 焊接工艺规程.docx
焊接工艺规程.docx
- 文档编号:19669295
- 上传时间:2023-04-24
- 格式:DOCX
- 页数:48
- 大小:48.25KB
焊接工艺规程.docx
《焊接工艺规程.docx》由会员分享,可在线阅读,更多相关《焊接工艺规程.docx(48页珍藏版)》请在冰豆网上搜索。
焊接工艺规程
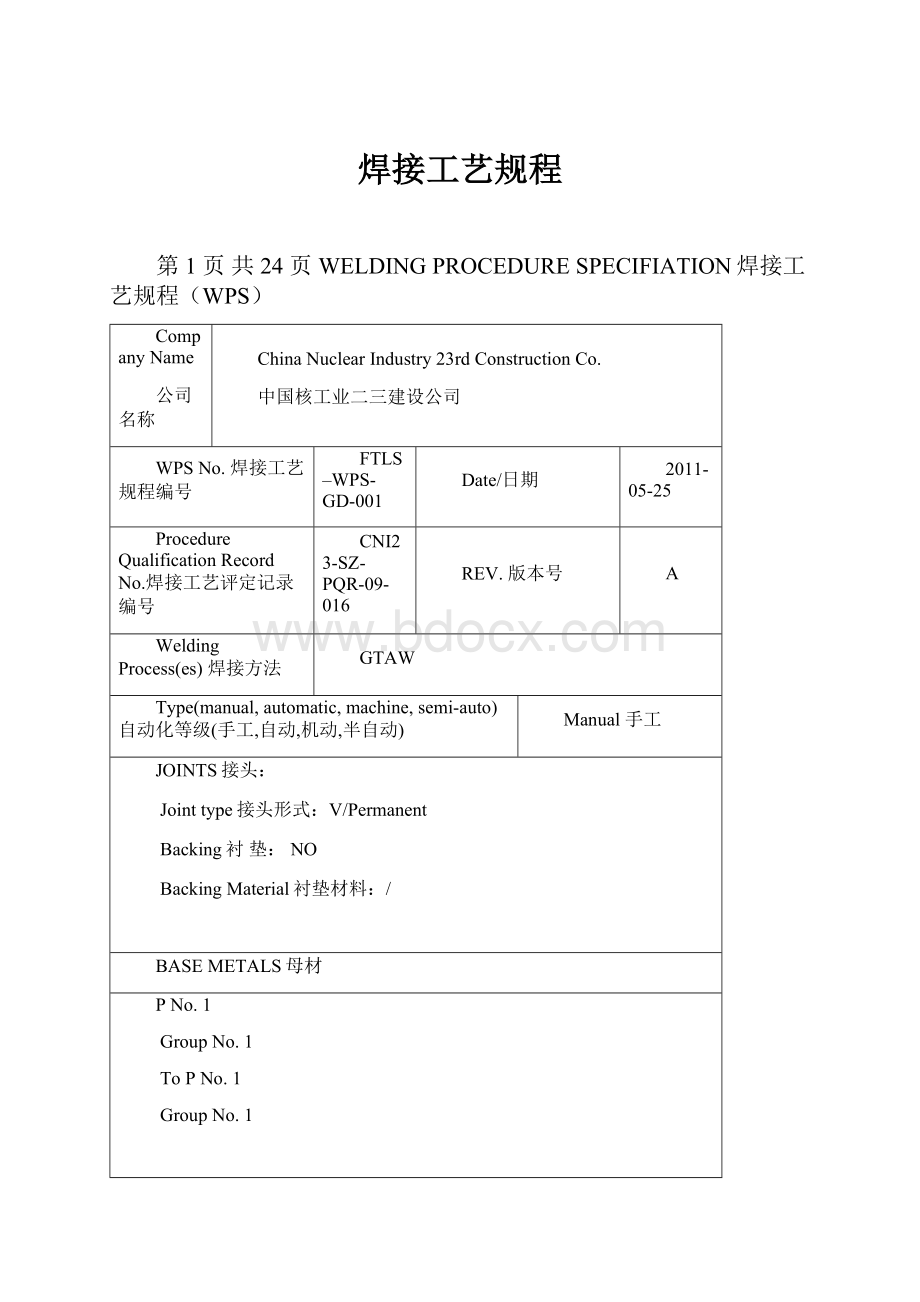
第1页共24页WELDINGPROCEDURESPECIFIATION焊接工艺规程(WPS)
CompanyName
公司名称
ChinaNuclearIndustry23rdConstructionCo.
