 中国钢桥发展概况Word格式文档下载.docx
中国钢桥发展概况Word格式文档下载.docx
- 文档编号:19356564
- 上传时间:2023-01-05
- 格式:DOCX
- 页数:25
- 大小:580.85KB
中国钢桥发展概况Word格式文档下载.docx
《中国钢桥发展概况Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《中国钢桥发展概况Word格式文档下载.docx(25页珍藏版)》请在冰豆网上搜索。
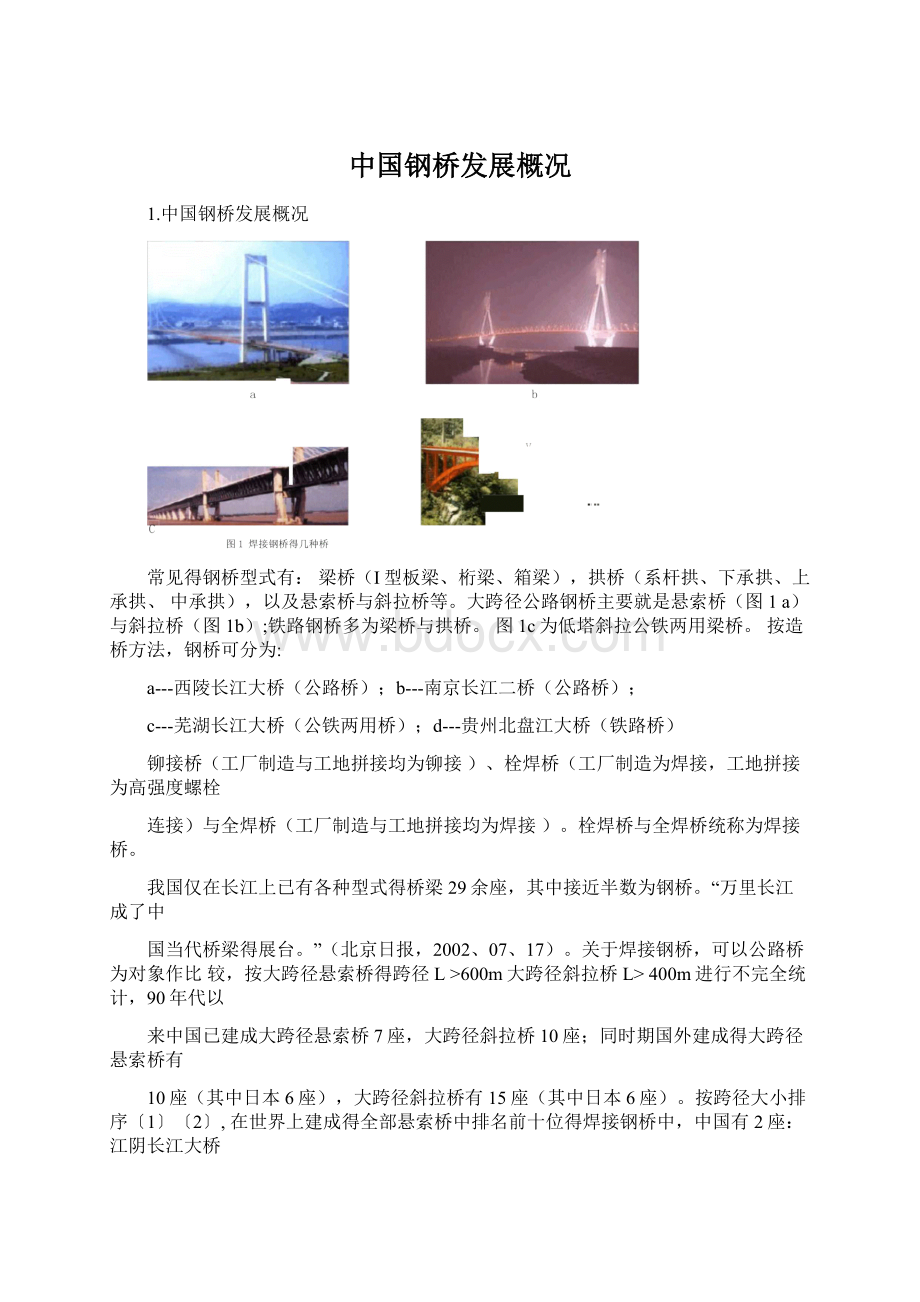
瞧来,中国焊接钢桥已经开始疾步赶上并进入了世界得先进行列。
为了便于
了解,将我国近50年来有代表性得钢桥按建成年代排序,如表1所示。
所谓有代表性,不
涉及任何方面评价问题,而就是为说明各时期桥型、钢材及钢梁制造安装方法等得演变。
中国焊接钢桥得发展并不就是一蹴而就得,而就是设计、冶金、焊接各方面工程技术人
员与技术工人密切配合,经历了几个阶段,努力不懈地试验研究,攻克一个个难关,才可以
取得令世人瞩目得成果。
中国钢桥就是从建设铁路桥起步得,相当长得时间里就是采用铆接
制造技术。
采用得钢材就是低碳钢。
60年代初,开始栓焊钢桥得研制,并于1962年与1964
年分别建成雒容(L=44、62m)与浪江(L=61、44m)两座试点钢桥,取得了初步经验。
修建成昆铁路时,西南铁路建设总指挥部于1965年组成“栓焊梁战斗组”,集合有铁路系统内外19个单位共68人。
其中,清华大学与哈尔滨焊接研究所担负焊接试验工作,中国
科学院声学研究所负责超声波探伤开创工作。
以成昆铁路建设为契机,中国开始进入了栓焊
钢桥时代。
成昆铁路全线共建成栓焊钢桥44座122孔,用钢量1、2万吨(16Mnq),高强螺
栓100万套。
“栓焊结构基本上代替了铆接结构,就是我国钢桥技术得一次重大改革,并为我国钢桥得进一步发展提供了大量实践得经验,起到了促进作用。
”〔3〕
我国在70〜80年代,桥梁用钢得质量不理想,同时也存在对焊接技术可靠性得疑虑,而妨碍焊接技术在桥梁钢结构上得应用。
1966年列为当时重点工程得枝城长江大桥(701
桥),为三跨连续桁梁铁路桥,L=160m原设计为栓焊梁。
专为该桥开发了新桥梁钢15MnVNq
只当
并进行了全部得焊接性与焊接工艺试验;
但最终仍将栓焊结构改变为铆接结构。
15MnVNq钢经过不断优化,并将白河大桥作为试验桥取得成功后,才在长江大桥,建成L=216m公铁两用三跨连续系杆拱栓焊钢桥(最大板厚为
1992年应用于九江
年代
桥名
类别
桥型
结构
跨径
/m
钢材
制造
安装
1
1957
武汉长江大桥
公铁两用
桁梁
三跨连续
128
CT、3(相当
