 技师培训设备检测.docx
技师培训设备检测.docx
- 文档编号:19413976
- 上传时间:2023-04-24
- 格式:DOCX
- 页数:24
- 大小:168.44KB
技师培训设备检测.docx
《技师培训设备检测.docx》由会员分享,可在线阅读,更多相关《技师培训设备检测.docx(24页珍藏版)》请在冰豆网上搜索。
技师培训设备检测
C616车床几何精度检验
序号
检验项目
检验方法及示图
允差mm(in)
误差产生原因及对加工影响
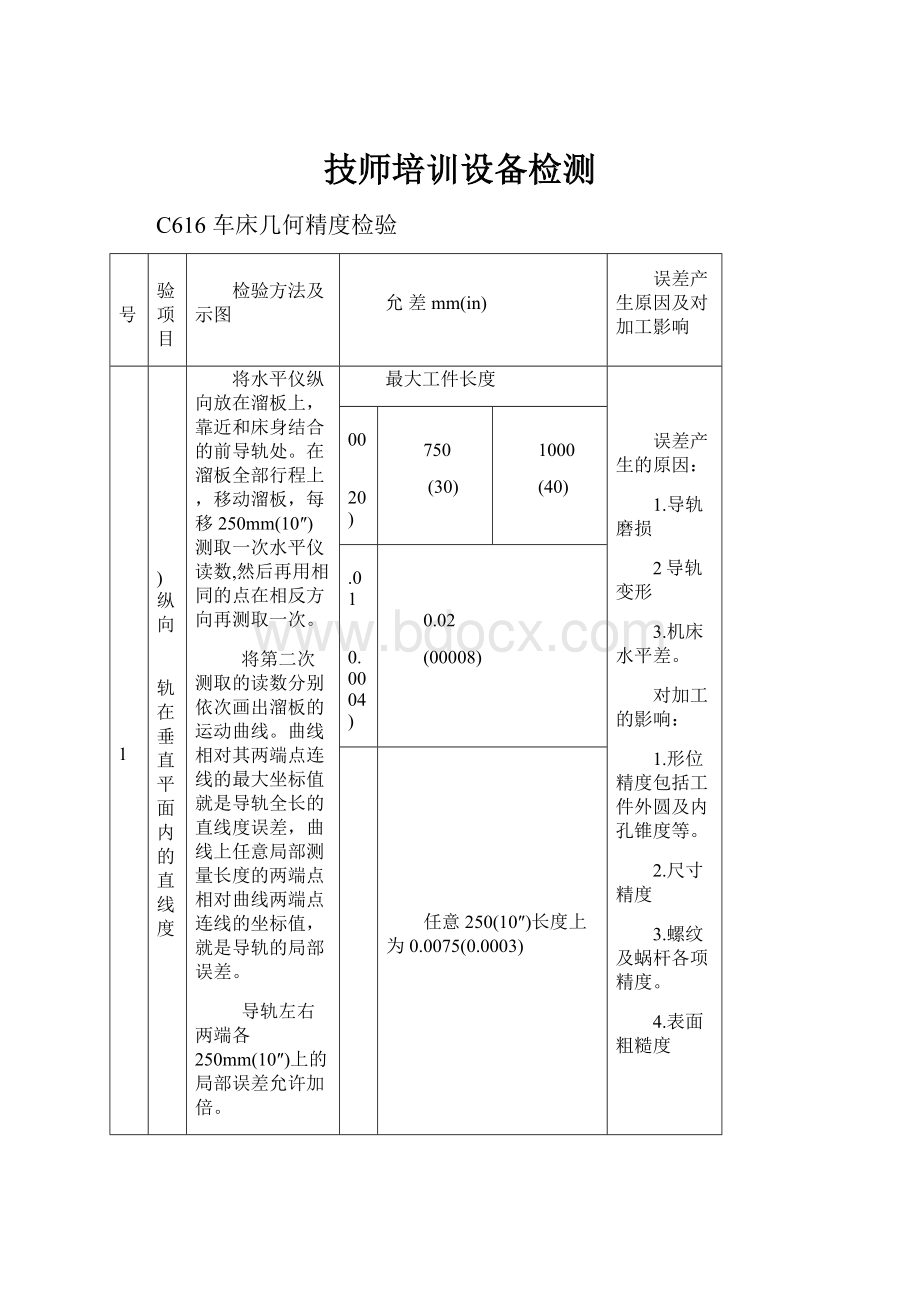
G1
a)纵向
导轨在垂直平面内的直线度
将水平仪纵向放在溜板上,靠近和床身结合的前导轨处。
在溜板全部行程上,移动溜板,每移250mm(10″)测取一次水平仪读数,然后再用相同的点在相反方向再测取一次。
将第二次测取的读数分别依次画出溜板的运动曲线。
曲线相对其两端点连线的最大坐标值就是导轨全长的直线度误差,曲线上任意局部测量长度的两端点相对曲线两端点连线的坐标值,就是导轨的局部误差。
导轨左右两端各250mm(10″)上的局部误差允许加倍。
最大工件长度
误差产生的原因:
1.导轨磨损
2导轨变形
3.机床水平差。
对加工的影响:
1.形位精度包括工件外圆及内孔锥度等。
2.尺寸精度
3.螺纹及蜗杆各项精度。
4.表面粗糙度
500
(20)
750
(30)
1000
(40)
0.01
(0.0004)
0.02
(00008)
任意250(10″)长度上为0.0075(0.0003)
b)横向导轨的平行度
将水平仪横向放在溜板上,在溜板全部行程上,移动溜板每移动250mm(10″)测取一次水平仪读数。
水平仪在溜板全部行程上,读数的最大代数差就是导轨的平行度误差。
误差产生的原因:
1.导轨磨损
2导轨变形
3.机床水平差。
对加工的影响:
1.形位精度包括工件外圆及内孔锥度等。
2.尺寸精度
3.螺纹及蜗杆各项精度。
4.表面粗糙度
G2
溜板移动在水平面内的直线度