中国核工业二三建设公司
WPSNo.焊接工艺规程编号
FTLS–WPS-GD-001
Date/日期
2011-05-25
ProcedureQualificationRecordNo.焊接工艺评定记录编号
CNI23-SZ-PQR-09-016
REV.版本号
A
WeldingProcess(es)焊接方法
GTAW
Type(manual,automatic,machine,semi-auto)自动化等级(手工,自动,机动,半自动)
Manual手工
JOINTS接头:
Jointtype接头形式:
V/Permanent
Backing衬垫:
NO
BackingMaterial衬垫材料:
/
BASEMETALS母材
PNo.1
GroupNo.1
ToPNo.1
GroupNo.1
TypeorGrade型号和等级A106B、A53
Thickness厚度范围:
BaseMetal母材:
Groove坡口焊3~5mmFillet角焊NO
PipeDia.管子直径范围:
Groove坡口焊NoLimitedFillet角焊NO
Other其他NO
FILLERMETALS填充金属
SFASpecification标准号:
5.18
AWSClassification等级:
ER70S-6
F-No.:
6
A-No.:
1
SizeofFillerMetal焊条(丝)直径:
Φ2.0mm
WeldMetalThicknessRange熔敷焊缝金属厚度范围:
Groove坡口焊缝:
3.0-5.0mm
Fillet角焊缝:
NO
Wire-flux(categoryNo.)焊丝—焊剂(分类号):
NO
Wire,Electrode,Fluxtradename焊丝、焊条、焊剂商标名称:
TianTai天泰
Consumableinsert可熔化嵌条:
NO
Other其他NO
第2页共24页WELDINGPROCEDURESPECIFIATION焊接工艺规程(WPS)
POSITIONS焊接位置POSTWELDHEATTREATMENT焊后热处理
PositionofGroove坡口的位置:
1G/2G/5GTemperature温度范围:
NO
Weldprogression焊接方向:
向上Time时间范围:
NO
FilletWeldLocation角焊位置:
/
PREHEAT预热处理gas(es)
气体%
composition混合比flowrate流量Shielding保护气Ar99.99%15~20L/minTrailing尾部保护气NONONOBacking背部保护气NONONO
Preheattempmin最小预热温度10℃Interpasstempmax最大层间温度250℃Preheatmaintenance预热保持方式N/A
ELECTRICALCHARACTERISTICS电特性
Current电流AC或DCDCPolarity极性DCEN
Amps(A)安培(范围)SeeBelowTableVolts(V)伏特SeeBelowTable
Tungstenelectrodesize钨极尺寸和类型:
Ф2.5mm铈钨极
ModeofmetaltransferforGMAW金属过渡方式(GMAW):
N/A
Electrodewirespeedrange送丝速度范围:
N/A
TECHNIQUE焊接技术
StringorWeaveBead直进焊或横摆焊:
StringBead无摆动
Orificegascupsize喷嘴或喷嘴尺寸:
Ф12~14mm
Initialandinterpasscleaning(Brushingorgrinding,etc.)底焊道和中焊道清理方式(刷理或打磨等):
Grinding/打磨
Methodofbackgouging背面清根方法:
NO/无
Oscillation横摆方法:
NO
Distancefromcontacttubetoworkpiece导电嘴至工件距离:
5~10mm
Multipleorsinglepass(perside)多焊道或单焊道:
Multiple/多焊道
Multipleorsingleelectrode多丝焊或单丝焊:
Singleelectrode单丝焊
TravelSpeed(Range)焊接速度(范围):
SeeBelowTable
Peening捶击有无:
NO
Other其它:
NO
WeldLayer(s)焊层
Process焊接
方法
FillerMetal
填充金属
Current(A)电流
Volt.Range(V)电压
范围
TravelSpeedRange(cm/min)焊接速度范围
Note备注
Class种类
Dia.(mm)直径
Polarity极性
Amp.Range安培
1
GTAW
ER70S-6
Ф2.0
DCEN
60~80
10~13
5~8
15~20
2
GTAW
ER70S-6
Ф2.0
DCEN
60~90
10~15
6~8
15~20
Note:
CurrentoftheVerticalpositionweldingandtheoverheadpositionweldingarelessthan15-20%ofabove.注:
立焊、仰焊电流小于上述15-20%。
Initiatedby编制:
Date日期:
Reviewedby审核:
Date日期:
GA气
第3页共24页WELDINGPROCEDURESPECIFIATION焊接工艺规程(WPS)
CompanyName
公司名称
ChinaNuclearIndustry23rdConstructionCo.