Q235)
铆接
2
1968
南京长江大桥
160
16Mnq
3
1970
迎水河桥(成昆铁路)
铁路
系杆拱
刚性梁
112
焊接
栓接
4
1991
上海南浦大桥
公路
斜拉
结合梁
423
StE355
5
1992
九江长江大桥
三跨连续
216
15MnVNq
6
1993
上海杨浦大桥
602
7
1995
孙口黄河大桥
四跨连续
108
SM490C
8
1996
上海徐浦大桥
混合梁
590
S355N
9
西陵长江大桥
悬索
单跨箱梁
900
56mm。
表1中国钢桥得发展概况
10
1997
香港青马大桥
三跨连续箱梁
1377
BS4360Gr、500YS
11
虎门大桥
■^跨
箱梁
888
12
1999
厦门海沧大桥
648
16Mn
13
单跨
1箱梁
1385
Fe510D
(S355J2G3)
14
2000
芜湖长江大桥
°
低—塔1
三跨连
1续桁梁
312
14MnNbq
15
2001
南京长江二桥
1续箱梁
628
16
宜昌长江大桥
960
Q345E
17
大津塘沽海河大桥
单塔斜拉
混合箱梁
310
18
^州
北盘江大桥
拱
钢管砼
236
Q345D
19
武汉
军山长江大桥
续箱梁
460
Q345C
20
在建
巫峡长江大桥
21
舟山桃夭门大桥
580
22
润扬长江大桥北汊大桥
406
进入90年代,经济发展对交通建设得需求日益增长,高速公路网得建设与跨江河、跨海湾通道得建设,迫切要求修建大跨度钢桥。
同时,我国冶金技术在不断进步,优质低合金
高强钢有了长足发展。
除了山海关与宝鸡两个桥梁厂,大型船厂如沪东造船厂、江南造船厂、
武昌造船厂及广州造船厂等均有条件承担大跨径钢桥得制造任务,并且已经成功地制造出高
质量得焊接钢桥。
1991年,L=423m
L=590m,混合梁)。
1996年、1997年
1991年开始,上海率先先后建成三座斜拉式栓焊公路桥:
南浦大桥(结合梁)、杨浦大桥(1993年,L=602m,结合梁)、徐浦大桥(1996年,正在建设得上海卢浦大桥,L=550m就是世界上最大得一座钢拱公路桥。
相继建成全焊结构得单跨钢箱梁悬索桥:
西陵长江大桥(L=900n)、虎门大桥(L=888m)。
以
后陆续建成江阴长江大桥、汕头石大桥、武汉长江三桥、宜昌长江大桥、武汉军山长江大
桥、天津塘沽海河大桥及南京长江二桥等多座公路大桥。
在建中得润扬长江大桥南汊大桥,L=1490m为我国当前跨距最大得公路悬索桥。
铁路钢桥也有明显进步,建造了诸如九江长江大桥、孙口黄河大桥、长东黄河二桥、芜湖长江大桥等公铁两用栓焊钢桥或铁路专用栓焊钢桥;
而且结构型式由源于铆接钢梁得节点栓接到焊接整体节点,栓焊比例由初期“少焊多
栓”发展到全焊整体节点,钢材由16Mnq发展到14MnNbq钢板厚度由24mm发展到56mm