在主轴和尾座的顶尖间顶起一根检验棒,指示器固定在溜板上刀具位置处,在水平面内使其测头触及检验棒,调整尾座,使指示器在检验棒的两端的读数相等,移动溜板在全部行程上沿此母线测取第一次读数。
误差以指示器读数的最大代数差值计,然后将检验棒调头,在原有母线上同样测取二次,四次读数的平均值就是直线度误差。
最大工件长度
误差产生的原因:
1.导轨磨损
2.导轨变形
3.机床水平差。
对加工的影响:
1.形位精度包括工件外圆及内孔锥度等。
2.尺寸精度
3.螺纹及蜗杆各项精度。
4.表面粗糙度
500
(20)
750
(30)
1000
(40)
0.015
(0.0006)
0.02
(0.0008)
G3
尾座移动对溜板移动的平行度:
a)在垂直平面内;
b)在水平面内
尾座顶尖套伸出定长后紧固,指示器测头分别触及近尾座体端面的顶尖套a和b上使尾座和溜板一起移动,在溜板的全部行程上检验。
a、b的误差分别计算。
指示器在每500mm(20°)行程上及全部行程上读数的最大差值就是平行度的误差
最大工件长度
误差产生的原因:
1.尾座导轨磨损
2.尾座导轨变形
对加工的影响:
1.工件的形位精度(需要顶尖加工)
2.尺寸精度
3.螺纹及螺杆等各项精度
500
(20)
750
(30)
1000
(40)
a)0.02
b)0.02
0.03
0.03
任意500(20)长度上为
a)0.02b)0.02
G4
主轴的轴向窜动
在主轴锥孔中插入一根检验棒,钢球置于检验棒的中心孔中,指示器测头触及钢球表面并尽可能的与主轴回转轴线重合,同时在测量方向上对主轴加一恒定的轴向力(F为10kef).低速连续旋转主轴检验,指示器读数的最大差值就是窜动的误差.
0.01
误差产生的原因:
1.调整螺母松动
2.轴承磨损
3.主轴变形
对加工的影响:
1.工件表面粗糙度
2.端面加工形位、尺寸、精度
3.螺纹及螺杆加工各项精度
G5
主轴定心轴颈的径向跳动
指示器测头垂直的触及定心轴颈的表面上,同时对主轴加一恒定的轴向力(F值同序号G4)低速连续旋转主轴检验.
