
4500
全能牌号。
适于要求高性能加工领域
KMS
K30
89.5
10
碳化物0.5
0.5-0.8
14.40
91.8
3600
适用于钢、不锈钢、镍/钴合金、钛合金、有色金属、非金属材料的粗加工/精加工,为制造钻头首选
KF1
K10
94
6
0.5-0.8
14.90
92.7
3000
适合于硬度>HRC55的材料加工,非金属材料,为制造铰刀首选
THM-F
K10
91.8
6.5
其它含量
0.5-0.8
14.80
93.0
3000
适合于硬度>HRC55的材料精加工,非金属材料(尼龙、塑料、玻璃钢)
THR-S
K25
89.5
10
其它含量
0.5-0.8
14.50
91.9
3700
适合于加工各种材质,包括耐酸耐腐蚀的金属以及耐热钢,铬合金、镍钴合金、钛合金,有色金属、非金属材料(粗加工/精加工)
K2210
K25
89.5
10
0.5-0.8
14.50
92.1
3600
首选牌号,适用于硬度低于HRC55的各种钢/不锈钢、铬合金、镍钴合金、钛合金、有色金属、非金属材料的粗加工、精加工,广泛用于各种硬质合金刀具中,具有良好的通用性
2612
K25
88
12
0.5-0.8
14.10
92.2
3825
具有极高的耐磨性和强度,良好的涂层结合性,适于加工不锈钢、钛合金及高温合金等难加工材料。
适用高速铣削加工
产地
牌号
对应于ISO
化学成分(%)
WC粒度um
物理机械性能
主要用途
WC
Co
TiC,TaC/NbC
密度(g/cm3)
硬度(HRA)
抗弯强度(N/mm2)
德国AF
AFK10UF
K10
94
6
0.6
14.80
93.8
>3500
AFK40UF
K30-K40
90
10
0.6
14.50
91.9
>3600
AFK44EF
K40-K50
88
12
0.5
14.10
92.3
>3800
AFK45EF
K40-K50
87
13
0.5
13.90
92.4
>3900
中瑞科技
FR15(M15F)
K15
90
10
0.8
14.40
92.2
4140
FR25(M25F)
K25
88
12
0.6
14.10
92.5
4340
SP35(M35F)
K35
87
13
0.2-0.5
14.05
92.8
4140
TR20(M35F)
K20
92
8
0.7
14.60
92.8
3840
表4-3,五国十厂CVD涂层硬质合金刀具材料分类分组对照表
作业
ISO分类分组代号
株洲钻石
自贡764
山特维克
肯纳公司
伊斯卡
公司
三菱公司
东芝公司
住友公司
山高公司
黛杰公司
车削
P
P01
GC4005
KC9110
TN7005
UE6005
T9005
AC700G
TP1000
JC110V
P05
YBC151
ZCP1F
ZCM12
P10
YBC151
YBC251
ZCP1F
ZCM12
ZCM02
GC4005
GC4015
GC3115
KC9110
TN7005
TN7010
1C9015
UE6005
UE6010
UE6020
UC6010
T9015
AC700G
AC2000
TP1000
TP2000
TP200
TX150
JC110V
JC215V
P20
YBC151
YBC251
ZCP1A
ZCP1F
ZCM02
ZCM12
ZCM04
ZCM14
GC4015
GC4025
GC2015
LC25
GC3025
KC9125
TN701


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 现代刀具材料与切削加工技术 2752W 现代 刀具 材料 切削 加工 技术 2752
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #全自动电容电感测试仪.docx
#全自动电容电感测试仪.docx
-
《 运筹学 》课程教学大纲共12页.docx
-
《边城》论文.docx
-
《光曲》时教学设计.docx
-
《环境生物学孔繁翔》课后习题答案.docx
-
《建筑施工技术》复习题集与答案知识分享.docx
-
《理论力学B》课程教学大纲.docx
-
《农村社会基层治理危机的预防与对策基于广西的实证分析》申报书第十二届挑战杯.docx
-
《信息诚信校园》.docx
-
《中小学教室照明设计规范》之欧阳数创编.docx
-
《从愚昧到科学科学技术简史》.docx
-
1监理基本工作.docx
-
03岁早教亲子活动.docx
-
05秋第三次作业第678章.docx
-
《安全生产培训管理办法》国家安监总局令第44号施行.docx
-
《护理学基础》复习题.docx
-
《煤矿安全规程》安全考试复习题.docx
-
《嵌入式操作系统》实验报告.docx
-
《生产过程危险和有害》 T.docx
-
《危机传播管理》完整笔记胡百精.docx
-
《24噪音管理控制程序》.docx
-
《不倒翁》教案最新.docx
-
《大学生恋爱与性健康》期末考试满分.docx
-
《轨道工程》课程设计任务书.docx
-
《小学数学探究性学习的研究》数学课题申报表.docx
-
《会计电算化》培训班讲义第三节.docx
-
1 实习基本情况概述.docx
-
《亮剑》观后感15篇.docx
-
《保险学概论》网考题库判断题.docx
-
《叛逆不是孩子的错》读后感心得体会.docx
-
《枫树上的喜鹊》优秀教案13.docx
-
《管理信息系统》模拟试题及练习题含答案.docx
-
java的时间操作文档格式.docx
-
数学第二册教学计划文档格式.docx
-
就留守儿童教育问题的研究论文Word格式.docx
-
BI手册培训教案Word格式文档下载.docx
-
实训心得精选20篇Word格式.docx
-
链传动教案文档格式.docx
-
有限元在材料科学与工程中的应用剖析Word格式文档下载.docx
-
37商业零售经营企业1000m2以上安全生产标准化评定标准Word文档下载推荐.docx
-
1 旭梦者针对佳和药业高端顾客项目策划书Word文件下载.docx
-
江苏省盐城市学年高一下学期期末考试英语有答案Word文件下载.docx
-
圆弧齿同步带传动设计计算实例文档格式.docx
-
部编版三年级上册道德与法治计划及教案1精品Word格式.docx
-
个人追赶超越学习心得体会docxWord文档下载推荐.docx
-
酒店管理设计酒店消防规划设计部分叶予舜Word下载.docx
-
休闲娱乐创业计划Word文档下载推荐.docx
-
第一章引导案例销售和收款循环案例分析精品文档14页Word文档下载推荐.docx
-
学校规章制度之听课评课制度附课堂教学评价表Word格式文档下载.docx
-
石家庄市城镇职工基本医疗保险实施办法2Word下载.docx
-
部编人教版语文八年级上册期中考试题及答案Word文档格式.docx