芜湖长江大桥得建成,被铁路系统“誉为继武汉、南京、九江长江大桥之后我国桥梁建设得
第四座里程碑〔4〕。
”这样,中国自90年代开始了焊接钢桥大发展得黄金时期。
这表明,如实际有需要,中国完全具备条件有能力建设大跨度或超大跨度焊接钢桥。
2、中国焊接钢桥得若干技术进展
2、1桥梁钢得开发与优化
1),钢得强度级别主要就是
S>
420Mpa级得15MnVN也采用
Fe510DStE355之类。
牌号为CT3(相当于Q235)。
我国在发展焊接钢桥得过程中主要就是采用国产钢材(表屈服点bS>
345Mpa级,女016Mn(Q345)。
少数大桥应用了c过国外得钢材,钢得强度级别均相当于Q345,如SM490C
50年代,武汉长江大桥采用得就是前苏联提供得低碳钢,
60年代,南京长江大桥建桥初期,使用得也就是前苏联提供得低合金钢,牌号为H沢2(b
s=290〜390Mpa),但仅供应少量后就停止了。
从此开始了自力更生。
鞍山钢铁公司全力以赴地开发16Mnq钢,以解南京长江大桥得“燃眉之急”。
开始时,成材率很低,钢得质量不够
理想,也不够稳定;
但在以后得发展中逐步改善,并成为国内各个钢厂长时期得基本产品。
16Mnq钢就就是这样诞生得。
在制造成昆铁路栓焊钢梁时,使用了国内几个钢厂得16Mnq钢,曾遇到钢板严重得碳偏
析情况。
标准规定碳得含量上限为0、20%而有得钢板碳含量高达0、24%。
在工型杆件角
焊缝埋弧焊时,焊缝产生热裂纹。
不得不进行焊丝得优化工作,用H03MnTi焊丝代替H08A,
焊剂HJ431也作了优化,结果才得以使用这批钢板。
〔3〕
1985年以前,由于16Mn钢得生产工艺改进较小,钢得质量与国外同类钢材差距较大,
钢中硫含量高,非金属夹杂物多,钢材性能低,特别就是低温冲击韧性差,不能适应市场需
TMCP、
要。
因而,冶金部组织力量在“六、五”期间进行了科技攻关。
在冶炼方面,采用了喷射冶金、稀土处理、微合金化等措施;
在轧制方面,采取了控制轧制、热机械控制处理(水幕冷却等新工艺,使16Mn钢得质量得到了很大提高,主要指标达到了当时国外同类钢材得水平。
〔5〕表2列出新冶炼工艺得效果。
将优化得16Mn钢与近些年应用得几种同类钢材
作对比,列于表3,从表3可见,优化得16Mn钢得韧性确已得到明显改善。
1966年初,为满足枝城长江大桥得需要,鞍山钢铁公司开始开发15MnVNq针对设计得
最大板厚为38mm屈服点bS>
420Mpa确定正火供货,以保证韧性。
起初,经过焊接性与焊接工艺试验,发现,正火得15MnVNq对焊接热循环敏感,过热区韧性降低幅度比较大,必须进一步优化。
1976年,15MnVNq得优化工作取得了成果,并应用于白河大桥。