指示器读数的最大差值就是跳动误差.
0.01
误差产生的原因:
1.轴承磨损
2.主轴变形
对加工的影响:
1.工件形位精度(椭圆)
2.工件表面粗糙度
3.尺寸精度
4.螺纹各项精度
G6
主轴锥孔轴线的径向跳动
a)靠近主轴端面;
b)距主轴端面300mm
在主轴锥孔中插入一根检验棒,指示器测头应分别顺序的触及检验棒根部a和距根部300mm(12°)的b共二处,低速连续旋转主轴检验,每处检验时,检验棒相对主轴锥孔每隔90°插入一次,径向跳动误差以四次读数的平均值计。
a)0.01
距a)300处为b)0.02
误差产生的原因:
1.轴承磨损
2.主轴锥度磨损
3.主轴锥孔表面有高点
对加工的影响:
1.采用紧密插入主轴锥孔的工装、采用顶尖加工的工件的形位精度尺寸精度与粗糙度
G7
主轴轴线对溜板移动的平行度
a)在垂直平面内;
b)在水平面内
在主轴锥孔中插入一根检验棒,指示器固定在溜板上,移动溜板分别在a和b上检验,将主轴旋转180°,同样检验一次,两次结果的代数和之半,就是平行度误差。
在300测量长度上为
a)0.02
b)0.015
(检验棒伸出端只许向上向前偏)
误差产生的原因:
1.装配时由操作者造成
2.拉钉松
3.导轨磨损及水平差
4.锥孔磨损、高点
对加工精度的影响:
1.形位精度(工件锥)
2.尺寸精度
3.螺纹各项精度
4.表面粗糙度
G8
顶尖的跳动
在主轴锥孔中插入一个60°顶尖,指示器测头垂直地触及顶尖的圆锥面上,同时对主轴加一轴向的恒定力(F值同G4)低速连续旋转主轴检验.
指示器度数除以COS30°后,就是顶尖跳动的误差.
0.015
误差产生的原因:
1.装配时由操作者造成
2.拉钉松
3.轨磨损及水平差
锥孔磨损、高点
影响
主轴锥线轴线的径向跳动
G9
尾座套筒轴线对溜板移动的平行度:
a)在垂直平面内;
b)在水平面内
将尾座紧固在约等于最大工件长度的二分之一处,顶尖套伸出量约为最大伸出长度的一半并紧固,指示器固定在溜板上,移动溜板分别在a和b上检验,a、b误差分别计算,指示器读数的最大差值,就是平行度误差。
在50测量长度上为
a)0.007
b)0.005
(顶尖套端部只许向上,向前偏)
误差产生的原因:
1.尾座套筒磨损
2.尾座底板磨损
对加工精度的影响:
1.对工件钻子铰孔(攻丝、套丝)形位精度、尺寸精度、表面粗糙度
2.工件打中心孔偏
G10
尾座套筒锥孔轴线对溜板移动的平行度:
a)在垂直平面内;
b)在水平面内
在尾座顶尖套锥孔中插入一根检验棒,指示器固定在溜板上,移动溜板,分别在a和b上检验.拔出检验棒,旋转180°重新插入顶尖套锥孔中再同样检验一次,a、b的误差分别计算,两次测量结果的代数和之半,就是平行度误差。
检验时尾座位置同序G9顶尖套退入尾座孔内并紧固。
在300测量长度上为
a)0.02
b)0.015
(检验棒伸出端只许向上向前偏)
误差产生的原因:
1.套筒锥孔磨损
2.套筒锥孔内有高点
对加工精度的影响:
1.对工件钻子铰孔(攻丝、套丝)形位精度、尺寸精度、表面粗糙度
2.工件打中心孔偏
G11
床头和尾座两顶尖的等高度
在床头及尾左的两顶尖中顶紧一根检验棒,指示器固定在溜板上,移动溜板,在检验棒两端处的垂直平面内检验.指示器在检验棒两端读数的差值就是等高误差。
检验时尾座位置同序号G9,对于对大工件长度为500mm(20°)的机床.应紧固在床身导轨的末端,顶尖套退入尾座孔内并紧固。
0.04
(只许尾座高)
误差产生的原因:
尾座底板磨损
对加工精度的影响:
1.对工件钻子铰孔(攻丝、套丝)形位精度、尺寸精度、表面粗糙度
2.工件打中心孔偏
3.需要调整尾座加工锥度的零件的各项精度。
小刀架移动对主轴轴线的平行度
在主轴锥孔中插入一根检验棒,指示器固定在小刀架上在水平面内使其测头触及检验棒,找出检验棒的平均径向跳动位置(慢慢旋转主轴观察指示器读数,当指针指示其行程两端间的平均读数时,即检验棒处于平均径向跳动位置)调整小刀架,使检验棒两端读数相等,移动小刀架检验,然后在垂直平面内使指示器测头触及检验棒,移动小刀架在全部行程上检验,再将主轴旋转180°后,同样检验一次.