中国核工业二三建设公司
WPSNo.焊接工艺规程编号
FTLS–WPS-GD-002
Date/日期
2011-05-25
ProcedureQualificationRecordNo.焊接工艺评定记录编号
CNI23-SZ-PQR-09-015
REV.版本号
A
WeldingProcess(es)焊接方法
GTAW/SMAW
Type(manual,automatic,machine,semi-auto)自动化等级(手工,自动,机动,半自动)
Manual手工
JOINTS接头:
Jointtype接头形式:
V/Permanent
Backing衬垫:
NO
BackingMaterial衬垫材料:
/
BASEMETALS母材
PNo.1
GroupNo.1
ToPNo.1
GroupNo.1
TypeorGrade型号和等级A106B、A53
Thickness厚度范围:
BaseMetal母材:
Groove坡口焊5~7mm
Fillet角焊NO
PipeDia.管子直径范围:
Groove坡口焊NoLimitedFillet角焊NO
Other其他/
FILLERMETALS填充金属
SFASpecification标准号:
5.18/5.1
AWSClassification等级:
ER70S-6
F-No.:
6
A-No.:
1
SizeofFillerMetal焊条(丝)直径:
Φ2.4/3.2mm
WeldMetalThicknessRange熔敷焊缝金属厚度范围:
Groove坡口焊缝:
5~7mm
Fillet角焊缝:
NO
Wire-flux(categoryNo.)焊丝—焊剂(分类号):
NO
Wire,Electrode,Fluxtradename焊丝、焊条、焊剂商标名称:
TianTai天泰
Consumableinsert可熔化嵌条:
NO
Other其他NO
第4页共24页WELDINGPROCEDURESPECIFIATION焊接工艺规程(WPS)
POSITIONS焊接位置POSTWELDHEATTREATMENT焊后热处理
PositionofGroove坡口的位置:
1G/2G/5GTemperature温度范围:
NO
Weldprogression焊接方向:
向上Time时间范围:
NO
FilletWeldLocation角焊位置:
NO
PREHEAT预热处理gas(es)
气体%
composition混合比flowrate流量Shielding保护气Ar99.99%15~20L/minTrailingNONONOBackingNONONO
Preheattempmin最小预热温度10℃Interpasstempmax最大层间温度250℃尾部保护气Preheatmaintenance预热保持方式N/A
背部保护气
ELECTRICALCHARACTERISTICS电特性
Current电流AC或DCDCPolarity极性DCEN
Amps(A)安培(范围)SeeBelowTableVolts(V)伏特SeeBelowTable
Tungstenelectrodesize钨极尺寸和类型:
Ф2.5mm铈钨极
ModeofmetaltransferforGMAW金属过渡方式(GMAW):
N/A
Electrodewirespeedrange送丝速度范围:
N/A
TECHNIQUE焊接技术
StringorWeaveBead直进焊或横摆焊:
StringBead无摆动
Orificegascupsize喷嘴或喷嘴尺寸:
12~14mm
Initialandinterpasscleaning(Brushingorgrinding,etc.)底焊道和中焊道清理方式(刷理或打磨等):
Grinding/打磨
Methodofbackgouging背面清根方法:
NO/无
Oscillation横摆方法:
N/A
Distancefromcontacttubetoworkpiece导电嘴至工件距离:
5~10mm
Multipleorsinglepass(perside)多焊道或单焊道:
Multiple/多焊道
Multipleorsingleelectrode多丝焊或单丝焊:
Singleelectrode单丝焊
TravelSpeed(Range)焊接速度(范围):
SeeBelowTable
Peening捶击有无:
NO
Other其它:
NO
WeldLayer(s)焊层
Process焊接
方法
FillerMetal
填充金属
Current(A)电流
Volt.Range(V)电压
范围
TravelSpeedRange(cm/min)焊接速度范围
Note备注
Class种类
Dia.(mm)直径
Polarity极性
Amp.Range安培
1
GTAW
ER70S-6
Ф2.4
DCEN
70~120
10~13
5~8
15~20
2
SMAW
J427
Ф3.2
DCEP
100~120
21~25
6~10
3
SMAW
J427
Ф3.2
DCEP
90~120
21~25
6~9
Note:
CurrentoftheVerticalpositionweldingandtheoverheadpositionweldingarelessthan15-20%ofabove.注:
立焊、仰焊电流小于上述15-20%。
Initiatedby编制:
Date日期:
Reviewedby审核:
Date日期:
GA气
第5页共24页WELDINGPROCEDURESPECIFIATION焊接工艺规程(WPS)
CompanyName
公司名称
ChinaNuclearIndustry23rdConstructionCo.