该桥为单线铁路桥,三跨连续桁梁,L=128m,作为试验桥已运营多年。
15MnVNq钢得优化,实际就是利
用先进冶炼工艺尽可能降低硫与磷得含量,并适当降低碳含量,表4列出部分数据。
表2改进冶炼工艺后16Mn钢化学成分与夹杂物得控制标准〔5〕
标准
化学成分/%
夹杂物级别
C
P
S
硫化物
氧化物
新工艺16Mn
0、14〜0、18
<
0、025
0、010
0、1
1、5
YB(T)10-8116Mnq
0、12〜0、20
0、035
0、035
2〜3
表3改进工艺得16Mn与同类钢得低温韧性对比
钢号
aKU/J、
cm-2
Akv/J
-40C
0C
-20C
优化16Mn〔5〕
140
200
-
100
Q345C(*巫峡桥,#军山桥)
70〜280*
50〜260#
Q345D润扬长江大桥北汊桥)
80〜250
Q345E(宜昌长江大桥)
65〜180
14MnNbq(芜湖长江大桥)
190〜220
日本SM490C(孙口黄河大桥)
140〜270
丹麦Fe510D(Storebaelt桥)
234
注:
①#军山长江大桥钢料,武昌造船厂得-23C试验数据。
②Q345C、D、E按GB/T1591-94供货,为多批统计数据。
表415MnVNq得优化效果〔6〕
化学成分/%
力学性能
(Ts/mpa
55/%
aKu/J
优化前
0、18
0、025
0、032
24
30
优化后
0、14
0、016
0、008
440
98
九江长江大桥所确定得焊接方法主要就是埋弧焊。
为了与优化得15MnVNc匹配,焊丝与
焊剂也应进行优化,表5列出焊丝与焊剂得匹配结果。
所谓焊丝优化,就就是尽量降低焊丝
中得S(<0、01%)、P(<0、015%),适当减少Co这种优化得焊丝,在钢号尾部附以“E”。
在孙口大桥、芜湖大桥建造时也作了焊丝优化工作:
H08A^H08EH10Mn古H08Mn2EH08MnA
TH08MnE。
这些焊丝目前正在广泛应用于钢桥得制造中。
表5优化得15MnVNq钢埋弧焊焊丝焊剂匹配结果〔6〕
焊丝
焊剂
bs/MPa
55/%
AKV(-20c)
H04MnMoE
HJ603(高碱度)
584
26
104
HJ350
607
59
显然,钢材得“优化”,实际就就是提高钢得纯度。
在今天得冶金技术瞧来已不就是问题。
兹再列举一些润扬长江大桥使用得Q345D钢几个具体批号得数据,如表6所示。
比较表
6与表4,显然,当时“优化”得结果远未达到当前所用钢种得性能水平。
其实国外也经历过这种情形,在文献〔2〕(P、130)中写有:
法国“在发展了连铸并同时采用电磁扰动,精炼除硫,促进了优质厚钢板得发展,无层状撕裂得缺陷。
层状撕裂,只就是一个过去得幽灵”。
我国钢材得性能已达到相当高得水平,但似乎还有质量稳定性问题,尤其就是低温韧度常有