在垂直平面内二次测量结果的代数和之半就是平行度误差.
在100mm测量长度为0.013mm
误差产生的原因:
1.小刀架导轨磨损或变形
2.溜板上导轨面及中拖板导轨磨损、变形。
对加工精度的影响:
工件锥度加工的各项精度。
X52万能升降台铣床几何精度检验标准
序号
检验项目
简图
允差mm
误差产生原因及对加工影响
G1
升降台垂直移动的直线度:
a)在机床的横向垂直平面内;
b)在机床的纵向垂直平面内
在工作台面的中央放一个角尺。
a,使角尺和T型槽平行;b,使角尺和T型槽垂直。
将千分表固定在机床上,使千分表侧头顶在角尺检验面上,移动升降台调整角尺上下两点读数一直,然后移动升降台分别测量。
误差值的确定是在上下两点之内的最大读数与最小读数之差。
a)在300mm长度上为:
0.025
b)在300mm长度上为:
0.025
a)0.012
b)0.01
误差产生的原因:
1.导轨磨损
2.导轨拉伤
对加工精度的影响:
1.形位精度
2.尺寸精度
3.表面粗糙度
G2
工作台面对床身垂直导轨面的垂直度(在三个位置上测量;行程的中间位置和接近行程的极限的位置)
a)在机床的横向垂直平面内;
b)在机床的纵向平面内
在工作台面的中央放一个角尺。
a,使角尺和T型槽平行;b,使角尺和T型槽垂直。
将千分表固定在机床上,使千分表侧头顶在角尺检验面上,移动升降台检验a,b。
a,b的误差分别计算。
a)0.025/300
α≤90
b)0.025/300
a)0.021/300
b)0.013/300
误差产生的原因:
1.导轨磨损
2.导轨拉伤
对加工精度影响:
1.形位精度
2.尺寸精度
3.(表面粗糙度)
G3
工作台面对主轴套筒垂直移动的垂直度:
a)在机床的横向垂直平面内;b)在机床的纵向垂直平面内
在工作台面的中央放一个角尺。
a,使角尺和T型槽平行;b,使角尺和T型槽垂直。
将千分表固定在套筒上,使千分表侧头顶在角尺检验面上,移动套筒检验a,b
a,b的误差分别计算
a)0.015/100
α≤90
b)0.015/100
a)0.01
b)0.008
误差产生的原因:
套筒磨损
对加工精度的影响:
钻孔、锪孔精度
G4
工作台面的平面度
在工作台面上,按图中规定的方向,放两个高度相等的量块,在量块上放一根平尺。
用量块和塞尺检验工作台面和平尺检验面的间隙。
在1000长度内为:
0.04工作台长度每增加1000允差值增加0.005最大允差值为:
0.05
局部公差:
在任意300测量长度上为:
0.02
a)0.022
b)0.026
c)0.017
误差产生的原因:
1.工作台变形
2.工作台面磨损
对加工精度的影响:
1.形位精度
2.尺寸精度
G5
工作台面对工作台移动的平面度:
a)横向;
b)纵向
在工作台面上,和工作台横向移动平行放两个高度相等的量块,在量块上放一根平尺。
将千分表固定在机床上,使千分表测头顶在平尺检验面上。
横向移动工作台检验
a)在任意300测量长度上为:
0.025
b)在任意300测量长度上为:
0.025
最大允差值为0.05
a)0.015
b)0.015
c)0.023
误差产生的原因:
1.工作台纵横滑动面磨损
2.工作台自身变形
3.工作台面磨损
对加工精度的影响:
1.形位精度
2.尺寸精度
G6
主轴端部的跳动:
a)主轴定心轴颈的径向跳动;
b)主轴的轴向窜动;
c)主轴轴肩支撑面的跳动
a.将千分表固定在机床上,使千分表测头顶在主轴定心轴颈的表面上。
旋转主轴检验。
b.在主轴锥孔中紧密地插入一根短检验棒。