中国核工业二三建设公司
WPSNo.焊接工艺规程编号
FTLS–WPS-GD-003
Date/日期
2011-05-25
ProcedureQualificationRecordNo.焊接工艺评定记录编号
CNI23-SZ-PQR-09-015
REV.版本号
A
WeldingProcess(es)焊接方法
GTAW/SMAW
Type(manual,automatic,machine,semi-auto)自动化等级(手工,自动,机动,半自动)
Manual手工
JOINTS接头:
Jointtype接头形式:
V/Permanent
Backing衬垫:
NO
BackingMaterial衬垫材料:
/
BASEMETALS母材
PNo.1
GroupNo.1
ToPNo.1
GroupNo.1
TypeorGrade型号和等级A106B、A53
Thickness厚度范围:
BaseMetal母材:
Groove坡口焊6-10mmFillet角焊NO
PipeDia.管子直径范围:
Groove坡口焊NoLimitedFillet角焊NO
Other其他NO
FILLERMETALS填充金属
SFASpecification标准号:
5.18/5.1
AWSClassification等级:
ER70S-6/E7016
F-No.:
6/4
A-No.:
1
SizeofFillerMetal焊条(丝)直径:
Φ2.4/3.2mm
WeldMetalThicknessRange熔敷焊缝金属厚度范围:
Groove坡口焊缝:
6~10mm
Fillet角焊缝:
NO
Wire-flux(categoryNo.)焊丝—焊剂(分类号):
NO
Wire,Electrode,Fluxtradename焊丝、焊条、焊剂商标名称:
TianTai天泰
Consumableinsert可熔化嵌条:
NO
Other其他NO
第6页共24页WELDINGPROCEDURESPECIFIATION焊接工艺规程(WPS)
POSITIONS焊接位置POSTWELDHEATTREATMENT焊后热处理
PositionofGroove坡口的位置:
1G/2G/5GTemperature温度范围:
NO
Weldprogression焊接方向:
向上Time时间范围:
NO
FilletWeldLocation角焊位置:
NO
PREHEAT预热处理gas(es)
气体%
composition混合比flowrate流量Shielding保护气Ar99.99%15~20L/minTrailing尾部保护气NONONOBacking背部保护气NONONO
Preheattempmin最小预热温度10℃Interpasstempmax最大层间温度250℃Preheatmaintenance预热保持方式N/A
ELECTRICALCHARACTERISTICS电特性
Current电流AC或DCDCPolarity极性DCEN/DCEP
Amps(A)安培(范围)SeeBelowTableVolts(V)伏特SeeBelowTable
Tungstenelectrodesize钨极尺寸和类型:
Ф2.5mm铈钨极
ModeofmetaltransferforGMAW金属过渡方式(GMAW):
N/A
Electrodewirespeedrange送丝速度范围:
N/A
TECHNIQUE焊接技术
StringorWeaveBead直进焊或横摆焊:
StringBead无摆动
Orificegascupsize喷嘴或喷嘴尺寸:
12~14mm
Initialandinterpasscleaning(Brushingorgrinding,etc.)底焊道和中焊道清理方式(刷理或打磨等):
Grinding/打磨
Methodofbackgouging背面清根方法:
NO/无
Oscillation横摆方法:
/
Distancefromcontacttubetoworkpiece导电嘴至工件距离:
5~10mm
Multipleorsinglepass(perside)多焊道或单焊道:
Multiple/多焊道
Multipleorsingleelectrode多丝焊或单丝焊:
Singleelectrode单丝焊
TravelSpeed(Range)焊接速度(范围):
SeeBelowTable
Peening捶击有无:
NO
Other其它:
NO
WeldLayer(s)焊层
Process焊接
方法
FillerMetal
填充金属
Current(A)电流
Volt.Range(V)电压
范围
TravelSpeedRange(cm/min)焊接速度范围
Note备注
Class种类
Dia.(mm)直径
Polarity极性
Amp.Range安培
1
GTAW
ER70S-6
Ф2.4
DCEN
90~110
10~13
5~6
15~20
2
SMAW
J427
Ф3.2
DCEP
100~130
21~24
6~10
3
SMAW
J427
Ф3.2
DCEP
90~110
21~24
6~8
Note:
CurrentoftheVerticalpositionweldingandtheoverheadpositionweldingarelessthan15-20%ofabove.注:
立焊、仰焊电流小于上述15-20%。
Initiatedby编制:
Date日期:
Reviewedby审核:
Date日期:
GA气
第7页共24页WELDINGPROCEDURESPECIFIATION焊接工艺规程(WPS)
CompanyName
公司名称
ChinaNuclearIndustry23rdConstructionCo.