低值出现,还需进一步改善。
表6Q345D得化学成分与力学性能(山海关桥梁厂2002年数据)
钢厂
板厚
/mm
Ceq*
bS/MPa
AkV(-20c)/J
舞阳
0、
0、40
420
28
279,278,252
006
002
65
360
31
259,255,266
鞍钢
0、39
475
196,162,125
014
武钢
265,263,266
015
001
*注:
Ceq为碳当量
在16Mn微合金化优化工作得基础上,于1994年修订完成〈低合金高强度钢〉国家标准
14MnNbq钢开发成功表明我国冶
表7与表8就是芜湖长江大
GB1591-88,代之以GB/T1591-94。
与此同时,武汉钢铁公司逐渐将14MnNbq钢定型,并于1994年开始在京九铁路京杭运河桥(L=64m,1孔)上使用多年。
金技术已达到较高得水平,可以保证钢得高纯净度与性能要求。
与表8中同时列出GB/T1591-94
桥14MnNbq钢板供货技术条件[WJX(ZB)36-1997]。
在表7、
标准关于Q345E级钢得技术条件,以资对比。
14MnNbq
0、11~0、
1、20~1、
60
0、
50
010
0、020
0、015~0、035
0、18
1、00~1、
55
0、025
0、015~0、060
025
*
钢中至少含有Nb、V(0、02~0、、20%)、Ti(0、02~0、020%)中一种。
表814MnNbq与Q345E钢得力学性能标准(摘录)
钢种
交货状态
TS/
MPa
Tb/MPa
冷弯
1800
AKV-40C/J
正火
16
>
370
530~685
20
d=2a
100
37~60
340
490~625
19
d=3a
120
协议
345
470~630
22
27
35~50
295
可见,14MnNbq较Q345E对钢得成分得控制更严,对低温韧性得要求也更高,而实际供货得质量也确实达到了这个要求。
不仅如此,从防脆断设计方面考虑,还研究完成了14MnNbq钢板脆性断裂抗力试验〔7〕,如宽板拉伸试验、四点弯曲试验、落锤试验等,取得钢板厚度与设计温度、焊缝韧性要求得关系式,为大桥防脆断设计提供了一定依据。
2、2关于焊缝强韧性标准
在焊缝强韧性控制上得贡献就是提出了一个新概念"
韧强比”(toughnesstostrengh
ratio)。
这个新概念“韧强比”曾经1998年5月28日北京“14MnNbq钢材、焊接材料及焊
接工艺”评审会讨论,并写入铁道部科技司文件’科技工函〔1998〕109号'
防脆断设计就是焊接钢桥设计中应予考虑得重要内容之一,其中,规定缺口冲击韧性标
准就是一个颇为令人为难得问题。
几乎每一座大型焊接钢桥都会讨论这个问题。
另外,焊缝
强度应不应该有上限?