将千分表固定在机床上,使千分表测头顶在检验棒的端面靠近中心的地方(或顶在放入检验棒顶尖的钢球表面),旋转主轴检验。
c.将千分表固定在机床上,使千分表测头顶在主轴轴肩支撑面靠近边缘的地方。
旋转主轴。
分别在相隔180的a点和b点检验。
a)0.01
b)0.01
c)0.02
a)0.005
b)0.005
c)0.01
误差产生的原因:
1.轴承磨损
2.主轴变形
3.调查螺母松动
对加工的影响:
1.形位精度
2.尺寸精度
3.表面粗糙度
4.影响刀具使用寿命
G7
主轴锥孔轴线径向跳动:
a)靠近主轴端面;
b)距主轴端面300处;
将检验棒紧密插入主轴锥孔,百分表固定在机床上,测头触及检验棒外母线上,转动主轴分别在a、b两处测量。
a、b两处误差分别计算
a)0.01
b)0.02
a
0.005
b
0.012
误差产生的原因:
1.轴承磨损
2.主轴变形
3.锁紧螺母松动
4.主轴锥孔内有高点或拉伤
对加工的影响:
1.形位精度
2.尺寸精度
3.表面粗糙度
4.影响刀具使用寿命
G8
主轴旋转轴线对工作台面的垂直度:
a)在机床的横向垂直平面内;b)在机床的纵向垂直平面内
在工作台面上,和工作台横向移动平面上,分别放两个高度相等的量块,在量块上放一根平尺。
将千分表固定在主轴上,使千分表测头顶在平尺检验面上。
旋转主轴测量。
在300测量长度上0.025
(检验棒伸出端只许向下)
a)0.02/300
b)0.13/300
误差产生原因:
1.立铣头定位面有高点或磨损。
2.主轴轴承磨损
3.机床导轨及工作台组件磨损。
对加工影响:
1.形位精度
2.尺寸精度
3.表面粗糙度
G9
工作台或基准T型槽的直线度
在任意500测量长度上为:
0.01
最大允差为:
0.03
0.008
0.015
误差产生原因:
1.立铣头定位面磨损或有高点
2.立铣头定位销磨损
3.机床导轨或工作台组件磨损
对加工的影响:
1.形位精度
2.尺寸精度
3.特别是槽类加工更为明显
G10
中央或基准T型槽对工作台纵向移动的平面度
在任意300测量长度上为:
0.015
最大允差为:
0.04
0.012
0.02
误差产生的原因:
1.工作台自身磨损
2.工作台变形
对加工的影响:
1.槽类加工各项精度
2.齿轮加工各项精度
G11
工作台横向移动对工作台纵向移动的垂直度
把角尺卧放在工作台面上,使角尺的一个检验面和工作台横向移动平行。
将千分表固定在机床上,使千分表测头顶在角尺的另一个检验面上,纵向移动工作台检验》。
0.02/300
0.013/300
误差产生的原因:
工作台、升降台定位导轨磨损
对加工精度的影响:
垂直工件的形位精度及尺寸精度
C616车床安装调试
机床安装图
设备水平调整图
设备的调试工作:
按图所示,将1—4块调整垫铁置于图示位置,卸下尾座,分别将水平仪置于图示位置。
移动溜板,在导轨的全长上调整。
要求:
在导轨的全长上水平仪e≤0.02mm,同时兼顾水平仪a、b、c、d至水平。
按图所示,插入辅助调整垫铁5、6,同时将水平仪移至调整垫铁上方,旋转垫铁调整螺钉至,与床身底座接触,且不能破坏床身原始水平(即水平仪气泡刚要移动,即停止调整)。
插入辅助调整垫铁7、8,同时将水平仪移至调整垫铁上方,旋转垫铁调整螺钉至,与床身底座接触,且不能破坏床身原始水平(即水平仪气泡刚要移动,即停止调整)。
X62W万能卧式铣床安装调试
设备的调试工作:
按图所示,将1—4调整垫铁至于图示位置,将水平仪放在工作台上(分别在纵横两个方向放置),将纵、横两个方向调至水平。