中国核工业二三建设公司
WPSNo.焊接工艺规程编号
FTLS–WPS-GD-004
Date/日期
2011-05-25
ProcedureQualificationRecordNo.焊接工艺评定记录编号
CNI23-SZ-PQR-09-016
REV.版本号
A
WeldingProcess(es)焊接方法
GTAW
Type(manual,automatic,machine,semi-auto)自动化等级(手工,自动,机动,半自动)
Manual手工
JOINTS接头:
Jointtype接头形式:
V/Permanent
Backing衬垫:
NO
BackingMaterial衬垫材料:
/
BASEMETALS母材
PNo.1
GroupNo.1
ToPNo.1
GroupNo.1
TypeorGrade型号和等级A106B、A53
Thickness厚度范围:
BaseMetal母材:
Groove坡口焊NOFillet角焊3~5mm
PipeDia.管子直径范围:
Groove坡口焊NOFillet角焊NoLimited
Other其他NO
FILLERMETALS填充


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 工艺 规程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《地质测量图绘制细则》.docx
《地质测量图绘制细则》.docx
-
《大学生健康教育教程》考试题库500题DR含答案.docx
-
《黄鹤楼送孟浩然之广陵》字词注释.docx
-
《葱爆羊肉》概要.docx
-
《面向对象程序设计》C++综合练习学生版.docx
-
《化学反应工程》课程综合复习资料.docx
-
《社会心理》网上形考参考答案.docx
-
《轮扣式支架》模板施工方案.docx
-
《团委新成员大会主持稿1》.docx
-
《三峡学典》思品七上.docx
-
《有效备课上课听课评课》读书笔记.docx
-
《土地的誓言》导学案.docx
-
1汽车维修专业人才需求调研报告.docx
-
《应用文写作》教学设计.docx
-
1级三相费控智能电能表技术规范.docx
-
17#楼机房层模板施工方案.docx
-
《稻草人》精彩读书笔记精选多篇doc.docx
-
《机械制造工艺与装备》复习资料.docx
-
《木兰从军》教案.docx
-
《神奇的毛细现象》.docx
-
《围城》读书心得精选范文1000字5篇.docx
-
《幼儿园是我家》大班教案.docx
-
1资产负债表变动情况的分析评价.docx
-
5s活动总结报告5s总结报告2篇.docx
-
《当代学生》初中文言文阅读训练篇.docx
-
《机械制造工艺学》电子教案.docx
-
《民事案件案由规定》物权纠纷案由的理解与适用.docx
-
《社会学研究方法学习心得5篇范文》.docx
-
《外商投资企业联合年检报告书》填写要求和指标说明.docx
-
《幼儿园课程论》形成性考核册答案27497.docx
-
1在直接影响物价水平的诸多因素当中.docx
-
10套普通话练习材料.docx
-
我的爸爸作文开头爸爸作文开头6篇.docx
-
人教版八年级下册英语第七单元测试题附答案.docx
-
我与企业共成长演讲稿范文.docx
-
人教版七年级下古文复习题.docx
-
污水处理厂排海管道.docx
-
人教版四年级上册语文知识点归纳.docx
-
人力资源复习题.docx
-
西城二模英语.docx
-
下水道工程施工组织设计1.docx
-
柔性生产线的流程模板.docx
-
县宣传存款保险方案.docx
-
届天津市各高中名校高三英语试题题型分类专题汇编完型填空老师版全部带答案精准校对提高版.docx
-
便利店业态环境分析报告.docx
-
新课标一年级数学下册图形的拼组教案.docx
-
信誉楼企业理念要点.docx
-
姓名学81数理解释大全.docx
-
秀恩爱经典句子.docx
-
学年上学期八年级上册物理期中测试题及参考答案9.docx
-
XXX跑步比赛活动方案.docx