国内外一般只要求焊缝强度不低于母材强度即可,没有规定焊缝强度
上限。
但考虑到高强度钢得屈强比总就是随强度提高而提高,因而对应力集中得敏感性也随
之增大,所以,认为焊缝强度应该有上限。
曾规定焊缝得“超强值”。
例如规定:
坡口焊缝
屈服点超出母材屈服点得数值不得大于100Mp&
但不仅理论根据与试验根据不够充分,执
行起来也常有矛盾。
芜湖长江大桥曾为此在两年间展开了两次认真得讨论,在宜昌长江大桥、
桃夭门大桥等大桥焊接工艺评审时也议论过韧性标准问题。
防脆断设计要考虑断裂准则。
断裂准则就是用来鉴定结构就是否符合断裂特性要求得一个标准,总得来说,断裂准则与断裂特性或断裂状态(即弹性断裂、弹-塑性断裂、塑性断
裂)有关。
对于大多数大型复杂结构(桥梁、船舶、压力容器等),一定水平得弹-塑性就
是合适得,这就就是所谓“屈服准则”(YieldCriteria,YC)。
对应于弹性断裂状态,就是
为“平面应变极限准则”(LC)。
实际上,现有大部分规范多选择了屈服准则。
所谓“韧强比”,就是指冲击功A<
V与屈服点(TS之比,令R^代表韧强比,即
RA=AKV/(TS
满足屈服准则(YC条件得韧强比要求值FA(Y),根据断裂力学可表达为:
RvY)=0、00165+0、01
这样,韧强比直接与板厚5大小联系起来。
在图2中标示得一条斜线,就是英国桥梁规范BS5400所给冲击韧度计算公式得计算值,取安全系数倒数a=0、59,应力集中系数K=2。
显然,完全符合屈服准则。
在图中还标有①、②两个点,分别就是芜湖长江大桥与南京长江
二桥关于焊接接头冲击韧度得设计要求。
南京长江二桥,板厚5=14mmbs>
345Mpa试验
温度T=-20C,Akv>
27J;
芜湖长江大桥,板厚5=50mmbs>
345Mps,试验温度T=-30C,Akv>
48J。
如计算韧强比,南京二桥:
Rvy)=0、032,实际规定得Rx=0、078;
对于芜湖长江大桥:
Ra(y)=0、09,Rx=0、14(焊缝实际验收时提高到规定大大超出屈服准则得要求,安全裕度很大。
言,由于焊缝得实际韧度常随其强度提高而降低,如图3所示,要求提高焊缝强度同时又要
提高韧度,就是有颇大难度得;
因而一般应采取适当限制焊缝强度上限得方法,即限制焊缝
超强来保证韧强比得规定要求。
焊缝强度上限决定于韧强比规定值。
由图3可知,采用“韧
强比”作为控制指标,概念明确而易于实施。
120
*1no-
A
I4ivinnb<
i
SAW
焊缝韧度与焊缝强度b「SW得关系(据宝鸡桥梁厂实验数据八
Kn35ncdd
关于韧度
Akv,只要根据设计确定得最大板厚5求得韧强比与最低屈服点
a
dS,即可确定韧度最低要求值。
实际上,目前一些大桥得设计所确定得韧度要求值Akv都远高出计算
得数值,例如南京二桥,按屈服准则Akv>
11J,实际规定Akv>
27J,偏于安全。
关于最低设计使用温度T,国内多采用桥址环境温度Ts(50年间气象资料给出得最低
温度)减去5C,即T=Ts-5C。
例如,长江下游最低气温可按-15C算(南京芜湖附近历史上
T=-20C、
遭遇得最低气温为-13、1C),则知南京二桥、润扬长江大桥得最低设计温度2


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 中国 发展 概况
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
模具设计开题报告模板Word文件下载.docx
-
完整word版正弦函数和余弦函数图像与性质docWord文件下载.docx
-
小机热控保护元件拆装及传动检修技术方案Word格式.docx
-
监理实施细则样本Word格式.docx
-
外包工程安全协议书文档格式.docx
-
最新PEP英语三年级下册第六单元教案和教学反思资料Word文件下载.docx
-
软件系统项目建议书完全版docxWord文档下载推荐.docx
-
天津市建筑工程专用表格Word文档下载推荐.docx
-
算王问题图纸处理方法Word文件下载.docx
-
停车场运营管理方案Word下载.docx
-
班级管理理念10篇Word文件下载.docx
-
工程施工月进度计划表Word文档格式.docx
-
坍塌事故应急演练预案Word文件下载.docx
-
公路工程施工单位生产安全事故报告制度Word文档下载推荐.docx
-
中考语文十大专题总复习资料Word文件下载.docx
-
高考英语总复习 Unit 1 Art练案+学案 新人教版选修6Word下载.docx
-
高中化学 第3章 有机合成及其应用 合成高分子化合物 第3节 合成高分子化合物学案 鲁科版选修5Word文档格式.docx
-
高压运行维修练习第九次增订带答案文档格式.docx
-
公路施工组织设计方案范本Word下载.docx