按图所示,插入辅助调整垫铁5、6,同时将水平仪移至调整垫铁上方,旋转垫铁调整螺钉至,与床身底座接触,且不能破坏床身原始水平(即水平仪气泡刚要移动,即停止调整)。
设备安装图
M120万能外圆磨床调整
设备的调试工作:
按图所示,将1~4调整垫铁至于图示位置,将水平仪放在工作台桥板上,在纵、横两个方向调至水平。
插入辅助调整垫铁5、6,同时将水平仪移至调整垫铁上方,旋转垫铁调整螺钉至,与床身底座接触,且不能破坏床身原始水平(即水平仪气泡刚要移动,即停止调整)。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 技师 培训 设备 检测
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #全自动电容电感测试仪.docx
#全自动电容电感测试仪.docx
-
《 运筹学 》课程教学大纲共12页.docx
-
《边城》论文.docx
-
《光曲》时教学设计.docx
-
《环境生物学孔繁翔》课后习题答案.docx
-
《建筑施工技术》复习题集与答案知识分享.docx
-
《理论力学B》课程教学大纲.docx
-
《农村社会基层治理危机的预防与对策基于广西的实证分析》申报书第十二届挑战杯.docx
-
《信息诚信校园》.docx
-
《中小学教室照明设计规范》之欧阳数创编.docx
-
《从愚昧到科学科学技术简史》.docx
-
1监理基本工作.docx
-
03岁早教亲子活动.docx
-
05秋第三次作业第678章.docx
-
《安全生产培训管理办法》国家安监总局令第44号施行.docx
-
《护理学基础》复习题.docx
-
《煤矿安全规程》安全考试复习题.docx
-
《嵌入式操作系统》实验报告.docx
-
《生产过程危险和有害》 T.docx
-
《危机传播管理》完整笔记胡百精.docx
-
《24噪音管理控制程序》.docx
-
《不倒翁》教案最新.docx
-
《大学生恋爱与性健康》期末考试满分.docx
-
《轨道工程》课程设计任务书.docx
-
《小学数学探究性学习的研究》数学课题申报表.docx
-
《会计电算化》培训班讲义第三节.docx
-
1 实习基本情况概述.docx
-
《亮剑》观后感15篇.docx
-
《保险学概论》网考题库判断题.docx
-
《叛逆不是孩子的错》读后感心得体会.docx
-
《枫树上的喜鹊》优秀教案13.docx
-
《管理信息系统》模拟试题及练习题含答案.docx
-
税收征管法试题及答案资料.docx
-
完整word版护理常规.docx
-
太平洋寿险业务员岗前培训操作作业手册样本.docx
-
魏碑方笔翻切之法整理适宜打印学习版本.docx
-
商丘市城乡总体规划的公示.docx
-
物业客服部个人工作总结模板.docx
-
软件系统可行性研究报告.docx
-
西师版小学数学各年级教材内容及简要说明.docx
-
四年级音乐下册全册教案.docx
-
英语中山市高三级学年度第一学期期末统一考试.docx
-
智者与愚者做人如此.docx
-
苏教版小学语文一至六年级生字表19页汇总.docx
-
四级人力资源管理师考试真题参考答案.docx
-
物业管理服务理念及目标.docx
-
完整版北师大版五年级数学下册第四单元长方体教案及教学反思.docx
-
砼见证记录.docx
-
数据库原理天津大学作业标准答案.docx
-
小升初文学常识试题.docx
-
入团申请书400字左右入团申请书400字范围入团申请书400字上下.docx
